



匯川PLC-AM600控製德士ATC換刀機構(gòu)
2023-12-8 來(lái)源:沈陽工學院機械工程與自動(dòng)化(huà)學院 作者:黃(huáng)一師
[摘 要]刀(dāo)庫是機床重要的組成部件,為(wéi)了滿足不同零件的加工需求,希望機床上的刀庫容量大,能夠容納多種類多數量的刀(dāo)具,減少人工在刀庫上(shàng)裝卸刀(dāo)具的時間,從而提高數控機床的加(jiā)工效率,如果(guǒ)使用數控(kòng)係統(tǒng)自(zì)帶的伺(sì)服電機來控製換刀機構,係統(tǒng)控製軸數多,單通(tōng)道的數(shù)控係統很難滿足要求,而選擇雙通道(dào)的(de)數控(kòng)係統會帶來機床製造成本的增加,現在就有這樣一個方案,匯川 PLC-AM600配上國產的 EURA 伺(sì)服驅動 SD20,能夠控製台灣德士的 ATC換刀機構,實現高效精準換刀且(qiě)不增加機(jī)床的製造(zào)成本。
[關鍵詞]刀庫(kù) ;EURA 伺服驅動 SD20 ;匯川 PLC ;德士 ATC
0、引言
數控係統(tǒng)主要由控製係統、伺服係統和位置測量係統(tǒng)等三大部分組成。一台數控機床控製的軸數越多,需要的驅動器(qì)和電機數量也會相(xiàng)應增加。然而目前很多國產(chǎn)單通道數(shù)控係(xì)統,控製伺服軸的(de)數量是有限的,數控係統控製的(de)伺服軸超過一定數量後,單通道數控係(xì)統(tǒng)就無法勝任,需要改用(yòng)雙通道的(de)數控係統。雙通道數控(kòng)係統價格昂貴(guì),加上造價不(bú)低的伺服係統,導致機床製造成本飆升(shēng),市場競爭處於不利位置。鑒於國產數控係統存在的上述問題,文章(zhāng)選(xuǎn)擇在單通道係統情況下,參(cān)與加工插補的伺(sì)服軸由(yóu)數控係統控製,不參與插補的選刀功(gōng)能軸改由(yóu)匯川 PLC來(lái)控製,在不影響機床加工效率的前提下,實現了不用雙通道數控係統,保證機床功能的完整性,機床製造成本得到有效控製(zhì)。
1、德士ATC換刀機構工作原理
德士換刀機構最核心(xīn)的部(bù)件是帶動換刀機械手炳運動的凸輪分(fèn)割器,凸(tū)輪分割器在工(gōng)程上又稱為凸輪分度器、間歇式分割(gē)器(qì),是一種高精度的旋轉裝(zhuāng)置,在結構上屬於空間凸(tū)輪分度機構,在自動機械中主要實現周向間歇輸送、直線方向間歇輸(shū)送和回轉驅動機械手功能。凸輪(lún)分割器具有分(fèn)度精(jīng)度高、運行平穩、定位自鎖、結構緊湊、體積小、噪聲低、傳遞扭矩大、高速(sù)性能好和壽(shòu)命長等顯著特點。
在凸輪(lún)分割(gē)器中,凸輪分(fèn)割器通過輸入軸上的凸輪(lún)與輸出轉塔進(jìn)行(háng)連接,並且徑向(xiàng)嵌在有輸出轉塔(tǎ)圓(yuán)周外麵的凸輪滾子上,與凸輪的錐度支撐肋在(zài)他們相應的(de)曲線(xiàn)斜麵上作線性接觸分割(gē)器運動。在輸入軸旋轉的情況下,凸輪滾子根據(jù)給定的位移(yí)曲線旋轉帶動輸出轉塔,同時又沿著支撐肋的(de)斜麵滾動。在支撐肋與凸輪的端麵平衡的區域裏,即在凸輪分割器靜止範圍內,滾子與軸接觸的情況下,輸出(chū)轉塔自身並不作旋轉動作。錐度支撐肋通常與2個或3個凸輪滾子進(jìn)行(háng)接觸,使得轉動的輸(shū)入軸可以均(jun1)勻地傳送(sòng)到輸出軸上(shàng),這種曲線的接(jiē)觸在加工粗糙或旋轉不通暢的情況下,通常對於凸輪分割器的損壞是很大的,因此(cǐ)凸輪曲線傳動中精密(mì)加工至關重要。通過調節軸間的距離可(kě)以消除旋轉循環不順暢(chàng)的情況。也可以通過調節預負荷來接(jiē)近凸輪滾子與凸輪的彈性區域,加強(qiáng)分割器的剛性(xìng)。其結構與(yǔ)功能就是轉位凸輪(lún)與凸輪滾子相結合的較佳性能,這種結構也(yě)可以做高速的運(yùn)動。
2、川(chuān)PLC-AM600控製德士ATC換刀機構應用組成
2.1 硬件組成
德士 ATC 換刀機構如圖1所示,整個換刀機構由 TZ軸、TX 軸、TY 軸、TW 軸(凸輪分割器機構),以及相關的機械手(shǒu)柄、氣缸(gāng)伸縮夾頭組成,其中,TZ 軸負責刀庫的旋轉,分上下兩層(céng),下層刀號為1 ~ 24,上層刀(dāo)號(hào)為25 ~ 48,總容量48工位;TX 及 TY 軸負責(zé)移動氣缸夾(jiá)頭,實現在 TZ 軸上取刀和還刀,並與裏麵刀柄 TW 軸交換主軸(zhóu)上的刀具,TW 軸負責主軸上刀具和機(jī)械手上的(de)刀具交換位(wèi)置,實現換刀。此軸是(shì)整個德(dé)士換刀機構的核心,主要利用了凸輪分割(gē)器的工作原理。圖2是匯川 PLC 控(kòng)製德士 ATC 換刀機構在車銑加工機床上(shàng)的應用場景。

圖1 德士ATC換刀機構組成

圖2 德士ATC機構在機床上的應用(換刀(dāo))
2.2 匯川PLC組態
根據圖1各換刀硬件的(de)組成,對匯川 PLC 組態,選擇匯川 PLC :AM600-CPU1608TP/TN,輸入模塊 AM600-1600END,輸出模塊 AM600-0016ETP,4個歐瑞的 SD20-E-CAT 驅動器,組態如圖3和圖4所示。
2.3 驅動通信(xìn)地址設定
PLC 與(yǔ)驅動器通信采用 EtherCAT 協議,需要設置驅動(dòng)的地址,依次把驅動 SD20_TZ 的從站地址設置為001,從(cóng)站配置(zhì)別名設置(zhì)為1001,把驅動 SD20_TX 的從站地址設置為 002,從站配置別名設置為 002,把驅動 SD20_TY的從站地址設置為003,從站配置別名設置為1003,把驅動 SD20_TW 的從站地址設置為 004,從站配置(zhì)別名(míng)設置為1004。
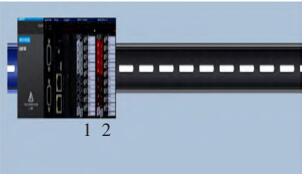
圖3 匯川PLC及輸入輸出模塊
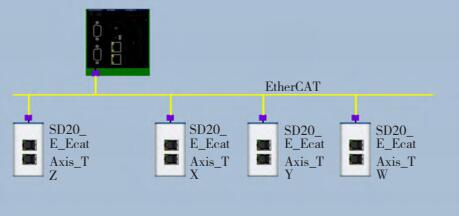
圖4 匯(huì)川PLC及驅動模塊
2.4 相關的軸參數設定
在匯川 PLC 軟件裏,驅動 SD20_TZ 下(xià)麵添加伺服軸 Axis_TZ,雙擊伺服軸,點擊(jī) SoftMotion 驅動基本的參數設置、SoftMotion 驅動縮放 / 映射對話框,點擊對話(huà)框中“模數”表示的是旋轉軸,“限定的”表示直線(xiàn)軸,本項目中的 TZ、TW 為旋轉軸,模值都為360,表示行程是0°~ 360° ;TX、TY 為直線軸,需要設置行程,也就是正負限位。在驅動基本參數設置裏,還可以設置電機的加減(jiǎn)速、電機的編碼器位數、旋轉(zhuǎn)方向、傳動比、螺距。
3、ATC換刀機構電氣件組成、PLC地址(zhǐ)分配表及換刀時序圖
3.1 德士ATC換刀機構電氣件組成
從圖1可以看出(chū),ATC 換(huàn)刀(dāo)機構的 4 個電機分別由 4個驅動(dòng)器控製,分別(bié)是 Z 軸伺服驅動器、型(xíng)號(hào)為 SD20-E-102-T2,電(diàn)機型號為 SMMB-751-S-3-7-E-D-K,用來控製刀庫的旋轉 ;X 軸伺服驅(qū)動器、型號為(wéi) SD20-E201-T2,電機型(xíng)號為 SMMB-751-S-3-5-B-D-K(帶(dài)抱閘),用來帶動氣缸夾頭上下移動 ;Y 軸伺服驅動器、型號(hào)為(wéi) SD20-E-201-T2,電機型號為 SMMB-751-S-3-5-E-D-K,作用是帶動氣缸夾頭前後移動 ;W 軸伺服驅動器,型號為 SD20-E-201-T2,電機(jī)型號為 SMMB-751-
S-3-5-E-D-K,用來實現氣缸夾頭上的刀具與(yǔ)主(zhǔ)軸上的刀具交換 ;根據各軸所(suǒ)帶負載不同,從驅動和電機的(de)型號可以看出,TZ 軸的功率比其他 3 個(gè)軸大一個等級,其他3軸的功率均相同。控製整個機構的 PLC 為匯川 AM600-CPU1608TN 型 PLC。
3.2 PLC地址定義以及PLC與機床(chuáng)交互信號
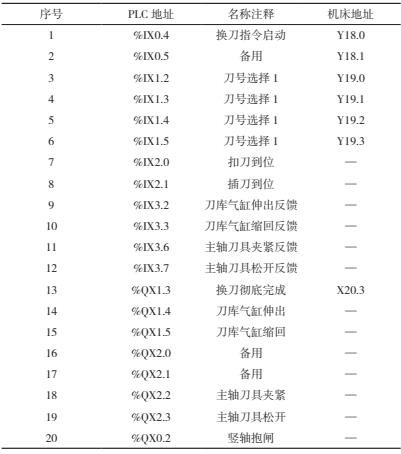
由表1可以看出,PLC 地址和機床地址同時出(chū)現表(biǎo)示PLC 與機床有交互信號。主要是(shì)機床給 PLC 的換(huàn)刀啟動命(mìng)令、刀具號(hào),以及換刀(dāo)完成(chéng)信號,從地址的輸入輸出可以看出,機床的輸出信號(hào)是 PLC 的輸入信號(hào),機床(chuáng)的輸入信號剛(gāng)好是 PLC 輸出信(xìn)號。
表1 PLC信號表(biǎo)
3.3 德士ATC換刀時(shí)序圖
德士 ATC 機構換刀前,所有的軸、功能部件和機床(chuáng)主軸位置都應該處於零點位(wèi)置,如圖5所示,換刀動作的先後流程為(wéi) :機床給匯川 PLC 發出目標刀號指令且(qiě)同時啟(qǐ)動(dòng)換刀命令 -TZ 軸旋轉尋找目標刀號,同時打開機床換刀氣(qì)動門→ TZ 軸上的目標(biāo)刀號到位後,氣缸夾頭(tóu)伸出→ TY 軸向下移(yí)動,到達抓(zhuā)緊刀具位置→氣缸夾頭縮回→ TX、TY 軸移動到刀具交換點,同時(shí) TZ 軸旋轉到還刀點→ TW 軸(zhóu)旋轉到位1,手柄兩端分別抓住主(zhǔ)軸和氣缸夾頭上的刀具,TW 軸(zhóu)凸(tū)輪機構到(dào)達(dá)上(shàng)限位,為卸刀做好準備→主軸刀具鬆開→ TW 軸旋轉帶動主軸和氣缸夾頭上的刀具向下(xià)豎直移動直(zhí)到凸輪機構(gòu)下限位,即主軸和氣缸夾頭上的刀具被安全(quán)取下,兩把刀具都在手柄的兩端手腕上→ TW 軸旋轉到(dào)位2,為主軸裝刀做好準備→ TW 軸旋轉帶動主軸和氣缸夾頭上的刀具向上豎直移動直到 TW軸凸輪機構的(de)上限(xiàn)點→主軸刀具夾緊→ TW 軸回到原點→ TX、TY 軸(zhóu)回(huí)到還刀點,同時關閉機床換刀氣動門→氣缸夾頭伸出→ TY 軸向上移(yí)動→氣缸夾頭縮回→換刀完成。
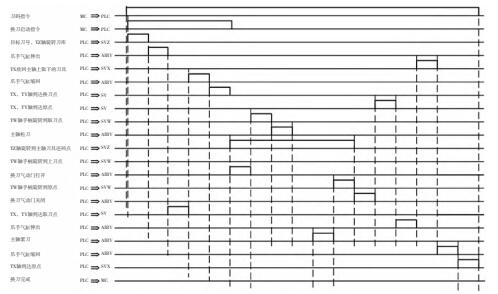
圖5 德士ATC換刀時序圖
3.4 ATC換刀機構PLC梯形(xíng)圖(tú)
在(zài)編寫 PLC 梯形圖時,就是把圖5的換刀時(shí)序圖用匯川的(de)相關 PLC 指(zhǐ)令表達出來。
4、 結束語
當前(qián)國產數控係統(tǒng)種類繁多,大(dà)多是中低端產品,高(gāo)端領域的數控係統在技術成熟度(dù)上與(yǔ)發(fā)達國家還存在(zài)一定的差距,單通道(dào)五軸聯動數控係統尚不能在市場(chǎng)上廣泛應用,更何況雙通道數控係統,為了充分(fèn)發(fā)揮單通道數控(kòng)係統在機(jī)床上的應用,匯川 PLC 控製的德士 ATC 換刀機構解決了機床加工效率與製造成本的矛盾,彌補(bǔ)了雙通道數控係統沒有在機床上廣泛應用(yòng)的無(wú)奈,降低機床的生產成本,提(tí)升其市場競爭力。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本(běn)型乘(chéng)用車(轎車)產(chǎn)量(liàng)數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月(yuè) 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文(wén)選萃(cuì)
| 更多
- 機械加工(gōng)過程(chéng)圖示
- 判斷(duàn)一台加工中心精度(dù)的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨(qū)勢
- 國產數(shù)控係統和數控機床何去(qù)何從(cóng)?
- 中國的技術工人都去哪裏(lǐ)了?
- 機械老板做了十多年(nián),為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡(wáng)
- 智能時(shí)代,少談點智造,多談(tán)點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛,要從機床
- 一文搞懂數控車床加工刀具補償功(gōng)能(néng)
- 車床(chuáng)鑽孔攻(gōng)螺紋加工方法及工裝設(shè)計
- 傳統鑽削與螺旋銑孔加工工(gōng)藝的區別