



空間凸輪在刀(dāo)庫和自動換刀(dāo)裝置中的設計和加工工藝
2024-1-30 來源:空間凸輪 刀庫 自動換刀裝置 加工(gōng)工藝 作者:卞澤宇
摘 要:主要針對空間凸輪(lún)在刀(dāo)庫和自動(dòng)換刀裝置中的設計原理進行分析,並對其加工工藝設計和參數計算進行了詳細的描述,此次研究不僅能夠讓換(huàn)刀裝(zhuāng)置的加(jiā)工效(xiào)率得到提升,而且還能讓加工工藝體係得(dé)到優化。
關鍵詞:空間凸輪(lún) 刀庫(kù) 自動換刀裝置 加工(gōng)工藝
引言
近年來,隨著我國機械化水平的不斷發展,性能優越的傳動機構(gòu)出現在國內市場。其中最(zuì)為突出的便是(shì)弧麵凸輪(lún)機構。我國的弧麵凸(tū)輪機構經過一定程度的改進,在加工製造方麵主(zhǔ)要采用範成(chéng)法技術。通過對加工不同(tóng)型號的弧麵凸刀具(jù)進(jìn)行(háng)精確的數值(zhí)法求解,並對計算結(jié)果進(jìn)行(háng)對比分析,最終確定加工不同型號的(de)弧麵凸輪的專用數控機床的工作(zuò)台的轉角大小(xiǎo)。
1、空間凸輪在刀庫和自動換刀裝置中的設計基礎
1.1 空間凸輪在刀庫和自動換刀裝置的(de)設計方式
目前,弧(hú)麵凸輪的主要的加工方式有三種:二軸聯動加工、四軸聯動(dòng)加工(gōng)、以及五軸聯動(dòng)加工。我國對弧麵凸輪的加工機床是專門進過(guò)改造的針對弧(hú)麵凸輪的專用加工機床。其中的代表機床是山東輕工業學院研(yán)發的五坐(zuò)標數控機床(chuáng)。這種機床主要(yào)針對空間弧麵凸輪的加工,其優勢(shì)在(zài)於機床可采用小中心距對大(dà)中心距的弧麵凸輪(lún)進行加工。
在磨削(xuē)加(jiā)工方麵,我國摒棄了外國的五坐標磨(mó)削的加工方式,經(jīng)過國內專業人士的自主(zhǔ)研究,最終(zhōng)陝西科技大學(xué)研製了 QMT 型短外伸端高速氣動磨頭,這種精密裝(zhuāng)置對孤眠凸輪的磨削在磨具的選擇上,主要采(cǎi)用聚(jù)晶立方氮化硼磨砂。其優勢在於磨削的凸輪輪廓精度可達到 0.002 mm。但是,該裝置在進行範成法磨削的(de)過程中,由於砂輪與滾子的半徑相同,在磨砂過程(chéng)中容易出現相互幹涉的現(xiàn)象。其(qí)次,機床主(zhǔ)軸的震動幅度相對較大,在(zài)加工表麵的熱效應性(xìng)能差[1]。
由此可以看出,采(cǎi)用範成(chéng)法對凸輪廓進行磨削操作時,如果砂輪與滾字的半徑相同,如果是凹槽式的凸輪廓麵的話會造成砂輪在磨削過(guò)程中被擠碎的概率變得特別大,加工表麵的熱效應降低,機(jī)床的主軸的震動大。
1.2 空間凸輪在刀庫自動轉換設計(jì)體係的優化
凸輪廓麵在(zài)磨削(xuē)加工時利用範成(chéng)法,選用的砂輪和滾子半徑相(xiàng)同,因為凸輪廓麵的凹槽式(shì)結構,砂輪在加工過程中非常容易被擠碎;還會燒傷(shāng)表麵;如果兩邊的餘量不均勻,則易(yì)使砂輪進行偏移;砂(shā)輪半徑得不到(dào)有效(xiào)的補償(cháng),其磨損將會對加工精(jīng)度造成很(hěn)大的影響(xiǎng)。所以,行星式的磨削方法成為比較先(xiān)進的磨削方式。為了對(duì)生產方式(shì)進行(háng)升級,國外新型的五坐標數控磨床,采用了行星式磨削工藝,彌(mí)補了普通磨削過程中的許多不足,再(zài)也不需要多(duō)次更換砂輪。
此外,弧麵凸輪機也值得被我們注意和研究。在這(zhè)一方麵,我國起步較晚,在加工製造方麵主要采用的還(hái)是範成法。
2、空間(jiān)凸輪在刀庫(kù)和自動換(huàn)刀裝置(zhì)中的工藝設計
目前空(kōng)間凸輪主要采用與滾子在動件曲麵幾(jǐ)何特(tè)征參(cān)數一致的(de)工具,采用範成法來進行弧麵凸輪廓麵(miàn)的加工,也就是說,刀具主軸的運動軌跡和滾子的運動軌跡一樣。銑削和磨削是弧麵凸輪加工的兩個步驟(zhòu)。在銑削(xuē)加工完成之(zhī)後,還要對凸輪(lún)零件來進(jìn)行磨削加工。這兩個步驟的走刀軌跡一致但(dàn)是凸輪加工(gōng)尺寸有變化,所以這兩個步驟需要各自進行不同的胎具裝卡[2]。
2.1 弧麵凸輪廓麵工藝模型設計
2.1.1 坐標係(xì)的選取方法
弧麵凸輪(lún)機(jī)構上建立(lì)四(sì)組指教坐標係。一般情況下,其可以利用平麵體係結構進行確定。其弧麵凸輪廓運動軌跡坐標如下頁圖 1 所(suǒ)示。
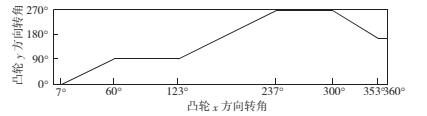
圖 1 弧麵凸輪廓運動軌(guǐ)跡坐標圖
結合上麵的坐標體係結構,我們大致可(kě)以從兩個方麵進行分析。其分別為連定坐標與機架(jià)坐標的體(tǐ)係結合。
1)與機架(jià)相連的定坐標係 S-XYZ,X 軸沿(yán)轉盤轉動中心和凸輪(lún)中心的連線,X 軸與 Y 軸組(zǔ)成的平麵平行。Z 軸與(yǔ)轉盤(pán)的(de)轉動軸線是重合的(de),按右手法則知道 Z 垂直紙(zhǐ)平麵(miàn)向外。
2)與(yǔ)機架相連的定坐標係 S-XYZ,坐標係 S 的原點 O 與凸輪的中心重合,Z 軸與凸輪軸線(xiàn)重合,Y軸按右手(shǒu)法則確定。
2.1.2 出刀入刀以及出刀角的機(jī)械運動分(fèn)析
間歇傳動是弧麵凸(tū)輪機的(de)傳動方式,在弧麵凸輪勻速旋轉的時候,分度段輪廓推動(dòng)滾子讓從動盤轉動。當凸輪運(yùn)轉到停歇階段時,在轉盤上的兩個相近的滾子跨夾在凸輪的環麵(miàn)突脊上麵。這(zhè)時候從動盤就會停止轉動。如圖 2 所示,從動件在(zài)第一個分度期的以 90°的位置進行(háng)位移,在此期間滾子 2 在從動盤滾子和弧麵凸輪運動期間分離出來,然後滾子(zǐ)4 在這個時候進入從動盤滾(gǔn)子和弧麵的凸輪之間。
至此形成(chéng)一個出刀角和一個(gè)入刀角。在(zài)第(dì)二期的位移中,位移的(de)角度呈現 180°,齧合運動中 1 和 4 作出刀,3 和 2 作入(rù)刀。最終形成(chéng)兩個入刀角和兩個出(chū)刀角。
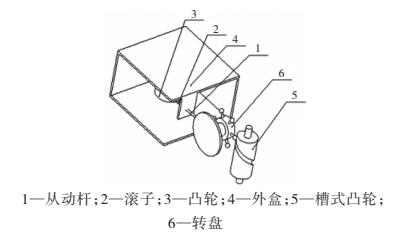
圖 2 弧麵(miàn)凸輪機結構示意圖
2.2 弧麵凸輪廓(kuò)麵加工工藝設(shè)計
在進行整體(tǐ)的加工過程中(zhōng),其通常需要對凸輪麵(miàn)的體係結構進行分析。然後對刀架的整體旋轉度進行不同程度的變化。一般情況下,其第一分度期與第二分度期的(de)數值有一定的共同性,在第三分度期的運動過程中,動件的位移位置是 -90°方向,齧合運動的過程中 2 做出刀,4 做進刀。最終形成一個(gè)入(rù)刀角和一個出刀角。根據上述所得,當一個弧(hú)麵凸輪(lún)做(zuò)完一個運動周期便會形(xíng)成(chéng)四個入刀角和四個出刀角。因此(cǐ),我們在計算時(shí)需要將八個角全部進行計算,最後選擇(zé)最大的角度作為機床工作台的轉角(jiǎo)[3-4]。
3、空間凸輪在刀庫和自動換刀裝置中的參數計算
3.1 出刀入(rù)刀以及出刀角的計(jì)算分析
成法加工方式的作為經常使用的操作加工方式,其工作原理采用與滾子(zǐ)相同(tóng)尺(chǐ)寸的刀具進行(háng)加工(gōng),形成與滾子軌跡相一(yī)致的刀具軌(guǐ)跡,最後通過對(duì)刀具的運動軌跡來研究滾子的(de)運動規律。因此在實際計算(suàn)分析的過程中,我們可以將刀具假設為不同的滾子和凸輪廓麵的(de)齧合,在進行加工的過程中便可以對刀具(jù)切入和切出的位(wèi)置進行精準定位。為了保障零件輪廓的過(guò)渡的平滑性,刀(dāo)具在切出和切入的過程中應該沿著(zhe)輪廓切線的方向進行。在實際的加工過程中,難(nán)點在於計算刀具進入工件的切入角(jiǎo)以及切出時的切出角。這兩個(gè)角度的確定直接關係到(dào)加工凸輪的專用(yòng)數控工作(zuò)台轉角參數的大小。
3.2 空間凸輪在刀庫和自動換刀裝置中的幾何參數確定
空間凸(tū)輪在刀庫和自動換刀裝置中的幾何參數確定時,需要結合整個裝(zhuāng)置的運動情況進行(háng)全麵分析。首先其需要結合凸輪的運動特性進行(háng)分度周期的模型確定。
旋轉角度的確定(dìng)以及凸輪空(kōng)間量的變化情(qíng)況可以采用自(zì)動化編程進行維護(hù),從而達到較好的效果。由於機(jī)電係統的耦合性,通常利用各種(zhǒng)凸輪曲線實現機械的數字控製。如西門子(zǐ)公司的 ST-700 電子凸輪控製器(qì)設置了 32 種凸輪曲線,通過位置檢測器檢(jiǎn)測軸的角位置,對軸部零件精準地檢測以及定位(wèi)。從而及時地確定軸部件維護中所需(xū)要的參數,從而讓空間凸輪在刀庫和自動(dòng)換刀裝置中(zhōng)的幾何參數(shù)更為精確合理(lǐ)[5]。
4、結語
弧麵凸輪作為凸輪(lún)自動換刀裝置的重要組(zǔ)成部分,為刀庫實現自動化換刀裝置發揮著至關重(chóng)要要的作用,本文針對刀庫裝置中的空間凸輪機構進行深入研究,對自動換刀裝置的工作原理以及(jí)弧麵凸輪廓(kuò)麵教學模型進行係統的分析(xī),加深對刀庫的(de)全麵(miàn)了解,為今後的改進和研究作出貢獻。
投稿箱:
如(rú)果您有機床行業(yè)、企業相關(guān)新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係(xì)本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如(rú)果您有機床行業(yè)、企業相關(guān)新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係(xì)本網(wǎng)編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更(gèng)多相關信息(xī)

業界視點
| 更多(duō)

行業數據
| 更多(duō)
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本(běn)型乘用車(chē)(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區(qū)金屬切削(xuē)機床(chuáng)產量數據(jù)
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選(xuǎn)萃
| 更多
- 機(jī)械加工過程圖示
- 判斷一台加工中心精度的幾種辦(bàn)法(fǎ)
- 中走(zǒu)絲(sī)線切割機床(chuáng)的(de)發展趨勢
- 國產數控係統和(hé)數(shù)控機床何去何從?
- 中國的技術工人都去(qù)哪裏了?
- 機械老板做了十多(duō)年,為何還是小作坊?
- 機械(xiè)行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造(zào),多談點製(zhì)造
- 現實麵前(qián),國人(rén)沉默。製造業的騰(téng)飛,要從機床(chuáng)
- 一文搞懂數控車(chē)床加工刀具補償功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑(xǐ)孔加工工藝的(de)區別