



絲杠磨損對數控機床進給係統摩擦特性的影響研究
2021-8-24 來源:東方電氣集團東方電機 華中科技大學(xué) 作者:陳(chén)文(wén)平 潘捷
摘要: 摩擦是影響數控機床進給係統傳(chuán)動精度的主要因素之一。絲(sī)杠(gàng)磨損會改(gǎi)變進給係統摩擦,降低其傳動精度,影(yǐng)響加工產品質量。本文針對(duì)絲杠磨損引起的摩擦特性變化,基於(yú) Stribeck 摩擦模型對比分析了絲杠未磨損和磨損區域的摩擦曲(qǔ)線。結果(guǒ)表明(míng): 絲杠磨損後中低速階段(duàn)的摩擦呈(chéng)現強烈非線性,與 Stribeck 模型描述不相符; 模型相對誤差高達 13. 0% ,遠高於未磨(mó)損區域的 3. 2% 。因此,摩擦特性的變化能反映絲杠磨損狀(zhuàng)態變化(huà)。
關鍵詞: 數控機床; 滾(gǔn)珠絲杠; 磨損; 摩擦(cā)特性
1、引言
絲杠長時間使(shǐ)用時,受工件的切削負載衝(chōng)擊和零部件間的摩擦等因素影響(xiǎng),滾道表(biǎo)麵金(jīn)屬疲(pí)勞(láo)脫落,滾珠與滾道間接觸發生(shēng)改(gǎi)變,造成進給係統摩擦特性變化。摩擦(cā)的存在降低了工作台運動(dòng)的平穩性,使跟隨誤差(chà)偏大。
對(duì)於摩擦引起的(de)運動精度問題,學者們多通過建立精確的摩擦(cā)模型來估算摩擦,並以此為基礎進行摩擦(cā)補償,以(yǐ)減小(xiǎo)摩擦的影響(xiǎng)。傅(fù)瑩等[1] 基於LuGre 摩擦模型,建立機器人轉動關(guān)節的(de)摩擦(cā)模型,並(bìng)通過實(shí)驗驗證了模(mó)型的正確性。Shubo Wang等[2]針對伺服(fú)係(xì)統的摩擦特性,建立非線性連續可微摩擦模型,並提出相應的自(zì)適應補償(cháng)方法來提高係統的(de)控製性能。Alexander Keck 等[3]針對線性驅(qū)動軸(zhóu)的摩擦(cā),建立(lì) ElastoPlastic 摩擦模型,並作為摩擦前饋補償的(de)參考來提高係統運動性能。ZhangLibin 等[4]以 CFSM 模型來描述機器人關節的(de)滯(zhì)後效應,與(yǔ) Stribeck 模型相比,提高了慢動作機器人關節扭(niǔ)矩的預(yù)測精度。Qing Pan 等[5]針(zhēn)對液壓係統(tǒng)的摩擦,結(jié)合滯後薄膜動力學 和 Bouc-Wen 模型對(duì)Stribeck 和 LuGre 模型(xíng)進行修正,實驗結果(guǒ)表明,在流體潤滑狀態(tài)下,修正後的(de)模型在描述摩擦力-速度環的滯後行為(wéi)方麵更精確。陳浩等[6]針(zhēn)對直線(xiàn)電機滑台的摩擦特性,提出(chū)考慮加速度影(yǐng)響的 Stribeck 摩擦模(mó)型,並通過實驗(yàn)驗證摩擦模型的準確性。上述研究多是針對特定係統,采用相應模型去描述係統的摩擦特性,但(dàn)是絲(sī)杠磨損引起的(de)摩擦變化尚未可知,摩(mó)擦模型能否適用還有待驗證。
為探究絲杠磨(mó)損對進給係統摩擦的影響,本(běn)文在絲杠特性測試平台上設(shè)計(jì)相關(guān)實驗,通(tōng)過絲杠磨損和未磨損區域實(shí)測摩擦力矩的對比分析,得到絲杠磨損對進給係統摩擦的影響規律。
2、經典摩擦模型
LuGre 模型是目前應用較為廣泛的摩擦力模型,該模(mó)型利用摩擦接觸麵間(jiān)彈性鬃毛形變的平均量來描述摩擦的(de)動態行為[7]。如圖(tú) 1 所示,將兩接觸麵看(kàn)作是充滿彈性鬃毛的剛性表麵,接觸麵產生相對位移後,接觸麵上鬃毛發生不同程度變形(xíng),此時接觸摩擦是鬃毛彈性變形產(chǎn)生回複力的合力。
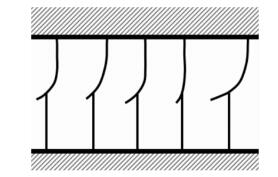
圖 1 LuGre 模型中的接觸鬃毛
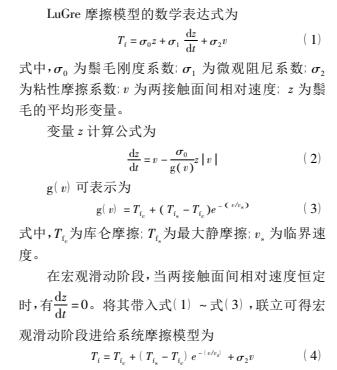
該模型也是 Stribeck 模(mó)型。在速度較低時,摩擦力與速度呈非線性關係,摩擦力隨速度增大而先減小後增大; 在速度較(jiào)高時,摩擦(cā)力與速度幾乎呈(chéng)線性關係。Stribeck 模型曲線變化見圖 2。
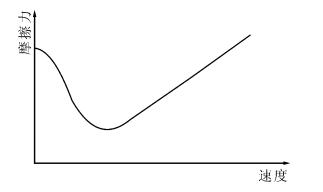
圖 2 Stribeck 模型曲線變(biàn)化
3、絲杠特性測試平台
在絲杠特性測試平台上開展相關研究(jiū)工(gōng)作(見(jiàn)圖3) 。由圖(tú)可知,控製係統主要有 PMAC 運動控製卡(kǎ)和安川(chuān)∑7 係列伺服驅動器,機械組成部分有安川(chuān)∑7 係列伺服電機、梅花形聯軸器、軸承座、Rexroth 滾珠絲杠副、直線導軌和工作台。測試平台配有多(duō)種傳感器,見圖 3b 橢圓框。由圖可知: 在兩聯軸器間安裝有 Kistler 4501A100R 扭矩傳(chuán)感器,用於測量絲杠的扭矩(jǔ)信號; 在直(zhí)線導軌旁安裝有(yǒu)海德漢(hàn)公司的 LS477 光柵尺,用於測(cè)量工作台的位置; 絲杠螺母上貼有溫度傳感器(qì),用於實時監測絲杠螺母的溫度。
圖 3 絲杠特性測試平台
測試平台上安裝的絲杠在150~300mm 區域滾道表麵磨損嚴重,並在長時間放置後該(gāi)區域已經出現鏽蝕(見圖4b) 。由圖 4 可知,絲杠未磨損區域的滾道表麵光滑,而磨損(sǔn)區域的滾道表麵存在許多金屬鏽斑,且(qiě)分布不均勻。
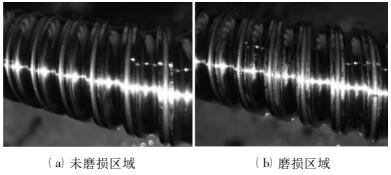
圖4 絲杠未磨損區(qū)域和磨損區域比(bǐ)較
4、絲杠磨損對摩擦的影響(xiǎng)分析
測試平台中,安裝在不同位置上的絲杠磨損(sǔn)程度不同,可用於對比(bǐ)分析絲杠(gàng)磨損(sǔn)對(duì)摩擦(cā)的影響。為得(dé)到進給係統的摩擦(cā)曲線,在測(cè)試平台上進行多組恒速空運行實驗。工作台(tái)的運動(dòng)速度為 60 ~20000mm /min,且速度間隔不等,共計進行 70 組實驗。為保證實驗過程進給係統各零部件間充分(fèn)潤滑,在實驗前或泵油後令工作台先往返運動多次。
為(wéi)降低溫度變化對(duì)摩擦力矩測量的影(yǐng)響,實驗過程采用 Agilent 的 34972A 數據采集儀對螺母溫度進行實時監控,以保(bǎo)證實驗溫度波動範(fàn)圍較小。處(chù)理數據時,絲杠兩端預留(liú)一定距(jù)離,以減小加減速和絲杠反向間隙對摩擦力矩的影響。取絲杠行程 50~ 450mm 的數據作為有效數據信號,並將(jiāng)其按位置區間劃分為若幹段,分別統計速度和絲杠扭矩信號均值。取絲杠未(wèi)磨損區域和絲杠磨損區域的實測摩擦力矩進行比較,結果見圖 5。
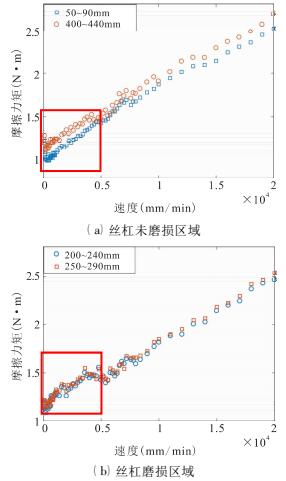
圖 5 絲杠未磨損區域和(hé)磨損區域的實測摩擦力矩比較
由圖(tú) 5 可以看出,絲杠(gàng)磨損後進給係統的(de)摩擦曲線出現明顯分段。在中低速階段,絲杠磨損區域的摩擦曲線較未磨損(sǔn)區域表現出強(qiáng)烈的非線性,這與 Stribeck 模型曲線不符; 在(zài)高速階段,兩者趨勢相(xiàng)同,摩(mó)擦力矩與速度(dù)幾乎呈線性關係,這與高速階段Stribeck 模型曲線相一致。由此可知,在中低(dī)速(sù)階段絲杠磨損對進給係統的(de)摩擦有較大影響。
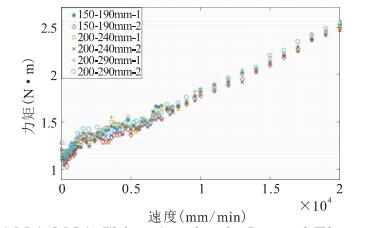
圖 6 絲杠磨損區域的實測摩擦力矩
圖(tú) 6 為絲杠磨損區域的實測摩擦力矩。摩擦特性測試平台(tái)進給係統的速度分割點選取可參考圖 6。可知,摩擦曲線(xiàn)的速度分割點在 5000mm /min 左右。因此,本(běn)文選取 5000mm /min 為速度分割點。
以(yǐ) Stribeck 摩擦模型作為基礎,利用遺(yí)傳算法對中低速階段和高(gāo)速(sù)階段的摩(mó)擦力矩和速度進行參數辨識,結果(guǒ)見圖 7 和圖 8。由圖 7 可知: 在中(zhōng)低速階段,絲杠未磨損區域的實測摩(mó)擦力矩隨速(sù)度提升先減小後增大,增(zēng)長(zhǎng)速率幾乎保持穩定(dìng),這與 Stribeck 模型描述(shù)相(xiàng)符,模型最大(dà)相對誤差為 3. 2% ; 絲杠磨損(sǔn)區(qū)域的實測摩擦力矩隨著速(sù)度提升先減小後逐漸增大,但(dàn)是增長(zhǎng)速率卻逐漸減小,摩擦曲線趨於平緩(huǎn),這與 Stribeck 模型描述不符,此時模型最大相對誤(wù)差達 12. 9% 。由圖(tú) 8 可知,在高速階段,絲杠未磨損區域和磨損區域的實測摩擦力矩與速度幾乎(hū)呈線 性 關 係,最大模型(xíng)相對誤差分(fèn)別 3. 3% 和3. 5% ,因(yīn)此 Stribeck 摩擦模型可以描述高速(sù)階段實測摩擦力矩的(de)變化。
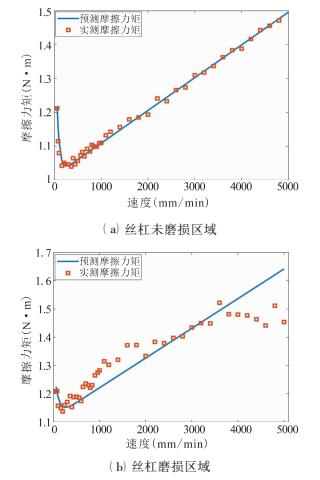
圖7 中低速(sù)階(jiē)段摩擦(cā)力矩的預測(cè)值與實測(cè)值比較
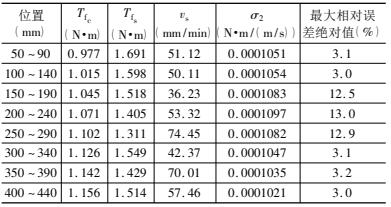
對不同位置(zhì)上的實測摩擦力矩和速度(dù)數據進行參數辨識,中低速階段的模型及(jí)最大相對誤差見表1。由表 1 可知,受(shòu)絲杠(gàng)磨損影響,中低速階段 Stribeck 摩擦模型無法描(miáo)述磨損區域的摩擦(cā)變化,其最大(dà)相(xiàng)對誤差達(dá) 13.0% ,遠高於未磨(mó)損區域的最大相對誤差 3.2% 。
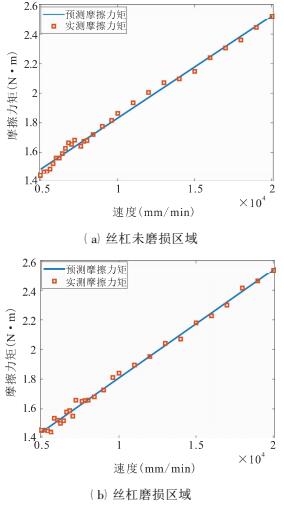
圖 8 高速階段摩擦力(lì)矩的預(yù)測值與實測(cè)值比較
表 1 中(zhōng)低速階(jiē)段摩擦模型及其最大誤差
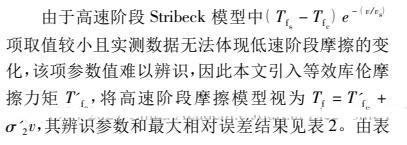
表(biǎo) 2 高(gāo)速(sù)階段摩擦模型及(jí)其最(zuì)大(dà)誤差
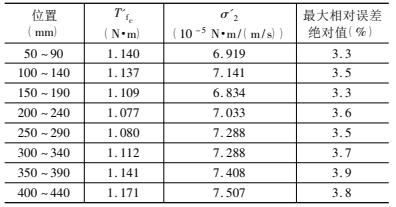
可(kě)知,絲杠磨損對摩擦的影響較小,經典摩擦模型(xíng)可以描述摩擦力矩的變化趨勢,模(mó)型相對誤差在(zài) 4. 0%以(yǐ)下(xià)。在高速階段,由於潤滑油在絲杠轉速(sù)較高時會在接觸麵間形成動壓(yā)油膜,絲杠(gàng)磨損引起表麵質(zhì)量的改變對摩擦特性的影響(xiǎng)明顯降低。
5、結語
本文針對絲杠(gàng)磨損引起的摩擦變化,通過(guò)絲杠特性測試(shì)平台的相關實驗(yàn)數據,以(yǐ) Striebck 摩擦模型為基礎,對比分析了絲杠磨損和未磨損(sǔn)區域的摩擦(cā)曲線,得到(dào)絲(sī)杠磨損(sǔn)主要在(zài)中低速階段對進給係統的摩擦影響較大,且摩擦表現為非線性(xìng),這時經典Stribeck 模型無法描述其摩擦力矩的(de)變化,模型(xíng)相對誤差(chà)達 13.00% ,遠(yuǎn)高(gāo)於未磨損(sǔn)區域的模型誤差3.2% 。後續(xù)可對絲杠磨(mó)損(sǔn)狀態下的摩(mó)擦特性進(jìn)行建模,為摩擦補償提(tí)供(gòng)參考來提高傳動精度。也可以結(jié)合(hé)大量實驗數據,利用摩擦特性的改變來表(biǎo)征絲杠的狀態改變。
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿(gǎo)件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿(gǎo)件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視(shì)點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區(qū)金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月(yuè) 新(xīn)能(néng)源汽車銷量情況(kuàng)
- 2024年(nián)10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出(chū)口情況
- 2024年10月 分地區金屬切削(xuē)機床產(chǎn)量(liàng)數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本(běn)型(xíng)乘用車(轎車)產量數據