太克")



機器人(rén) RV 減(jiǎn)速器(qì)主軸承的設計及應用
2021-11-24 來源: 河南廣播電視(shì)大學 洛陽軸承研究所 作者:王超俊 李智博 王東峰(fēng) 孫建勇
摘要(yào): 通過對 RV 減速器主軸承受(shòu)力模(mó)型分析(xī)得知,要保證其具有足(zú)夠的徑向、軸(zhóu)向及力(lì)矩承載能力,則其接觸角範圍應為 30° ~ 50°; 工藝設計應重點控製內外圈溝位置、配合麵平麵度、凸出量偏差( 0. 1 mm) 、裝配高散差等,而對於套圈寬度偏差、平行差、擋邊高度等均可(kě)放寬(kuān)控(kòng)製標準; 軸承安裝時可通過調整 RV 減速器某一側(cè)的墊片厚度保證其具有合適的剛度。
關鍵詞: 滾動軸承; 減速器; 角接觸球軸承; 設計; 應用
RV 減速器廣泛應用於機器人行業,具(jù)有軸向尺寸小,結構緊湊,速比靈活,運轉精度高且使用時(shí)間長等特性,是在擺線行星(xīng)減速機構形(xíng)式上建立的二級封閉傳動機構(gòu) 。
目前,由於國外對 RV 減速器技術的封鎖,加上我國在該領域的研究起步較晚(wǎn),造成國(guó)內在該領域與國外差距較大。以其內部使用的關鍵部件主軸承( 角接觸球軸承(chéng)) 為例(lì),國外(wài)廠商采用的(de)均為非標設計,但關(guān)於該非標軸承的設計原理(lǐ)及使用方法鮮有報道。鑒於此,基於 RV 減速器(qì)的實際(jì)使用工況,介(jiè)紹主軸承的設計和應用。
1、主軸承受力分析(xī)
RV 減速器結(jié)構如圖(tú) 1 所示,在使用過程中有行星架輸出( 固定減速器外(wài)殼) 和外殼輸出( 固定行星架) 2 種動(dòng)力輸出方式。主軸承位於減速器外殼與行星架之間,受到減速器外殼與行星架之間的相互作用力,包括軸向力、徑(jìng)向力及傾覆力(lì)矩。

圖 1 RV 減速器結構圖
重載(zǎi)工(gōng)業機器(qì)人 RV 減速器分布示意圖如圖2 所示,共裝有 6 台(tái) RV 減速器。負載(zǎi)( 也稱持重)是工業機器人的一項重要指標,工業機器人(rén)在工(gōng)作過程(chéng)中工位不斷變化,故作用於(yú)機器人手腕末端的負載對於 1#,2#,3#RV 減速器既可能是軸向(xiàng)力,也可能(néng)是徑向力(lì); 對於 4#,5#RV 減速器,在使用(yòng)過程中主要受徑向力; 對於 6#RV 減速器,不僅受到外部作用力,還要(yào)承受機械手臂(bì)的重力,其受力主要為軸(zhóu)向力和傾覆力矩,對(duì)於該位置(zhì)減速器,必須能夠承受盡可能大的軸向力,且具(jù)有良好的抗傾覆力矩能力。

圖 2 RV 減速器分布(bù)示意圖
RV 減速器主軸承受力(lì)如圖(tú) 3 所示 ,載(zǎi)荷位(wèi)於減速(sù)器(qì)外部,無論減速器在圖 2 中何位置,外(wài)載荷 F1,F2 將形成(chéng)施加在主軸承上的傾覆(fù)力矩 M1。在外載荷下作用下:
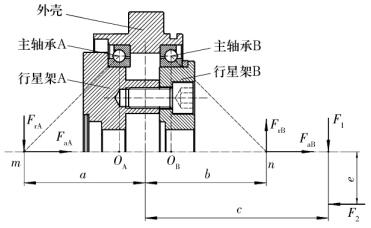
圖 3 RV 減速器主軸承受(shòu)力示意圖
由( 1) ,( 2) 式可以看(kàn)出: 軸承抗傾覆力矩性能不僅與其自身徑向承載能力有關,也與其接觸角所決定(dìng)的受力作用點有關。以(yǐ) RV100C 采(cǎi)用的(de) H76 /182 軸承為例進行說明,軸承主要結構參數(shù)見表 1。
表 1 H76 /182 軸(zhóu)承主(zhǔ)要結構參數

參照圖 3,基於 RomaxDesigner 建立相應軸(zhóu)係模型,軸承中心距 L 為 100 mm,施加外(wài)部傾覆力(lì)矩M1 為 1 000 N·m,采用不同接觸角的 H76 /182 軸承進(jìn)行仿(fǎng)真分析(xī),軸承承載能力及徑向變形量(liàng)計算(suàn)結果見表 2。
表 2 不同接觸角 H76 /182 軸承的承載能(néng)力及徑向變形
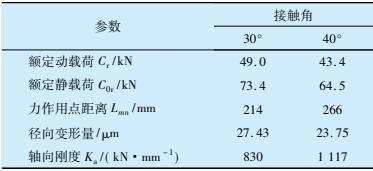
由表 2 可知: 接觸角增大,額定載荷(hé)減小,但由於該軸承背對背安裝,接觸角增大時,兩軸承受力支承點間距 Lmn也增加; 軸承徑向變(biàn)形量由 27. 43μm 減小為 23. 75 μm,說明增(zēng)大接觸角能夠提升整個減速器軸係抗(kàng)傾覆力矩能力; 同時,接觸角增大能有效提升整個減速器(qì)軸向剛(gāng)度,適用於受軸向載荷較大的減速器,尤其是圖 2 中 6#減(jiǎn)速(sù)器。
故對於 RV 減(jiǎn)速器主軸承,需綜合考(kǎo)慮其受力(lì)特點,在保證其具(jù)有足(zú)夠徑向承載能力的同(tóng)時,要提升其軸向(xiàng)承載能力及抗傾覆力(lì)矩能力。這也驗證了 RV 減速器技術指標中力矩剛性的說明。
2、主(zhǔ)軸承結構及精度控製
RV 減速器(qì)主軸承結構設計時,必須在滿足軸承承載能力的前(qián)提下,充分考慮減速器係統(tǒng)的(de)結(jié)構特點,進(jìn)而確定主軸承(chéng)尺(chǐ)寸及精度控製方向。
2. 1 接觸角
通過上文分析可知,主軸承(chéng)接觸(chù)角顯著影(yǐng)響減速器係統的承載能力(lì)及結構剛性,通常情況下,采用 40°接觸角即可滿足(zú)上述性能需求。但減速器性能(néng)需求根據(jù)其在工業機(jī)器人中所處位置不同而有所(suǒ)側重,圖 2 中(zhōng) 6#減速器對軸向承載(zǎi)能力及抗傾覆力矩能力要求較高,該位置主軸承應選(xuǎn)用更(gèng)大接觸角(jiǎo)。分析國(guó)外減速器發現各減(jiǎn)速器中軸承(chéng)接觸角也並非固定值,通常在 30° ~ 50°之間,接觸角應根據其所(suǒ)處位置決定。
2. 2 外圈寬度
國外 RV 減速器用主軸承通(tōng)常(cháng)采用內、外圈寬度不等的結構,可以使軸承及減速器輕量化。減速器(qì)主軸承雖然也是配對使用(yòng),但對配對(duì)結果影響最大的(de)是軸承裝配高。軸(zhóu)承外圈非(fēi)基麵(miàn)不與任何部位接觸,真正起作用的是圖 4 中 L2 部分,即軸承外圈溝位置。
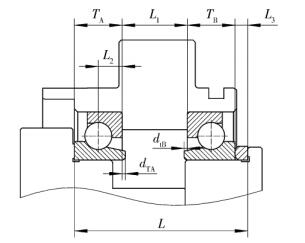
圖 4 RV 減速器主軸承安裝結構(gòu)示意圖
因此,除軸承外圈溝(gōu)道直徑、溝位置重點控製外,隻需(xū)控製軸承配合麵平麵度(dù)即可,對於外圈寬度(dù)偏差、平行差,均可放寬控製標(biāo)準。
2. 3 外圈基麵擋邊高
對於常規軸承,外圈基麵擋邊高應保證軸(zhóu)承(chéng)在允許的外力作用下接觸橢圓長軸不(bú)超(chāo)出擋邊邊緣。而對於 RV 減速器(qì)主軸承,外圈擋邊實際高度遠超上述(shù)需(xū)求,這是由於該擋邊需要對圖 1 針齒的軸向位(wèi)移進行限製。在(zài)某些 RV 減速器中,外圈擋邊還需對擺線輪的軸向位移進行(háng)限製。外圈(quān)基麵(miàn)擋邊高的確定需要考慮(lǜ)針齒(chǐ)及擺(bǎi)線輪在 RV 減速器外殼中的實際位置。
2. 4 內(nèi)圈參數
與外圈相同(tóng),需嚴控溝道(dào)參數和(hé)基麵平麵度,擋邊高度僅需保證其在允許的外力作(zuò)用下接觸(chù)橢圓長(zhǎng)軸不超出擋邊邊緣。此(cǐ)外,內圈寬度明顯大於外圈,且在軸承預緊後,內圈非(fēi)基麵通常高於外圈基麵,即凸出量為正,采用該設計方案可(kě)以適當限定擺線輪軸向位移,避免軸承外圈由於擋邊高度不足而在運(yùn)轉過程中與擺線輪幹涉。
2. 5 凸出(chū)量
對於標準角接觸球軸承,凸出量是軸承能否組配使用的關鍵,但對於 RV 減速器主軸承,凸出量對軸承應用影響不大,僅對擺線輪軸向位移有一定的影響,其尺寸公差控製在 0. 1 mm 即可。
2. 6 裝配高
角接觸球軸承若要發揮其高精度(dù)、高剛性等性能優勢(shì),需對其施(shī)加一定(dìng)的預(yù)緊力 ,而裝配高將極大影響軸承(chéng)預緊狀態,在生產過(guò)程(chéng)中需精確(què)控製。裝配高影響參數(shù)眾多,若將其嚴格控製在某一尺寸範圍,會增加製造難度及生產成本(běn)。在生產過程中僅需控製每批軸承裝配高散差(chà)即可(kě),軸承預緊(jǐn)力可以通過選配墊片尺(chǐ)寸進行調(diào)節(jiē)。
3、主軸承應用
由圖 4 可以(yǐ)看出軸承分布在行星架(jià)兩側,背對背安裝,軸承預緊(jǐn)方式為定位預緊,可以得(dé)到整個減速(sù)器裝(zhuāng)配尺寸鏈如圖 5 所示,圖中: TA 為左側軸承 A 裝配(pèi)高,L1 為外殼擋肩寬,TB 為右側軸承(chéng)B 裝配高,L3 為(wéi)墊片理論厚度,L 為行星架左右擋邊之間的距離。
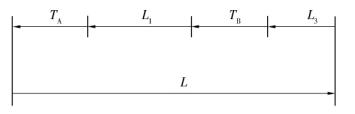
圖 5 RV 減速器裝配尺寸鏈
在整個(gè)裝配尺寸鏈(liàn)中,為便於(yú)控(kòng)製預緊力,調節右側墊片厚度 L3 最方便,可以此為整個裝配鏈(liàn)的閉(bì)環,間接保證其尺寸並進行選配安裝。裝配高 TA,TB 在整個裝配鏈(liàn)具有重要影響,其尺寸增加( 減(jiǎn)小) 將導(dǎo)致 L3 的減小( 增加) ,由於已嚴格控(kòng)製裝配高散差,墊片厚度 L3 散差也相應得到了控製,選配難度降低。
在上述裝配尺寸鏈中,軸承預緊通(tōng)過墊片(piàn)施加(jiā),墊片實(shí)際尺寸 L'3應在(zài) L3 基礎上加上 2 套軸承(chéng)預緊後的軸(zhóu)向變形(xíng)量,H76 /182 軸承預緊力與(yǔ)軸(zhóu)向位移的關係如圖 6 所示。在實際應用中(zhōng),可(kě)根據減速器整體設計目標(biāo)確定預緊力,以保(bǎo)證整個
係統具有(yǒu)合適的剛度。
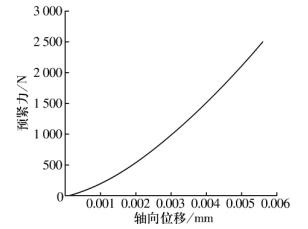
圖 6 H76 /182 軸承預緊力與軸向位移的關係
4、結束語
對 RV 減速器主(zhǔ)軸承主要受載模型及結構特(tè)征進行分(fèn)析可知: 在主軸承設計時應重點考慮其主要設計參數及結構參數; 在加工製造過程中應重點控製其關鍵工藝參數(shù),在(zài)滿足軸承主要性能的同時,考慮其加工經濟性; 在軸承應(yīng)用過程中,應(yīng)根據其受力情況、使用部位,合理選用配(pèi)合尺寸、預緊力(lì)等,以滿足軸承使用性能。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多
調查")
行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口(kǒu)情況
- 2024年11月(yuè) 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能(néng)源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月(yuè) 新(xīn)能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型(xíng)乘用車(轎車)產量數(shù)據
博文選萃
| 更多
- 機械加(jiā)工過程圖(tú)示
- 判斷一台加工(gōng)中心(xīn)精度的幾(jǐ)種辦法(fǎ)
- 中走絲(sī)線切割機床的發展趨(qū)勢
- 國產(chǎn)數控係統和數控機(jī)床何去何從?
- 中國的(de)技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小(xiǎo)作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時(shí)代,少談點智造,多談(tán)點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數(shù)控車床加工刀(dāo)具補償功能
- 車床鑽孔(kǒng)攻螺紋加工方法及工裝設計
- 傳(chuán)統鑽削與螺旋銑(xǐ)孔加工工藝的區別