



淺談宏程序在數控車削加工編程中(zhōng)的應用
2018-8-29 來源: 上饒職業技術學院 作者:俞 超,羅根雲
摘 要: 在數控編程中使用變量來(lái)進行編程的都屬於宏程(chéng)序。宏程序適合橢(tuǒ)圓、拋物線、雙曲線等非圓曲線編程,一般(bān)在數控車工(gōng)、銑工的高級工考證及各種數控技能競賽中都要用到(dào),以一實(shí)例介紹了宏程序(xù)及其在數(shù)控車削加工編程中(zhōng)的應用。
關鍵詞: 宏程序; 數(shù)控編程; 變(biàn)量; 橢圓
1 、宏程序介紹
1. 1 宏程序的概念與分類
用變量的方式進(jìn)行數控編程的方法就叫做宏程序編程。宏程序(xù)有兩種類型(xíng)即 A 類和 B 類,不同數控係統的機床,所應用的宏不一樣,A 類(lèi)宏是以 G65 Hxx P#xx Q#xx R#xx 的格(gé)式輸入的,B 類宏則是以直接的公式和語言輸入的,和 C 語言很相似,應用相(xiàng)對比較廣泛,常用於 FANUC - 0 - i 係統、華中數控係統中(zhōng)。
1. 2 宏程序的作用
應用宏程序(xù)編程可以編寫一些非圓(yuán)曲線(xiàn),如宏程序編寫橢圓、雙曲線、拋物線等。另外,在編寫一些(xiē)大批相似零件的時候,可以用宏(hóng)程序編寫,這樣隻需要改動幾個數據就可以了,沒有必要進行大量重複編程。
1. 3 宏程序的(de)最大特點
宏程序的最大(dà)特點就是(shì)使用變量(liàng)。變量是(shì)表示取值可以變化的(de)量,由“#I”表示,其中 I = 1、2、3……等(děng),如#1、#2 分別表示 1 號變量、2 號變量。
1. 4 運算指令與表(biǎo)達式
包括定義、算術運算、邏(luó)輯運算和函數運算指令(lìng)等,如: =( 賦值) 、+ ( 加) 、OR( 或) 、SIN[]( 正弦函數) ; 表達式是由運算指(zhǐ)令連接起來的函數及變量等,如(rú): SIN[]( 正(zhèng)弦函數) 、#3*#4 + #1( 3 號變量與(yǔ) 4 號變量之積加上 1 號變量) 。
1. 5 轉移與循環語句
1) 無條件轉移: 格式(shì): GOTO n
2) 條件轉移: 格式: IF[〈條件式〉]GOTO n ,其中 n 為跳轉目標的程序段(duàn)順序號。條件運 算 符 有 LE ( ≤) 、GE ( ≥) 、EQ ( = ) NE ( ≠) GT( > ) 、LT( < ) 。
3) 循環: 由循環判斷語(yǔ)句、循環體(tǐ)和結束語等組成,一般是由(yóu) WHILE[〈條件式〉]DO m 與 ENDm 來表示,其(qí)中 m 隻能等於 1 或 2 或(huò) 3。
2 、宏程序編程(chéng)實例
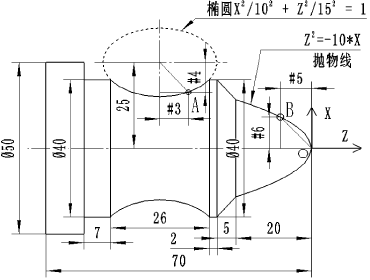
圖(tú) 1 所示零(líng)件圖。
2. 1 程序編製思路分析
圖 1 零件圖中有拋物線、有橢圓弧,如(rú)果不利於(yú)宏程序,將無法實現這兩處非圓(yuán)曲線的加工(gōng),除非能借助電腦計算出非圓曲線上的節點坐標,但是此工作(zuò)量(liàng)非常大,不利於實(shí)際生產中的
應(yīng)用,唯有利於宏程序變量來編程才能解決此問題。
圖1 中橢圓方程是 Z2/152+ X2/102= 1,其中: 15 為長半軸; 10 為短半軸,以 Z為變量,可求得 X 值。經推導(dǎo)可得: X = 102× ( 1 - Z2槡/152) ;橢圓上 A 點在橢圓坐標係(xì)中的坐標為( #3,#4) ,把 A 點坐標( #3,#4) 轉換為在編程(chéng)坐標係 XOY 中的坐標,可表達為(wéi) A( 50 - 2× #4,#3 - 13. 5) ,拋物線的方程是 Z2= - 10 × X,同理以 Z 為變量,可求得 X = Z2/ ( - 10槡) ; 拋物線上 B 點在拋物線坐標係中的坐標為( #5,#6) ,由(yóu)於該坐標係與編程坐標係是同一坐標係,所以 B 點在編程坐標係中(zhōng)的坐標(biāo)也是( #5,#6) ,經過分析,解決了非圓曲線上的點(diǎn)轉換(huàn)成編程坐標係中的坐標,所以對(duì)如圖 1 所示的橢圓、拋物線部分(fèn)編程就簡(jiǎn)單(dān)了。
2. 2 程序編製
O0045T0101;
G00X100Z100;
MO3S800;
G00X55Z2;
G71U2R1;
G71P1Q2U0. 5Z0. 2F200;
N1G01X0Z0F100;
#6 = 0;
( 拋物(wù)線(xiàn)中 Z 方向動態起始值)WHILE[#6GE[- 20]]DO1;
( 判斷 Z 是否大於等於 - 20)#5 = SQRT[[#6* #6]/[- 10]]; ( Z 方向動態值表達 X 方向上的值)G01X[2* #5]Z#6; ( B 點的編程坐標)#6 = #6 - 0. 5;
( Z 方向動態值每次遞減 0. 5 mm)END1;
G01X40Z - 25;#1 = 15; ( 橢圓的長半軸賦值)#2 = 10; ( 橢圓的短(duǎn)半(bàn)軸進行賦值)#3 = 13. 5;
( 橢圓中 Z 方向動態起始(shǐ)值)WHILE[#3GE[ - 13. 5]]DO1;
( 判斷 Z 是否大於(yú)等於- 13. 5)#4 =[#2 / #1]* SQRT[#1* #1 - #3* #3];
( 用 Z 方向動態值(zhí)來表達 X 方向上的值)G01X[50 - 2* #4]Z[#3 - 13. 5];
( A 點的編程坐標)#3 = #3 - 0. 5;
( Z 方向動態值每次遞減 0. 5 mm)END1;
G01Z - 63;
X50;
N2Z - 70;
G70P1Q2;
G00X100Z100;
M30;
3 、結語
綜上所(suǒ)述,用變量(liàng)賦值(zhí)的外圓切削循環編寫宏指令時,可以在程序中給變量賦值、進行數學(xué)運(yùn)算、條件轉移等,編寫時更直觀、簡便,精簡了程序內容,大大提高了編程效率。宏程序不僅能實現(xiàn)加工橢圓弧、拋物線,還能加工一些其他的非圓曲線,在手工編程實際中隻要能(néng)靈活(huó)運用宏(hóng)程序,還可(kě)以進行車削端麵、車削螺紋(wén)、切(qiē)槽等編程(chéng).
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
馬")
業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地區金屬切(qiē)削(xuē)機床產量數(shù)據
- 2024年11月 軸(zhóu)承出(chū)口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數(shù)據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數(shù)據(jù)
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加(jiā)工過程圖示
- 判斷一(yī)台加工中心精度的幾(jǐ)種辦法
- 中走(zǒu)絲線切割機床的發展趨勢
- 國產數控係(xì)統和數控機床何去何從?
- 中國的技術工人都(dōu)去哪(nǎ)裏了?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械(xiè)行業(yè)最(zuì)新(xīn)自殺性營(yíng)銷,害人害己!不倒閉(bì)才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛(fēi),要從機床(chuáng)
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽(zuàn)削與螺旋銑孔加工工藝的區別