台精機")



數控機加技術在 REIKA 卡盤定位中的應用
2018-8-29 來(lái)源:內(nèi)蒙古包(bāo)鋼鋼聯股份有限公司無縫鋼管廠 作者:趙海燕,郭利中,郭(guō)勇誌
摘 要: REIKA 卡盤的控製與精確(què)定位是一項綜合性技術,需要數(shù)控機加(jiā)、測量(liàng)、計算機、自動控製等多學科領(lǐng)域的參與。在 SINUMERIK 840D 數控(kòng)係統中,通過 PLC 邏輯控製與 NC 數控機加編程的有力結合,既(jì)實現了 REIKA卡盤的動作控製,保(bǎo)證加工節奏的快速性(xìng); 又兼顧了其卡盤(pán)的(de)精確定位,提高了設(shè)備安全性(xìng)。
關鍵詞: SINUMERIK 840D; 多通道配置; NC 通道; 數據交換
REIKA 的作用是將成品鋼管(guǎn)切成指定規格長度的管箍,為下(xià)一道管箍內螺紋車絲的(de)工(gōng)序做準備。本(běn)文主要分析利用 SINUMERIK 840D 的(de) CNC 的多通道快速處(chù)理能力,通過 NC 及 PLC 的程序編(biān)程與數據采集交換,實現(xiàn) REIKA 切管機卡盤的控製與精確定位。1 REIKA 的數控係統構(gòu)架REIKA 是一台高(gāo)精(jīng)密數控切管(guǎn)機,它的數控係統源自西門子的 SINUMERIK 840D。
1. 1 NCU 數控單元( Numerical control unit)
NCU 數(shù)控單(dān)元是 SINUMERIK 840D 的中央處理器。內部通信及驅(qū)動接口軟件負責協調(diào) PLC -CPU、NC - CPU 和 MMC - CPU 三者之(zhī)間的步調,處理所有 CNC、PLC、MMC 的通訊任務。NCU 數控單元通過(guò)直流母線、控製總線、數據總線(xiàn)與各(gè)驅動模塊相互(hù)連接,組成數控的(de)伺服(fú)驅動係統。SINUMERIK840D 係統的 NCU 數據在表 1 參數(shù)與功能描述中給予了說(shuō)明。
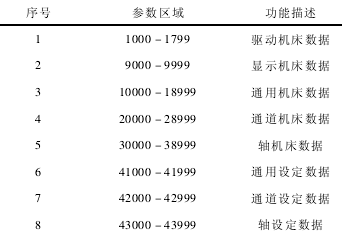
表 1 參數與功能描述
1. 2 人機界麵
人機交互裝(zhuāng)置建立起 REIKA 切管機的數控機加係統與操作員之間的(de)交互界麵,它(tā)由 MMC 和 OP組(zǔ)成。MMC( Man Machine Communication) 有(yǒu)自己獨立的 CPU,OP 單元是顯示(shì)器。PCU( PC UNIT) 是專門為配(pèi)合(hé)西門子(zǐ) SINUMERIK 840D 的操作麵板而開發的 MMC 模塊,PCU50 對應於帶有硬盤的 MMC103,軟件是基於 WINDOWS NT 的 HMI。
1. 3 可編程序控製器 - PLC
SINUMERIK 840D 係統的 PLC 集成在 NCU 模塊中。其(qí)通過 NCU 模板的 X111 端口與外圍 I/O 模塊、功能板卡進行數據交換。直線型封閉式微脈衝磁柵位置傳感器作為它的一個從(cóng)站連接在網絡中,將(jiāng)當前(qián) REIKA 前卡的位置實時傳輸給 PLC,PLC 與NC 通(tōng)訊並交換變量,運算結果應用到 PLC 的邏輯程序與(yǔ) NC 的數控機加(jiā)程序中,實現 REIKA 前(qián)卡的控製與精確定位。
1. 4 驅動裝置
REIKA 切(qiē)管(guǎn)機(jī)的(de) SINUMERIK 840D 係統采用全數字伺服(fú)驅動 SIMODRIVE 611D,配以 1FT 進(jìn)給電機(jī)( 編碼器(qì) ERN1387) 和 1PH1 主軸電機( 編碼器ERN1381) 。611D 單軸模塊具有兩個(gè)反饋測量係統,能夠實現卡盤位(wèi)置全閉環控製。其中 X411 端口是(shì)電機編碼器接口,輸入電機的編碼器信(xìn)號;X421 端口是直接測量係統輸入(rù)口,輸入直接位置測量信號,一般為正餘弦電(diàn)壓(yā)信號。
2 、數控機加技術(shù)在 REIKA 的應用
REIKA 切管機卡盤的控製與精確定位包(bāo)含了(le)兩(liǎng)方麵的內容: 一個是 REIKA 卡盤的控(kòng)製從工藝上考(kǎo)慮要保證加工節奏的(de)快速性; 另一個(gè)是 REIKA 卡(kǎ)盤的精確定位,提高設備安全(quán)性。
2. 1 數控係統對 REIKA 卡盤的控製實現
REIKA 卡盤的控製(zhì),必須(xū)把 NC 及 PLC 的編程有機地結合起來。因為由 NC 控(kòng)製器計(jì)算的(de)“X”軸/“U”軸位置,分別來自通道 1 和通道(dào) 2,所以必須在 NC、PLC 之間進行數據交換,以便使整個係統都在程序控製之中。
2. 1. 1 REIKA 的通(tōng)道與(yǔ)關鍵軸
通(tōng)道是 SINUMERIK 840D 係統的一個基本功能,每一個通道都可以作為一個獨立的 NC。雙通道意味著係(xì)統可以(yǐ)同時(shí)執行兩個程序,它(tā)們互不影響、被協(xié)調同步運行。作為數控切管機的 REIKA 共有 4 個機(jī)床軸(zhóu),它(tā)們是“C”軸、“U”軸、“V”軸和“X”軸。其中“X”軸控製卡盤刀具的進/退刀; “U”軸控製 REIKA 前卡小車的左(zuǒ)右行走。由於這 2 個軸涉及到(dào) REIKA 卡盤的控製與精(jīng)確定位,所以(yǐ)是關鍵(jiàn)軸。
2. 1. 2 數控機床軸配置
SINUMERIK 840D 缺省(shěng)為一個通道(dào),需要參數設置成兩個有效通道:MD10010 $ MN - ASSIGN - CHAN - TO -MODE - GROUP[0]= 1 ∥通道 1 分配給方式組 1
MD10010 $ MN - ASSIGN - CHAN - TO -MODE - GROUP[1]= 1 ∥通道 2 分配給方式組 1
設置機(jī)床軸名:N10000 $ MN _ AXCONF _ MACHAX _ NAME _TAB[0]= C ;
N10000 $ MN _ AXCONF _ MACHAX _ NAME _TAB[1]= U ;
N10000 $ MN _ AXCONF _ MACHAX _ NAME _TAB[2]= V ;
N10000 $ MN _ AXCONF _ MACHAX _ NAME _TAB[3]= X ;
通道 1 參數設置:N20070 $ MC _ AXCONF _ MACHAX _ USED[1]= 3 ∥第 3 個軸分配給通道(dào) 1
N20070 $ MC _ AXCONF _ MACHAX _ USED[2]= 4 ∥第 4 個軸分配給通道 1
N20070 $ MC _ AXCONF _ MACHAX _ USED[3]= 0 ∥第 1 個軸分配給通道 1N20080 $ MC_AXCONF_CHANAX_NAME_TAB
[0]= C ∥通道 1 第 1 個軸叫“C”軸
N20080 $ MC_AXCONF_CHANAX_NAME_TAB[1]= V ∥通道 1 第 2 個軸(zhóu)叫“V”軸
N20080 $ MC_AXCONF_CHANAX_NAME_TAB[2]= X ∥通道 1 第 3 個軸叫“X”軸
通道 2 參數設置(zhì):
N20070 $ MC _ AXCONF _ MACHAX _ USED[0]= 2 ∥第 2 個軸分配給通道 2
N20080 $ MC_AXCONF_CHANAX_NAME_TAB[0]= U ∥通道(dào) 2
第 1 個軸叫“U”軸
2. 1. 3 REIKA 卡(kǎ)盤定位的邏輯控製
REIKA 卡盤定位的邏輯控製者是 PLC、動作執行者是比例閥(fá)、位置回饋靠直線型封閉式微脈衝磁柵位置傳感器。
圖(tú) 1 為定位架構及數據流。
按照接箍料的不同(tóng)規格、結合 NC 傳送過來的“X”軸/“U”軸的實際位置,REIKA 卡盤(pán)得到了相應的位置(zhì)給定值。這個(gè)給定位置(zhì)值和實際位置之間的差產(chǎn)生了修正量 xd。修正量(liàng) xd 經過規格化後由模擬量輸出(chū)通(tōng)道送給比例閥作為給定,控製 REIKA 前卡機構的動作。隨著預定位置的(de)逼近,xd 逐漸(jiàn)減少(shǎo),直至位置到達後 REIKA 前卡停止動作。
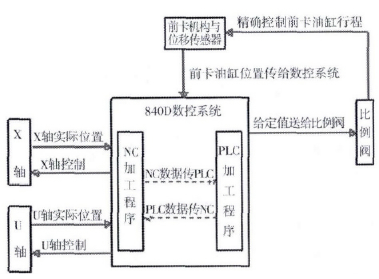
圖 1 定位架構及數據流
2. 2 REIKA 卡盤的精確定位
PEIKA 卡盤定位采取全閉環控製,直線型(xíng)封閉式微脈衝磁棚位置傳感器安裝(zhuāng)於動作機構(gòu)的末端。由於這種(zhǒng)方式消除了絲杠的螺距誤差和反(fǎn)向間隙誤差,使 得 REIKA 卡 盤 重 複 定 位 精 度 高 於± 0. 01 mm。REIKA 前卡爪(zhǎo)的(de)動作機構在“U”軸上,為了防止刀具、卡具損壞,它的動作控(kòng)製與精(jīng)確定位要結合“X”軸與“U”軸(zhóu)的條件: REIKA 前卡的實際位置值等於設定位置值時,“U”軸可以動作。在“U”軸動作過程中,REIKA 前卡的實際位置被連續測量並反饋,如(rú)果動態誤差(chà)在允許範(fàn)圍內,處於不會造成對刀具/卡具損傷的安全(quán)位置時,利用雙通道(dào)功(gōng)能,一個通(tōng)道控製“U”軸按照 NC 的加工程序正常運行; 另(lìng)一個通道控製(zhì)“X”軸按照 NC 加工程序進刀動作(zuò)。REIKA 卡盤的精確定位依賴於 NC 通(tōng)道之間、NC 和 PLC 之間的的數據交換。
2. 2. 1 PCL 讀取 NC 的數據(jù)
PLC 獲取 REIKA“X”軸和“U”軸的位置數據:利用 NC_var Selector 選擇 REIKA 切管機床通道 1 和通道 2 所編程的(de)位置(zhì)變量(liàng),將 NC 傳來的“X”軸位置變量放入 DB207. DBD8 中; 將(jiāng) NC 傳來(lái)的“U”軸位置變量(liàng)放入 DB207. DBD16 中。在編程REIKA 切管機前卡的動作時充分利用 “X”軸位置DB207. DBD8 的數據和“U”軸(zhóu)位置 DB207. DBD16的數據,就可保證 REIKA 前卡的每一次定位都在允許的安全範圍內。
2. 2. 2 NC 讀取 PLC 的(de)命(mìng)令
NC 數控程(chéng)序判斷 REIKA 卡(kǎ)盤的位置數(shù)據:為了加強邏輯保護嵌套的(de)合(hé)理性,在 REIKA 機床數控機(jī)加程序中加入主要保護語句,這些語句的(de)條(tiáo)件源自(zì)於 PLC。
CALL FC21
Enable : = M0. 1 ∥1 = FC21? active
Funct : = B #16 #4 ∥ B #16 #4 = write ( PLC 寫NC)S7Var :
= P#DB198. DBX 0. 0 BYTE 2 ∥PLC 中REIKA 前卡的位置判斷的地址(zhǐ)
IVAR1 : = 0 ∥NC 中的數據地址
IVAR2 : = - 1
Error : = M240. 0
將 PLC 地址 P#DB198. DBX 0. 0 BYTE 2 中的數據寫到 $ A_DBW[0]裏,NC 程序就可以利用 $ A_DBW[0]讀取和編程 REIKA 機床數控加工程序通道 1 中的“X”軸程序。
同理(lǐ),將 PLC 地址 P#DB199.DBX 60. 0 DWORD 1 中的(de)數據寫(xiě)到 $ A_DBW[104]裏,NC 程序(xù)就可(kě)以利用 $ A_DBW[104]讀取和編程REIKA 機床數控加工程序通(tōng)道 2 中的“U”軸程序。
當 N90 IF $ A_DBW[0]= = 1 gotof XSpindel-stop ∥如(rú)果通道 1 中獲取 REIKA 前卡的位置偏差大(dà)於 1 mm,則變量 $ A_DBW= = 1 加工程序(xù)將跳轉到停止“X”軸運(yùn)動(dòng)軌跡(jì)並迅速從工作區域的機加程序“XSpindelstop”中退(tuì)出。
當 N90 IF $ A_DBW[104]= = 1 gotof USpin-delstop ∥如果通道 2 中獲取 REIKA 前卡的位置偏差大於 1 mm,則變(biàn)量 $ A_DBW= = 1 加(jiā)工程序將跳轉到停止“U”軸運動軌跡並迅(xùn)速從工作(zuò)區(qū)域的機加程序(xù)“USpindelstop”中退出。
3、 結束語
在 SINUMERIK 840D 數控係統架構下,自動(dòng)化的 PLC 邏輯控製和數控(kòng)加工的 NC 編程相互配合,實現了 REIKA 切管機卡盤的(de)控製與精確定位,達到了保護(hù)措施的嵌套(tào)合理性與嚴密性.
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據(jù)
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數(shù)據
- 2024年10月(yuè) 軸承(chéng)出口情(qíng)況(kuàng)
- 2024年(nián)10月 分地區(qū)金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數(shù)據
- 2024年9月(yuè) 新能源汽車銷量情(qíng)況
- 2024年(nián)8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘(chéng)用(yòng)車(轎車)產量數(shù)據
博文選萃
| 更多
- 機(jī)械加(jiā)工過程圖示(shì)
- 判斷一(yī)台加工中心(xīn)精度的(de)幾種辦(bàn)法
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控係統和(hé)數控機床何去何從?
- 中國(guó)的技術工人(rén)都去哪裏了?
- 機械老板做了十多年,為何還是小作(zuò)坊?
- 機械行業最新自殺性營銷,害(hài)人(rén)害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工(gōng)裝設計(jì)
- 傳(chuán)統鑽削與螺旋銑孔加工工藝的區別(bié)