機")



西門子828D係(xì)統的數(shù)控機床圓度誤差的分析及參數調整
2018-3-21 來源:四川信息職業技術學院機電土程係 作者:袁洞明
摘要:配備(bèi)西門(mén)子數控係統的加上中心使用中經常出現兩軸聯(lián)動插補圓弧時圓度超差現象。為避免此問題的反複出運用球杆儀對機床(chuáng)的圓度誤差(chà)進行檢測,對此過(guò)程中經常出現的問(wèn)題、表現形式、問題原因(yīn)、需要采取的措施進行說以提高圓度誤差,達到更好的加上(shàng)效果。
關鍵詞:西(xī)門子數控係統;加上中心機床;圓度誤差調(diào)整;參數調(diào)整
在加工中心使用中經常(cháng)出現兩軸聯(lián)動插補圓弧時圓度超差。為避免此種問題的反複出現,對在運用球杆儀對(duì)機床的圓度誤差進行檢測的過程中經常出現的問題,以及出現的原因(yīn)、表現形式、需要采取的相應措施(shī)進(jìn)行簡要的說明。
1、設備的機(jī)械傳動及幾何精度檢查
(1)這裏(lǐ)以X, Y軸平麵上的圓弧加工為(wéi)例(lì),首先用大理石0級精度平(píng)尺檢查X, Y軸直線度,通常控製在0. 02 mm / 1 000 mm、任意0. 006 mm /300 mm 。
(2)檢查(chá)傳動結構(gòu)及(jí)導軌,用百分表檢查X, Y軸是否(fǒu)有爬行,用手持單元操作(zuò),進給倍率打到0. O1 mm擋位上,每0. O1 mm一格格進給,看是否有跳(tiào)表及(jí)擺表現象。如果有跳表現象說明運行不平穩,需要檢測:導軌是否有研傷,壓板是否過緊,絲(sī)杠導軌是否缺油;滾珠絲杠軸承是否(fǒu)損壞(huài),滾珠絲杠(gàng)滾(gǔn)珠循(xún)環軌道是否損傷(shāng),絲(sī)杠(gàng)安裝是否與導(dǎo)軌平行,絲(sī)杠軸承與(yǔ)絲母座是否同心;聯軸器是否剛性不夠。
(3)檢查主軸跳(tiào)動,用主軸(zhóu)檢驗棒檢查(chá)主軸徑向跳動及軸向竄動,徑向跳動在主(zhǔ)軸外端300 mm位置不超過0. 015 mm。
(4)檢查X, Y軸垂直度。用500 mm x 500 mm規格的0級力一尺,把磁力表座吸在主軸上,力一尺(chǐ)放在工(gōng)作台上,力一尺兩個直角(jiǎo)邊順在X, Y平麵內,先移動X軸找平力一尺一個邊,移動Y軸檢測垂直度,垂直度通常(cháng)控(kòng)製在0. 02 mm /500 mm 。
2、SIEMENS 828D數控係統參數配置
(1)首先檢(jiǎn)查下列機床(chuáng)參數:
MD33000 FIPO_ TYPE 3(各軸X1,X2,Y,Z)
MD1004 CTRL_CONFIC 1000(各軸X1,X2,Y,Z)
MD1001 SPEEDCTRL_ CYCLE_ TIME 4(各軸Xl,X2,Y,Z)
MD32640 STIFFNESS_ CONTROL_ ENABLE 0(各軸X1,X2,Y,Z)
MD32200 POSCTRL_ CAIN(各軸必須一致X1,X2,Y,Z)
MD32300 MAX_ AX_ ACCEL(各軸必須一致X1,X2,Y,Z)
MD18210 MM USER MEM DYNAMIC 10000
MD29000 LOOKAH NUM CHECKED BLOCKS 70
MD28060 MM IPO BUFFER SIZE 70
MD18360 MM EXT PROC BUFFER SIZE 50
MD28070 MM NUM BLOCKS IN PREP 50
MD20490 IGNORE OVL FACTOR FOR ADIS 1
MD20170 COMPRESS BLOCK PATH LIMIT 10.0
MD20602 CURV EFFECT ON PATH ACCEL 0
MD20603 CURV_ EFFECT_ ON_ PATH_ JERK 0
MD28530 MM PATH VELO SEGMENTS 5
MD28520 MM MAX AXISPOLY PER BLOCK 3
MD28540 MM ARCLENCTH SEGMENTS 10
MD42470 GRIT SPLINE ANGLE 36. 0
MD42502 IS SD MAX PATH ACCEL 0
MD42512 IS_SD_ MAX_PATH_ JERK 0
MD10050 SYSCLOCK CYCLE TIME 0. 002000
MD 10070 IPO SYSCLOCK TIME RATIO 2
以上參(cān)數有的可能看不到,看不到可不必更改;有的參數可能(néng)更改不到上麵的那麽大,如有這樣的,更改到最大允(yǔn)許設定值即可。如出現內存(cún)重新分配的報警,需要備份NC加螺補數據後,重新回裝。
(2)檢測X軸、Y軸反向(xiàng)誤差,誤差值補償到32450 ( BACKLASH)中。重新(xīn)啟動(dòng)機床,回參(cān)考點後運行銑圓(yuán)程(chéng)序,D = 300 mm通常圓度能達到0. 02mm以內。如果加工的圓還是誤差過大,就需(xū)要借助一些先(xiān)進的檢測分析(xī)儀器來分析插補軌跡,找到造成插補(bǔ)精度(dù)差的原因。英(yīng)國雷尼紹球杆儀係統在機床行業運用比較廣泛,球杆儀能快(kuài)速(10 } 15 min) ,方便、經濟地評價和診斷(duàn)CNC機床動態精度,
適用於(yú)各種(zhǒng)立、臥式加工(gōng)中心和數控車床(chuáng)等機(jī)床,具有操(cāo)作簡單、攜帶力一(yī)便的特點。其工作原理是將球杆(gǎn)儀(yí)的兩端分別安裝在機床的主軸與工作台上(或者安裝在車床的主軸與刀塔上),測量兩軸插補運動形成的圓形軌跡(jì),並將這一軌跡與標準(zhǔn)圓形(xíng)軌跡進行(háng)比較,從而評價機床產(chǎn)生誤(wù)差的種類和幅值。
3、反向躍衝
圖1中(zhōng)就是一台臥式(shì)加工中心用Renishaw Ball-bars的測試診斷界麵(miàn)。能夠看出0. 559 mm的圓度誤差Y軸(zhóu)的反向躍(yuè)衝占了30%,X軸反向躍衝占了20 %,所以先要減小(xiǎo)反向躍衝。反向躍衝就是圖1右邊的軌跡圖上反映在小標軸上的尖點,當X或Y軸向某一力一向驅動,然後必須向相反力一向反向移動,在過象限換向處不是平穩反向運動而可能有短時的孰性停頓。圖中所示為在X軸有暫停,每格(gé)為0. O1 mmoX軸(zhóu)的反向躍衝就在X軸線上,Y軸反向躍衝就(jiù)在Y軸線(xiàn)上。X軸(zhóu)的力一(yī)向躍(yuè)衝尖點指向遠(yuǎn)離圓心力(lì)一向為正(zhèng);而(ér)Y軸的尖點指向(xiàng)圓(yuán)心力一向為負,所以(yǐ)先減小反向躍衝。導致該問題的可能原因如下:該軸驅動(dòng)電機施加的扭矩(jǔ)不夠,造成在換向處(chù)由於摩擦力的力一向(xiàng)發(fā)生改變而出現孰性停頓。機器在進行反向間隙(xì)補(bǔ)償時伺服響應時間不準(zhǔn)確,這意味著機器不能準時地對反向間隙施加補償,導致軸出現停頓,而由反向間隙(xì)帶(dài)來的停(tíng)滯(zhì)被取(qǔ)而代之(zhī)。伺服響應在伺服換向點很差,導致在軸停止一個力一向運動開始另一(yī)力(lì)一向運動之(zhī)間出現短的時延。
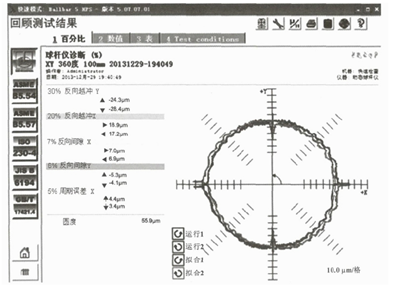
圖1一台臥式加上中心用Renishaw Ballhar5的測試診斷界麵
在SIEMENS 840D係統中可以應用摩擦力補償功能減小反向躍衝,相關參數如下:
MD 32500 FRIC_ COMP_ ENABLE(摩擦力補償功能,0不生效,1生效)
MD 32520:FRICT_ COMP_ CONST_ MAX(最大摩(mó)擦力(lì)補償值)
MD 32530:FRICT_ COMP_ CONST_ MIN(最小摩擦力(lì)辛卜償值)
MD 32540:FRICT_ COMP_ CONST_ TIME(摩(mó)擦力辛卜償時間常數)
設置(zhì)X軸32500X=1;32520X = 240 ; 23530X=20;發現Y軸裏麵有數據,32500Y = 1 ; 32520Y =240 ; 32530Y = 20 ; 32540Y = 0. 04, X軸反向躍衝為正,圓弧插補中X在過象限是(shì)多(duō)走,所以要增加摩擦力時(shí)間常數,使(shǐ)其在反(fǎn)向時(shí)不發生過(guò)切。先預設32540X = 0. O1。而Y軸反(fǎn)向躍衝為負,說明Y軸在執行圓弧插補程序過象限時是少走,需要減少摩擦力時間常數,使其在(zài)反向(xiàng)時不留凸台,先(xiān)預設Y=0. 02。因為X, Y軸都有(yǒu)反向間隙所以在32450 X中增加0.005 mm; 32450Y中增加一0. 005 mm 。
再運行(háng)Renishaw Ballhar5測試程序,診斷結(jié)果見圖2, X軸反向躍衝減小,由(yóu)0. 018 mm變為0. 008mm ; Y軸反向躍衝由負變為正,由一24變(biàn)為13. 7 ;X車由(yóu)反向間隙減少到0. 002 9 mm. 由於X軸反(fǎn)向躍衝同時出現了正負值,就不能簡單應(yīng)用(yòng)摩擦力補償,而Y軸還有0. 013 mm的補償量,所以再次調整32540Y = 0. 025 0測試診斷結果見圖3,反向躍衝控製在0. O1 mm以內。
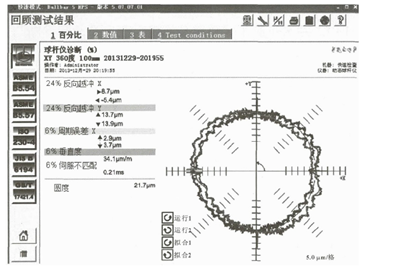
圖2第2次的診斷結果
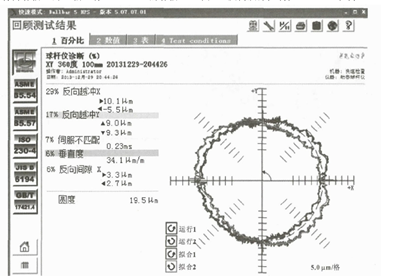
圖3第3次的診斷結果
4、伺(sì)服不匹配
圖3中(zhōng)的垂直度0. 034 mm通常由兩部分(fèn)組成(chéng):一部分為(wéi)X軸與Y軸的垂直度誤差,部分為X軸的伺服與Y軸伺服不匹配造成。診斷顯示伺服不匹配有0. 21 ms。前(qián)期檢查過X, Y軸(zhóu)幾何垂直度在公(gōng)差(chà)允許範圍內,就隻需匹配伺服參數。當軸間伺服環增益不匹配時將發生伺服不匹配誤差,它導致一根軸超前於另一軸而出現橢圓形的圖形。超(chāo)前軸的增益較高。從診斷數值看(kàn)出機器的一根伺服軸超前於另一伺服軸的時間,單位以ms計。該值根據不同被測軸間的關係可能為正,也可能為負。具體表述如下:
在SIEMENS 840D數控係統參數中,30200(POSCTRL_ CAIN伺服增益)設置成伺服軸增益值(zhí),在國產數控機床中通常30200 = 1。在圖3中,應該減小X軸30200的值,通常按1 /1 000的數量級減小,一點點(diǎn)設置再一(yī)次(cì)次(cì)地測(cè)試找出伺(sì)服匹配參(cān)數(shù)。
通過對吊具抱鉤液壓(yā)和電(diàn)氣控製係統(tǒng)的分析,初步判斷引起故ISO的nJ能原因有:(1>前抱鉤油(yóu)缸電磁閥2, 3的Y7, Y9異常得(dé)電(見圖(tú)5) ; (2)吊具控(kòng)製器SYMC程序異常導致吊具動作異常;(3)抱鉤操作(zuò)手柄按鈕觸點(diǎn)鬆動,容易出現自動(dòng)點觸現(xiàn)象;}4)前抱鉤油(yóu)缸平衡閥不保壓(見圖6);(5)前抱鉤油缸內泄。
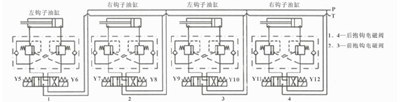
圖5抱鉤液壓係統原理圖
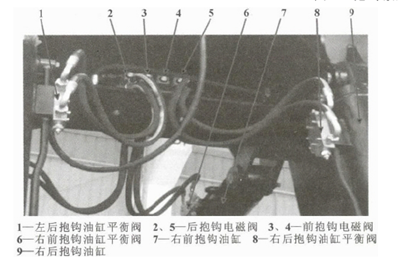
圖6具結構圖
針對上述故障原因,用該圓木正麵吊起吊散裝圓木,並用萬用表檢測電磁閥(fá)2和3的得電情況,以及不(bú)操作按鈕時的得電(diàn)情(qíng)況,發(fā)現電氣力一(yī)麵和程序(xù)發麵無任何異常現象;但是前抱鉤油缸(gāng)還是有少量自動伸出的現象,為了檢測油缸是(shì)否存在(zài)嚴重內泄和平衡閥缸內I世‘隋況,友現萬麗抱(bào)鉤油缸收回明顯,司以L7 f走是左前抱鉤油缸或是平衡閥的故障。由於更換平衡閥簡單(dān),首先更換平衡閥,調節好抱(bào)鉤同步後(hòu),起吊(diào)圓木調試,發現故障現象(xiàng)消失,因此斷定是平衡閥無(wú)法保壓。
5、結(jié)論
圓木正麵吊吊具供油(yóu)液壓係統采用主油泵提供(gòng)的壓力油經主閥到吊具多通體,吊具部分的供油回油以吊具多通體閥組為節點構成一個閉式液壓回路。該(gāi)係統油溫比(bǐ)較高,對液壓(yā)元(yuán)件的要求比較嚴,因此當遇到工況變(biàn)化特別頻繁(fán)或負荷跨度非常大的情況時,SWC310圓木正麵(miàn)吊吊具容易發生類似於製動打滑、無動作和抱鉤(gōu)油(yóu)缸自動伸出等(děng)故障。工程(chéng)人員在遇到上述問題時(shí),應該遵循“先簡單(dān),後複雜;先電氣,後液壓”的順序對故障進(jìn)行診斷排除。
6、總結
為了(le)達到更(gèng)好的(de)圓(yuán)度誤差,提高(gāo)機床的整體加工精度,可以配合使(shǐ)用西門子係(xì)統伺服優化軟件進行(háng)調整。進行圓度誤差檢測時,在機床不產生振動的前提下,可以適當提高各軸的(de)速度環增益。
同時,以上的(de)參數調整,很多力一麵其實是為了克服一些機械力一麵的問題(tí)而進行的,所以除了參數調(diào)整(zhěng)外,如果(guǒ)問題比較嚴重,還必須(xū)對機械進行調整,這樣才能從根本上解決問題,以達到更高的加工(gōng)精度。
投稿箱:
如果您有機床(chuáng)行業、企業(yè)相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業(yè)相關新聞稿件發表,或進行(háng)資訊合作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數(shù)據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量(liàng)數(shù)據(jù)
- 2024年10月(yuè) 軸承出口(kǒu)情況
- 2024年10月 分地(dì)區金屬切削機床產量數據(jù)
- 2024年10月(yuè) 金屬切削機床產量(liàng)數據(jù)
- 2024年9月 新能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數(shù)據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多(duō)