



隨動刀庫的任意換刀點的控製
2021-8-13 來源: 沈機集團昆明機(jī)床股份有限公司 作者:李攀科,楊林,鄒濤,高鵬飛(fēi)
摘要: 文中(zhōng)介紹了運用 SINUMERIK 840D sl 實現隨動刀庫任意(yì)換刀點(diǎn)控製的一種方法(fǎ)。按隨動刀庫定位(wèi)坐標的計算公式實現(xiàn)刀庫的初次定位,然(rán)後運用距離(lí)檢測接近開關檢測(cè)刀套位(wèi)置,采用 PLC 控(kòng)製數(shù)控軸的增量定位功能(néng)進行定位微調,最終實現隨動刀庫的精確定位控製。
關鍵(jiàn)詞: 隨動刀庫; 任意換刀點控製
1 、隨動刀庫的換刀(dāo)方式
動梁式龍門機床,它的刀庫安裝在龍門立柱上,換刀手臂在動梁上,其機械結構如圖 1 所示。由於立柱與動梁在垂直方向上(shàng)存在(zài)著相對運動,導致換刀點會隨(suí)著動梁的移動而不斷改變,即在動梁運動(dòng)的 AB 區間的(de)任意位置均可換刀。這種刀庫被稱為隨動刀庫,換刀方式也被稱之為任意(yì)換刀點或隨機(jī)換刀點(diǎn)的刀庫控製。有以下特點: ( 1) 刀庫任意換刀點的坐標計算公式; ( 2) 實(shí)際換(huàn)刀點與計算(suàn)坐標間的位置誤差的消除(chú)。
2、 刀庫換刀點的坐標計算公式(shì)
根據刀庫(kù)與機床的機械結構,動梁運動為雙電機、雙絲杆、雙光柵尺的標準直線龍門(mén)軸(zhóu) W 軸; 刀(dāo)庫(kù)旋轉則是以伺(sì)服電機編碼器(qì)為位置檢測的半閉環控製,被定義(yì)成標準旋轉軸 C 軸。坐標定義方向如圖 1。
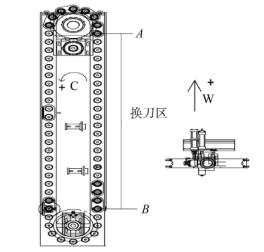
圖1 刀庫機械結構圖
建立一個基準換刀點,如圖 2 中(zhōng)的 A 點,令 1 號刀套正好在A 點(diǎn)上,且刀套的(de)中心對準刀庫機械手爪的中心,此時,刀庫 C軸坐標設置(zhì)成 0 度,動梁 W 軸也設定成機床的坐標原點,W 軸為負坐標。可推導(dǎo)出,當(dāng) W 軸停在 AB 換刀區任一某處,運行換刀指令進行找(zhǎo)刀或還刀控製時(shí),刀庫 C 軸最終定位的理論絕對坐標的計算公式為:

3、刀庫旋轉(zhuǎn)運動控製
3. 1 自動換刀的刀庫旋轉運動
自動換刀的刀庫旋轉運動是指加工程序在運行(háng)換刀指令後,C 軸運動刀庫將取刀或還刀刀套運(yùn)動到換刀(dāo)點的控製。可用兩種方法(fǎ)。
方法 1: 直接運(yùn)用 NC 程序,根據 NC 能直接讀取數控係統的相關變量,運用(yòng) NC 編程的計算操作及計(jì)算功能,直接按式
( 1) 進(jìn)行(háng)軸定位實現。
例如,以 60 把刀,固定刀套,兩個刀的中心距為 240 mm 為例,換刀子程序如(rú)圖 2 所(suǒ)示編寫。
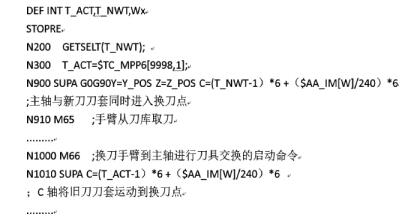
圖 2 隨動刀庫的換刀子程序
程序中:
“( T_NWT-1) * 6 +( $ AA_IM[W]/240) * 6”是新刀具的刀(dāo)套到達(dá)換(huàn)刀點(diǎn)的坐標值; $ AA_IM[W],表示機床坐標係(xì)中當前 W 軸的實際值; T_NWT,表示目標刀具號,也就是編程刀具號。
“( T_ACT-1) * 6 +( $ AA_IM[W]/240) * 6”則是舊(jiù)刀的刀套到達換刀點的坐標值,$ TC_MPP6[9998,1]與 T_ACT,表示(shì)換刀前主軸上的刀具號。
可見,刀庫運動將新刀刀套運動到換刀點與機床主軸運動到換刀點的控製是(shì)通過 NC 程序同時實現; 另外 PLC 控製刀臂進行刀對刀的(de)交換過程中,NC 程序同時將還(hái)刀刀套運動到了換刀點,為等待舊刀還回刀套。這種刀(dāo)庫運動的編(biān)程比較簡單,但刀庫運動控製占用 NC 資(zī)源,適用於大重型機床的固定刀套方式(shì)的換刀控製。
方法 2: 借助 PLC 程序模塊 FC18 ( SpinCtrl) 實現 C 軸定位。FC18 功能模塊是由 PLC 控製主(zhǔ)軸或其他進給軸,實現(xiàn)數控(kòng)軸的定位位(wèi)置、速度(dù)、運動方向的控(kòng)製,它有定(dìng)位主軸、分度軸、定位軸等 11 種功能,有 6 種工作(zuò)模式,如: 定位到絕對(duì)位置、增量定位、最短路徑定位等。編程時(shí)需根據具體的(de)軸設定及(jí)控製要(yào)求選擇相應的模式及功能,並通過觸發信號的上升沿啟動或(huò)停止(zhǐ)軸的運動。
此方法,PLC 控製的刀(dāo)庫運(yùn)動與 NC 程序同時進行,換刀效率高,缺點是(shì) PLC 的編程(chéng)工作量大。首先 W 軸的位置實際值是 PLC 程序通過調用 FB2 功能(néng)塊從 NC 變量 measPos2[.]中讀取; 然後根據式( 1) ,運(yùn)用 PLC 的(de)算術計算語句(jù),將刀庫需定位的絕對坐標(biāo)值計算出(chū)來,賦值給存儲(chǔ)器,其中新刀及舊刀的刀套號分別(bié)是西門子 840D sl 刀庫管理提供的刀具管理數據接口DB72.DBWn+22 和 DB72.DBWn+26; 最後通過 PLC 調用 FC18模塊(kuài)來控製 C 軸旋轉實現(xiàn)刀庫的初步定位(wèi),此時 FC18 的(de)工作方式是定位軸絕對坐標最(zuì)短路徑定位,編程如圖 3 所示。
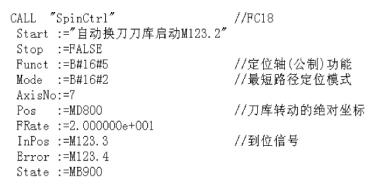
圖 3 刀庫定位的 FC18 調用
3. 2 刀庫(kù)定位檢測與微調
刀庫是采用進給伺服電機轉動齒輪帶動鏈條進行運動(dòng)的,控(kòng)製方式是電機內(nèi)置編碼器的半閉環控製,僅依(yī)靠換刀點的坐標計算公式來定位刀(dāo)庫,不能滿足換刀要求,需要通過安裝在動梁上的(de)刀庫手臂導軌架上的兩個(gè)距離檢測接近(jìn)開(kāi)關( 如圖 4) 對已經(jīng)初步定位的刀套進行偏(piān)離檢測。
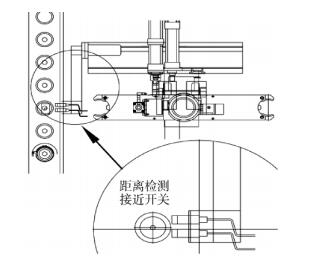
圖 4 距(jù)離檢測接近開關
兩個接近開關的輸出信號是 4 ~ 20 mA 電流信號,經模擬量(liàng)輸入(rù)接口模塊傳遞給(gěi) PLC。PLC 調用 FC18 功能模塊實現刀庫定位微調,程序如圖 5 所示。
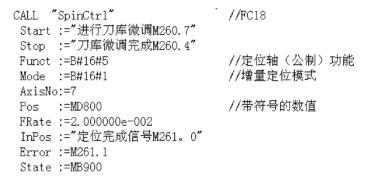
圖 5 刀庫定位微調的 FC18 調用
圖 5 中,FC18 功能模塊采用控製啟動(dòng)與停止的定位軸(zhóu)增量定位控製方式: PLC 直接對輸入數據 PIW 進行大小比較,比較值大於設定值時(shí),啟動 FC18 運動 C 軸; 運動方向則(zé)是(shì)通過帶符號的增量距離實(shí)現(xiàn),設定的增量距離(lí)值要大於刀套最大的(de)偏離距離; 當(dāng)比較值(zhí)小於(yú)設定值(zhí)時(shí),即使設(shè)定的增量距離沒有運動完成,也要停止 C 軸的運動。
3. 3 手動換刀的刀庫(kù)旋轉運動控製
手動操(cāo)作刀庫對於大重型龍門機床是必要的,其中(zhōng)手動刀庫旋轉將(jiāng)刀套運動到換(huàn)刀點的操作方法有兩種: 一種是將指定刀套直接(jiē)運動到(dào)換(huàn)刀點,實現的方法如自動換(huàn)刀的 PLC 刀庫旋轉運動(dòng)控製; 另一種是將刀套一個一個的單步順序(xù)運動到換刀點,這也被稱為刀(dāo)庫(kù)點動操作(zuò)。在交換刀具前都需要進行刀庫定位微調。刀庫點動操作的控製需要運(yùn)用下麵 3 個公式( 式( 2) ~ 式
( 4) ) 及表 1( 刀庫手動判斷表) 來進(jìn)行刀庫定位。
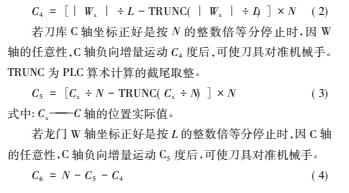
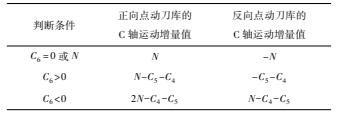
C6 計算出的值(zhí)僅是一個判斷條件。當刀庫點動(dòng)操作時,每運動一個刀套,需根據表 1 的判斷條件及操作要求運行一次(cì)FC18,FC18 進行(háng)的是 C 軸的增(zēng)量定位,可實現刀庫點動操作。
表 1 刀庫手動判斷表
4、 總結
綜上所述,找到了刀庫軸圓周運動(dòng)角度、動梁軸直線坐標、任意換刀點三者(zhě)之間的計算公式,實現刀庫(kù)在理論上初步(bù)定位,也(yě)找到(dào)了運用距離檢測接近開關進行刀庫定位檢測與微調的控製方法,最終靈活(huó)運用 FC18 功(gōng)能模塊實現隨(suí)動刀(dāo)庫(kù)的(de)任意換刀點控製。
投稿箱:
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業(yè)界視點(diǎn)
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 軸承出(chū)口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車(chē)產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源(yuán)汽(qì)車產量數據
- 2028年8月 基本(běn)型乘(chéng)用車(轎(jiào)車)產量數據
博文選萃
| 更多