機")



實(shí)訓教學問題診斷與對策——以加工中(zhōng)心專業為例
2018-9-27 來源:-- 作者(zhě):文(wén)/高永偉 徐巨峰(fēng)
摘(zhāi) 要(yào) :隨著數控精密(mì)加工技術的日益普及,各技工院校結合企業需求,已從數控車床工(gōng)的培養轉向加工中心操作工(gōng)的培養。本文(wén)以加(jiā)工中心專業為例,介紹了如何通過對學生加工(gōng)產品(pǐn)後出現質量問題進行分析,發現加工(gōng)中心專業教學中的偏差,從而提出改進的建議與(yǔ)對策,進而促進學校加工中心專業年輕教師實訓教學水平的快速提高。
關鍵詞(cí):實訓教學 教學問題 加工中心
近年來,隨著數控精密加工技術的日益普及,各技(jì)工(gōng)院校結合企業需(xū)求,培養重點已從(cóng)數控車床工的培養(yǎng)轉向加工中心操作工(gōng)的培養。2014年學校(xiào)開設了加工中心專業,由於這(zhè)是新興專業,專業實訓的教師有從高校(xiào)相近專(zhuān)業中招入,有從數控車專業轉(zhuǎn)入,因而教師團隊具有年輕化、知識(shí)化(huà)、技能非(fēi)專業化的特點,同時(shí)存在教學經驗不足,缺少實際(jì)企業工作(zuò)經驗(yàn)等(děng)問題,這些問題導致實訓教學不盡如人意。筆者(zhě)對學生加工產品出(chū)現質量問題進(jìn)行分析(xī),發現問題的根源是加工中心(xīn)專業教學有偏差,進行診斷後提出(chū)改進建議與對策(cè),以期(qī)促進學校加工中心專業年輕教師(shī)實(shí)訓教學水平的快速提高。

圖1
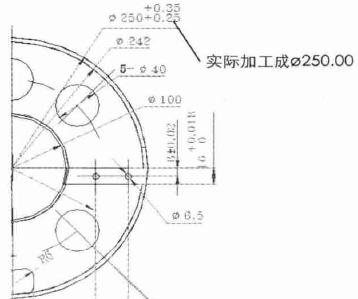
圖2
2014年學校產(chǎn)研處承接了一批(pī)產品,經產研(yán)處工藝(yì)驗證後交給學校機械教研室加工中心組,在老師的帶領下,學校加工中心興趣小組成員以及部(bù)分準備參(cān)加競賽的學生進行加工,以獲得實際操作經驗。隨著產品(pǐn)加工(gōng)的交檢,發現了許多問題(圖1、圖2),產品合格率隻有50%且進度慢,為此專門對學生加工產(chǎn)品的(de)過程等進行了觀察與分析(xī),並對老師(shī)的教(jiāo)學情況進(jìn)行了(le)解,提出了以下思考。一是學生看似技(jì)能熟練的背後(hòu),實際操作水平如(rú)何?
二是競賽成績不錯的師生,為何不(bú)能完成基本的產品零件的加工?三是為何出現離(lí)開了電腦,簡單的問題(tí)都解決(jué)不了的現象?四(sì)是平時訓練中的“一刀走天(tiān)下”的局麵是生產實際的要求嗎?五是當加工中出(chū)現問題時,為何學(xué)生(shēng)總是難以用正確的(de)方法來解決?六是備課中的備目標、備學情(qíng)、備教(jiāo)材、備教法、備資源等都備過了嗎(ma)?七(qī)是平時選擇(zé)實訓課(kè)題 ,訓練的針對性和有效性(xìng)有多少等等。
針對以上問題,我們進行了(le)以(yǐ)下工作,試圖通(tōng)過觀察分析找出解決辦法。
一、加工中心教學中出現的問題
1.通過對學生實訓過程的觀察,結合學生的實(shí)訓成(chéng)績,與(yǔ)學生深度溝通後發現存在以下問(wèn)題(tí)
(1)刀具使用不合理(lǐ)。表現為當需要對刀具的角度、材料進行(háng)選擇時常常沒有方向,當加(jiā)工中出現振痕、斷刀(dāo)時(shí),常常認(rèn)為是刀具質量差,而沒有從刀具角度和加工對(duì)象以及(jí)刀具(jù)受力與耐(nài)用度等方麵考慮。(2)量具使用不熟(shú)練。學(xué)生中量具操作不規範、不熟(shú)練,測量不(bú)準確現(xiàn)象的(de)比例較大。(3)對夾具和產品的裝夾沒(méi)有係(xì)統的訓練。表現為零件(jiàn)安放不仔細(xì),不規範(fàn)、隨意性大(dà);平時訓(xùn)練通常隻裝夾一次,不進行多基準裝夾轉換(huàn)加工,即通常說的“一刀走天下”的情況。(4)加工工(gōng)藝安排不合理。如不能根據加工要求選擇合理的工(gōng)藝參數,轉(zhuǎn)速通常取(qǔ)機床的最高值、切深常常不會根據工件大小和毛坯餘量來調整。(5)質量意識淡薄。在加工過程中通常隻關注尺寸是(shì)否合格,對於飛邊(biān)毛刺和形位公差等通(tōng)常不關注(zhù)。平時以60分為及格,沒有樹立真正的企業質量意識,不了解企業產品隻有合格與不合(hé)格的區分,一件產(chǎn)品隻要有一項要求(qiú)不達標,就是廢(fèi)品的實情。刺飛邊,圖樣左右各一件,實際(jì)作成一樣。(6)責任心有(yǒu)待提高。平時(shí)教學考評要求與企業生產要求有較大的距離,如平時(shí)訓練80分以上基本上(shàng)能(néng)獲得老師的肯定,久而久(jiǔ)之當(dāng)一件不允(yǔn)許(xǔ)有扣分(fèn)的簡單(dān)零件加工時,學生就會出現臨事而懼的現象,對(duì)產品加工產生畏懼心理。
2.通過實訓教(jiāo)學聽課,查(chá)閱實訓教師教案,與師生進行交流等方法,進一(yī)步進行教學管(guǎn)理、觀(guān)察和分析,發現實訓(xùn)教師身上存在(zài)以下問(wèn)題
(1)教學內容編排不科(kē)學。對基礎知識和(hé)技能的把握不準確(què),對崗位所需求和職業標(biāo)準要求的技能和(hé)知(zhī)識理解(jiě)不深或缺乏學(xué)習,教(jiāo)學過程中(zhōng)表現(xiàn)出內容割裂、無拓展。如安(ān)裝刀具,隻教會了學生怎麽裝,但如(rú)何裝才能保持裝夾精度(dù),如何用力等沒有具體的要求,以至於有學(xué)生使用加力杆來裝刀而將筒夾夾碎的事故(gù)發生。(2)教學設計不科學(xué)。年輕老(lǎo)師大多沒有經過師範院校的係統訓練,也(yě)沒有較(jiào)多的校本培訓,教學設(shè)計無從下手,教學缺乏係統、連(lián)貫的思路(lù)和過程。在查閱的教案中,通常隻有教學知識的(de)過(guò)程性描述和操(cāo)作過程程序性表述。如精密平口鉗的正確安裝與裝夾工件(jiàn)這一內容,隻是簡單要求學生將平口鉗安(ān)裝於機床上,沒有從結構、安裝要求、使用要求等進行教學設計。(3)重軟件編程輕(qīng)基(jī)礎(手動編程)訓練。近年來受各級各類技能大賽的(de)影響,在教學中,學生手動編程的時間遠遠(yuǎn)少於軟件編程時間(jiān),表現出基(jī)礎技能的不紮實。有時會出現隻需一個(gè)命令的加(jiā)工,學生還要用電腦進行畫圖等操(cāo)作來完成(chéng)的現象。(4)教師實際操作經驗少(shǎo)。目前教師的實際操作經驗多數來自在學校加工作品的體驗,對產品的技術要(yào)求理解能力(lì)弱。(5)教學任務(wù)描述能力弱。在檢查的教師教案中教學任務是這樣描述的:每位學生對機床(chuáng)進(jìn)行(háng)熟悉(各按鍵(jiàn)、手輪),15分鍾(zhōng)輪流一次;老(lǎo)師示範後學生獨立完成;每組學生拿一塊(kuài)80×80×50 mm的(de)鋁料,進行對刀練習;老師巡回指導,指導(dǎo)學生糾正練習中出現的錯誤;熟悉機(jī)床控製麵板,編輯麵(miàn)板各按鍵功能;進行各項基本(běn)操作,分組練習,並檢驗;練習(xí)對刀,手輪、快速進給應用;在機床上進行加工並測量,保證質量……
從這(zhè)些任務描述中,我們不難發(fā)現實訓教師的不足。學生在接受(shòu)這些(xiē)任務時,沒有具體完成任務的目標和(hé)方法,老師也無法對其任務實施(shī)過程進(jìn)行客(kè)觀的檢查與評(píng)價,教學任(rèn)務設計過程缺乏具體指標,導致評價通常帶有主觀性,無法科學評判,以致收集(jí)的數據有偏差,隨之的分析也就缺少(shǎo)了正確性(xìng)和針對性。
二、加工中心教學問題產生的原因(yīn)
1.理(lǐ)論(lùn)教(jiāo)學與實訓銜接不到位
相關專業知識的教學落(luò)後於專業實訓(xùn)時間,實訓教學又沒有(yǒu)將其及時補上,造成理論與實際教學的嚴重分離。
2.實訓教學內容與(yǔ)企(qǐ)業生產要求相(xiàng)脫節
實訓教(jiāo)學內容與企業的要求差距(jù)甚遠(yuǎn),自我陶(táo)醉式與滿足的教學,使得教學內容與要求越來越脫離了企業(yè)生產的需求。
3.教學要求與師(shī)資配備不相符
加工中心(xīn)教學對師資的配(pèi)備以及相關課程師資的不相符,造(zào)成了中高段技能教學的低水平。
4.教學設計與方法是薄弱環節
教師的教學設計與教學方法還停留在入門階段上,無(wú)法對學生進行有效教學(xué)。教師不會設計,不知如何設計,沒有(yǒu)教學理念和方法,教學隻是教材的照搬。
三(sān)、優化加工中(zhōng)心教學的幾點建議
1.明確實訓要求
嚴(yán)格遵循教學大綱,依據職業標準和教材,結合(hé)專業發(fā)展與當地企業(行業)實際需求(qiú),編寫實訓教學內容。確保學生既了解基本加工工藝,又要學會全(quán)麵分析加工工藝。與此同時要(yào)以企業典(diǎn)型工作(zuò)任務或(huò)零(líng)件為主線(xiàn),緊密聯係生產實際,加入行業典型加工(gōng)案(àn)例,進行科學分析與工藝編製,將基礎理論、基本技能與基(jī)本操作與(yǔ)生產實踐緊密結(jié)合,融會貫通,通(tōng)過理論聯係實際,切實提高實訓教學水平。
(1)在實訓過(guò)程中,嚴格遵守校紀校規,嚴(yán)格執行各項安(ān)全生(shēng)產的規程,遵循數(shù)控實訓(xùn)操作規程及相關規定。(2)能(néng)將所學習的數(shù)控編程基礎(chǔ)的理論知識和實際應用結合起來,進一步鞏固和掌握所學習的理論知識,掌握加工中(zhōng)心基本操作技能。(3)利用項目和案例進行引導文(wén)(工藝卡等)教學。加強學生工藝編(biān)寫能力和實訓報(bào)告的撰寫。通過訓練,使得學生能根據生產要求製定(dìng)工藝(yì)文件,分析(xī)討論加工條件,提出完成(chéng)的工藝方案,培養(yǎng)學(xué)生加(jiā)工方案選(xuǎn)定,工藝編排分析的思路,為今後完成產(chǎn)品加工打好基礎。(4)掌握企業主流數控加工係統編程與機床調試初步能力。當前企業高端設備常用西門(mén)子係列或海得漢係統,中低端(duān)設備常用國產廣州數控係統,以(yǐ)及多品牌設備在實際(jì)現場的使用(yòng)現象,要求在教學中切實達到在校內完成兩種以上數控係統的(de)教學與(yǔ)使用,提高現場實際使用係(xì)統能(néng)力的水平。(5)加強實習報告的書寫。實訓(xùn)報(bào)告是實訓內容的提煉(liàn)與總結,表達方式是用文字、圖形、加工程序,附(fù)上必要數據與表(biǎo)格。要(yào)求文字清(qīng)晰、工整、語句(jù)通順、圖形與加工程序(xù)準確、心得體會深(shēn)刻。(6)利用好學校現有的實訓基地(車間)。完成企業生產管理與加工、現場“7S”管理,設備保養與管理,物品物料使用與管理等的訓練。建立典型任務訓練題(tí)庫(kù),建立專業課程網站,利用多媒體學習中心與網絡化的訓練評估(gū)體係,及(jí)時分階段對學生進行(háng)科學評估。
2.開展一體化教學
機械(數控)專業的教學模式已由被動的知識灌輸轉變(biàn)為主動、開放的學習,因此,一體(tǐ)化教學(xué)的開展,行為引(yǐn)導、問題導(dǎo)向、項目教學方法將成為機械(數控)加工教學(xué)的(de)主流。理實一(yī)體化教學(xué)力在培養學生獨立思考與分析問題的能力和實際解決問題的能力。
加工中心專業教學(xué)是一門實踐性極強的學(xué)科,既要求(qiú)學生掌握基本的專業理(lǐ)論知識,也要求學生具備一定的(de)操作能力。因此,在教學中應多為學生提供實際操作的機會,提高學生動手能(néng)力。實訓教學(xué)中需(xū)要做到統一規(guī)範的操作;分組訓練以2人一組為好,並互換角色(工(gōng)藝員、操作工、檢查員等)。實訓過程中,老師巡(xún)回指導,及時糾正學生不規範的動作和手法,並對操作進行(háng)考核,把考核成(chéng)績(jì)作為評定平時成績的依據,使學生從思想上重視基本技能的訓練。
3.利用典型零件進行(háng)教學實(shí)踐
開展一體化教學,教師用項目和案例進行教學,用產品需求引出教學內容,利用典型零件的特殊性,來使(shǐ)教學內容前後貫穿,引導學生參與並進行思(sī)考與(yǔ)討論。考慮到學生的分析能力和解決問題的能力有限,需要老師合理利用真實案例或典型(xíng)零件,由淺入深(shēn)、循序漸進地讓學生從產品加工的(de)角度對所(suǒ)加工的產(chǎn)品進(jìn)行工藝分(fèn)析與加工,以培養學生分析問題,解決實際工(gōng)藝問題和加工的能力。教師圍繞項(xiàng)目進行教學,而不是圍繞原有的課程進行(háng)學習,打破(pò)傳統的教學模式,利(lì)用(yòng)實訓車間推行一體化教學,關注(zhù)產(chǎn)品技(jì)術要求,注重綜合分析能力(lì),舉一反三(sān),解(jiě)決問(wèn)題。通過教學,讓學生掌握企業生產基本(běn)的知(zhī)識,並積累產品加工經驗。項目教學、理(lǐ)實一體,與真實的(de)企業生產最接近,教學效果也最好,這類教(jiāo)學(xué)方(fāng)式很大程(chéng)度突破了教(jiāo)與學、學與用的脫節的瓶頸。
4.改革傳(chuán)統(tǒng)的考核模式
改革考試形式,采用筆試加實際(jì)操作(學生可互相(xiàng)檢查與老師過程性考核)相結合的方式,把實際問題交給學生,要(yào)求在規定的時間內,理論結合實際地解決問題,以重點檢(jiǎn)查學生解決產品實(shí)際加工中出現的問題的(de)能(néng)力,推行(háng)過程性考試。階段性和終(zhōng)結性考試需要借助企業、行業專家來校進行參(cān)與,考(kǎo)教分離、評價公開。評定成績采用優秀、良好、及(jí)格、中、不及格五個等級並(bìng)提出相應要(yào)求。優秀:(≥90分)安全及遵守紀律好,編程及調試程序的質量完全達到要求、機床操(cāo)作熟練。良好:(80~89分)安全及遵守紀律好,編程及調試程序的(de)質量大部分達到要求、操作機床比較熟練(liàn)。中:(70~79)安全及遵守紀律好,編程較為合理,調試程序基本能達到要求,操作機床比較熟練。及格:(60~74 分)安全及遵守紀律較好、編程及調試程序的質量基本達到要求、操作機床不夠熟練。不及:(<60分):安全及遵守紀律(lǜ)差、編程及(jí)調試程序的質量差、操作機床不熟練。
當今社會科學技術的發展日新(xīn)月異,加工中心的發展更是(shì)迅猛,技工院校的(de)實訓教學(xué)極大地縮(suō)短了科學技術轉化為生產力的時間。實訓教學的效果如何,決定能為企業贏得多少時間,帶來怎樣的經濟效益。另一方麵我們的實訓教學提高了加工(gōng)中心操作的(de)有效性,避免了不必要的(de)損失。因此,改進加工中心教學方法具(jù)有較高的實際價值。我(wǒ)們要在這條路上不斷探索再(zài)接再厲,力爭更好地為企(qǐ)業服務.
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合(hé)作,歡(huān)迎(yíng)聯係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊合(hé)作,歡(huān)迎(yíng)聯係本網編輯(jí)部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據(jù)
- 2024年11月 分(fèn)地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能(néng)源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年(nián)10月 分地區(qū)金屬切削(xuē)機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種(zhǒng)辦法
- 中走絲線切割機床的發展趨(qū)勢
- 國產(chǎn)數(shù)控(kòng)係統和數控機床何去何從?
- 中國的(de)技術工(gōng)人都去哪裏了?
- 機械(xiè)老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業的(de)騰(téng)飛,要從機床
- 一文搞懂數控車(chē)床加工刀具補償功能(néng)
- 車床(chuáng)鑽孔(kǒng)攻螺紋加工方法及工(gōng)裝設(shè)計
- 傳統鑽削與(yǔ)螺旋銑孔加工工藝的區別(bié)