賓太克")



刀庫電氣調試中的“找規律(lǜ)法”
2021-8-17 來源: 北京工研(yán)精機股份有限公司 作者: 肖 博(bó)
摘要:刀庫的調試是加工中心電氣調試中的一項重要內容,對於調試過程中遇(yù)到的具體的問(wèn)題,尤其是那些隨機性的問題,進行詳細地(dì)記(jì)錄,認真地觀察,透過紛繁的表麵現象,找出並總結(jié)規律。“找規律法”往往可以縮小排查範圍,將問題化難為易,使得(dé)問題迎(yíng)刃而解。
本文列舉兩個例子,來說明 “找規律法” 在加工中心刀庫調試中的應用。一例是 “還刀過程刀套多走問題”,另一例是 “換刀過程中數據的(de)二次刷新問題”。
一、還刀過程刀套多走問(wèn)題
1.刀(dāo)庫簡(jiǎn)介(jiè)
鏈式刀庫如圖 1 所示,該刀庫采用三相異步電動機配合計(jì)數開關進行分度定位,並采用固定(dìng)式換刀模式(刀具和刀套是一一對應的,刀具號即刀(dāo)套號),刀(dāo)庫容量為(wéi) 24。ATC 的各個動作由一係列(liè)油缸(gāng)驅動完成 : 機(jī)械手向(xiàng)左 / 向右(yòu)平移油缸,單元向主軸 / 向刀庫油缸,手臂(bì)伸出(chū) / 縮回油缸,機(jī)械手正 / 反轉 180°油缸。

圖 1 鏈式刀(dāo)庫
為了方便描述,將自動刀具交換過程分為三個部分 :
(1)備刀動作 : 刀庫分度到 T 代碼指定的刀具處,機械手抓完刀備用(yòng)。
(2)換刀動作 : 該動作過程中,手上(shàng)刀具和主軸刀具(jù)進行交換,刀庫門關閉標誌著換刀過程結束。
(3)還刀動作 : 該動作(zuò)過程在刀庫側進行,刀庫(kù)分度至手上刀號處,將手(shǒu)上刀具還到(dào)刀庫。
2.問題規律
在 “還刀動作” 中,刀庫的初始位置在 2 號(hào)刀套處,目標刀套號(即所要還的手(shǒu)上刀具號)為 20。刀庫就近(jìn)找刀套,需要從 2 號刀套處啟動逆時針轉動至 20 號刀套,見圖 2。可(kě)是實際動作是 : 刀庫逆時針轉到 20 號刀套後並(bìng)沒有停止,而是繼續轉動到 18 號刀套才停(tíng)止,如圖 2所示。即刀庫 “多轉(zhuǎn)了” 2 個刀套,導致 “還刀動(dòng)作” 異常中斷,20 號刀具(jù)無法正(zhèng)常(cháng)還到刀庫,如圖 3 所示。
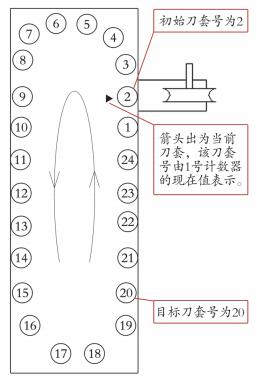
圖 2 刀庫轉動情況
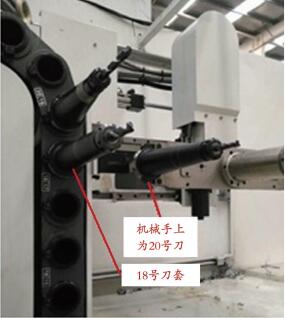
圖 3 還刀中斷
對問題現象進行總結,可以得出下麵(miàn)5條(tiáo)規律:
(1)刀庫分度中,刀庫(kù)是多轉而不是少轉了,並且多轉的刀套數總是相(xiàng)同的 : 均(jun1)為(wéi) 2 個。
(2)分度錯誤均發生在“還刀動作”過程。“備刀動作” 雖然也有刀庫的分度動作,但是(shì)並未遇到分度錯誤。
(3)每次錯誤,均是以 2 號刀套為起始位置,20 號刀套為目(mù)標位置,除此以外的其他刀套並沒有發現(xiàn)類似問題。
(4)分度錯誤時(shí),刀庫(kù)的轉動(dòng)方(fāng)向均為逆時針,而沒有順時針。
(5)該刀庫分度錯誤為偶發(fā),故障間隔時長時短,或者數(shù)小(xiǎo)時,或者數天。
3.問題分析
既然刀庫多轉且(qiě)多(duō)轉 2 個刀套,首先想到 :刀(dāo)庫轉動過程中,圖 4 中的計數開關的脈衝信號少了兩個,或者說 “丟了兩個脈衝”。然而由上麵 “問題規律” 中的(2)和(3)可知,“備刀動作” 中刀庫分度並未見異常,並且除了 20 以外的其它刀套號的分度(dù)也未見(jiàn)異(yì)常,由此判斷 “丟脈衝” 的猜想是(shì)站不住腳(jiǎo)的,相關的軟件和硬件線路便認為是無誤的,這也就大(dà)大縮小(xiǎo)了問(wèn)題排查(chá)的範圍(wéi)。這裏,不妨以 “逆時針轉動與多轉 2個刀套之間的(de)聯係” 為切入點進一步分析。
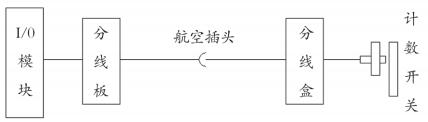
圖 4 計數開關
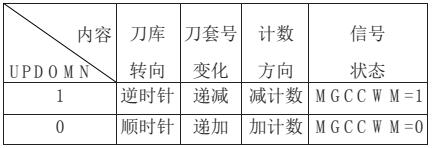
(1)刀庫的轉動方向與計數器的計數(shù)方向刀庫的轉動方向與計數器(CTR)的計數方向是緊密相聯的,相互(hù)統一的。對於該刀庫——順時針轉動對應著刀套號的增加,因此,把順時針轉(zhuǎn)動時對應的計數方向處理為加計數 , 即令 UPDOWN=0。逆(nì)時針轉動對應著刀(dāo)套(tào)號的減小,因此,把逆時針轉動時對應的(de)計數方向處理為(wéi)減計數(shù),即令 UPDOWN=1。刀庫順(shùn)時針轉(zhuǎn)動時,MGCCWM=0; 刀庫逆時(shí)針轉動時MGCCWM=1。因此,恰(qià)好可以用MGCCWM 來表征 UPDOWN,如(rú)圖 5 和表 1。
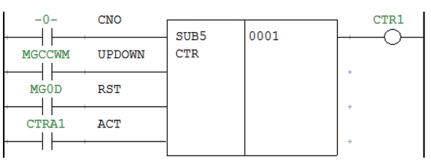
圖 5 計數器功能指令
表 1 計數(shù)方向 UPDOWN
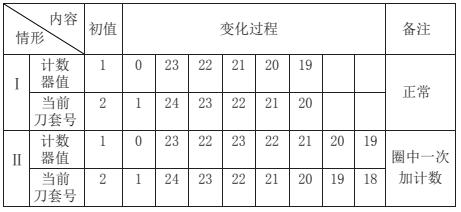
(2)關於 “2 個刀(dāo)套(tào)” 的一個假設在(zài)該例中,若刀庫分度正(zhèng)常時,計(jì)數過程為表2 中的情形Ⅰ : 計數(shù)器為減計數(shù),由 1 連(lián)續減(jiǎn)到19,相應地,刀套由(yóu) 2 號逆時針連續轉動到 20。
基(jī)於生(shēng)活常識,在這裏假設(shè),在減計數(shù)的過(guò)程中,出現了一次加計數。不妨假(jiǎ)設計數器從22 經過一次加計數變為 23,然後又恢複為正常(cháng)的減(jiǎn)計數,那麽當計數器(qì)再次恢複為 22 時,刀套已經逆時針多轉過了(le)兩個刀套 : 由 23 號刀套轉到 21 號刀套。
這樣,當整(zhěng)個計數過程結束時,刀庫便逆時針轉到了 18 號刀套,較之目標刀套號(hào) 20,顯(xiǎn)然多轉了兩個刀套,如表 2 中的情形Ⅱ所示。這便將“逆時(shí)針方向轉動與多轉2個刀套”聯係起來了。
表 2 計數方向 UPDOWN
基於上述假設,考慮(lǜ)檢查確認 : 在刀庫(kù)逆時針轉動過程中到底是否會存在瞬間的加計數,這(zhè)就需要進一步確認兩個(gè)內(nèi)容 :
①在刀庫逆時針轉動過程中是否會出現UPDOWN=0 的情形,即 MGCCWM=0 的現象,若有,進一步(bù)確認(2)。
②在逆時針轉動過程中,MGCCWM=0 時是否有計數脈衝信號 CTRA1。
(3)刀庫逆時針(zhēn)轉動過程中 MGCCWM=0的確認對問題(tí)情況進行模擬並在線診斷信號MGCCWM 的通斷變化(huà)規律。發現在換(huàn)刀動作中,當機械手單元向刀(dāo)庫側擺動時,的確存在MGCCWM 被 “瞬(shùn)間切斷(duàn)” 的現象,複現(xiàn)度極(jí)高,幾乎每次換刀動作循環中都有出現。進一步順藤摸瓜,通(tōng)過研究梯(tī)形圖發現 MGCCWM 的一個必要條件MROTEB會被瞬間切斷,PLC如圖6所示,其(qí)中 :
UTOMLS: 機械手單元在刀庫側(cè)
SIDRLS: 滑板在右側(cè)
MGCCWM: 刀庫逆時針轉動 R 地址
MGCCWS: 刀庫逆時針轉動 Y 輸出
機械手單元已經移動至刀庫側,而滑板還沒有移(yí)動到右側,導致 MROTEB 被切斷,進而刀庫的逆時針轉動 MGCCWM 被切(qiē)斷,正如假設,確實出現了瞬間 MGCCWM=0 的現象。
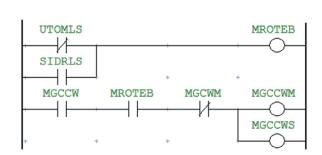
圖 6 MROTEB 和 MGCCWMC
(4)在逆時針轉動過程中,M G C C W M= 0 時計數脈(mò)衝信號 CTRA1 的確認這裏所說的MGCCWM=0,指的就是刀庫逆時針轉動過程中的 Δt 時間段,如圖 7 所(suǒ)示。
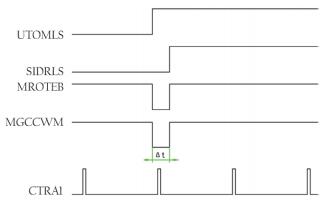
圖 7 分度故障
①分(fèn)度錯誤(wù)
在 Δt 期間,如果刀庫轉(zhuǎn)動的計數開關恰好被(bèi)觸發了一次,即產生了(le)一個計數脈衝信號CTRA1,這種情況下,圖 5 中的 ACT 信號便產生了一個上升沿,那麽計數器進行一次加計(jì)數。而當滑(huá)板右移到位後,MROTEB 又恢複為 1,MGCCWM 也恢複為 1,此時(shí),計數器 CTR1 便恢複為(wéi)正常的減(jiǎn)計(jì)數,但最(zuì)終由於一(yī)次加計數(shù)而在逆(nì)時針方(fāng)向上多移動了兩個刀套。這裏,通過 PLC 對 CTRA1 進行實時地跟蹤並自鎖,驗證了在 Δt 期間是(shì)有計數脈衝信號CTRA1 的,如(rú)圖 8 所示(shì)。還可以通過數控係統的跟蹤畫麵對相關信號進行更(gèng)加(jiā)詳細的監視,這裏不再(zài)贅述(shù)。
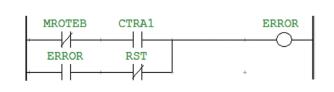
圖 8 CTRA1 的自鎖
再試想,在 Δt 期間(jiān),如果經曆了兩次計(jì)數器(qì)觸發,那(nà)麽刀庫多轉的刀套數就不是 2,而是4 個(gè)了……
②分度 “正常”
雖然在(zài) Δt 時間段內,計數器(qì) CTR1 為加計數類型,但是在該時間段(duàn)內,如果刀庫的計數開關並沒有被觸發,即沒有(yǒu)產生計數脈衝信號CTRA1,這種情況下,圖 5 中的 ACT 信號也就(jiù)沒有上(shàng)升沿,那麽(me)計數器不(bú)會進行加計數。因此,計數並不會(huì)出現問題,刀(dāo)庫的分度動作表現為(wéi) “正常”,如圖 9 所示。
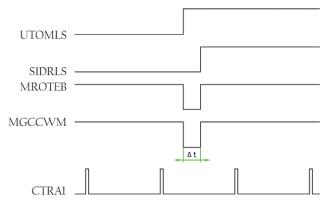
圖 9 分度(dù)“正常”
基(jī)於以上分析,可知 : 問題間隔時長時短,或者數小時,或者數(shù)天,是隨(suí)機的。
(5)其他現象的解釋
通過觀察,由於初始刀套號為 2,目標刀套號為 20,刀庫逆時針轉動的(de)路徑較長。在 “機械手單元向刀庫側移動” 的過程中,刀庫的分度仍然沒有結束,給 Δt 的出(chū)現提(tí)供了可(kě)能,即給問題情況的出(chū)現提供了可能,因而問(wèn)題集中地出現在 20 號刀具的還刀動作中。
加(jiā)工程序中所涉及的其他的目標刀具號對應的刀庫轉(zhuǎn)動路徑較短,機械手單元向刀庫側動作還(hái)沒有來(lái)得及執行,即 Δt 還沒有來得及出現,刀(dāo)庫已經到達目標刀套位,因此刀庫分度表現 “正常”。試想,如果使得 Δt 出現在 “機械手單元向主軸” 轉動的過(guò)程中,那麽分度故障就不再僅僅局(jú)限(xiàn)於路徑較長(zhǎng)的目標(biāo)刀套了,路徑較短的目標(biāo)刀(dāo)套也是有可能出現故障(zhàng)的,這(zhè)裏不再贅述。在 “備刀(dāo)動作” 中,機械手單(dān)元向刀庫(kù)側的動作以及向(xiàng)主軸側的動(dòng)作均是(shì)不存在(zài)的,相應地,Δt 也就不存在,當然也就不可能出現該故障現象了,所以說,在備刀動作中,未見異常。
4.問題解(jiě)決(jué)
從液壓和電氣兩個方麵著手來解決問題。
(1)液壓調整
將滑板右移動作的流量略微調大,使得 Δt不再出現,相關液壓動(dòng)作更加協調,穩定性和可靠性隨(suí)之增強(qiáng),如圖 10 所示。
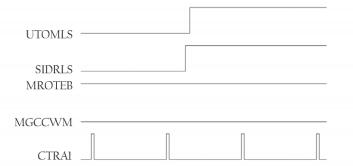
圖 10 流量調整
(2)電氣調整
對梯形圖稍加處理,將 MGCCWM 和MGCCWS 分別寫在兩(liǎng)段梯形圖中,且 MROTEB隻作為刀庫反轉動作閥(fá) MGCCWS 的一個必要條件,放置(zhì)在刀(dāo)庫反轉輸出信號 MGCCWS 的(de)一段中。MGCCWM 一旦接通,便不(bú)再受 MR O T EB 的控製,始(shǐ)終保持(chí)為 1 直至逆時針轉動結束,這就完全避免了計數器的加減方向(xiàng) UPDOWN 在Δt 時間段內(nèi)被切斷的現象,如圖 11 所示。改進措施進一步提升了刀庫分度動作的容錯能力。經過驗證,問題現象消除,問題解決。

圖 11 處理完(wán)的 MGCCWM 和 MROTEB
二、換刀過程中(zhōng)數據的(de)二次刷新問(wèn)題
1.刀庫(kù)簡介
盤式刀庫如圖 12 所示,該刀庫采用三相異步電動機配合計數開(kāi)關進行(háng)分度(dù)定位,並采用隨機(jī)式換刀模式(刀具號和刀套號之間(jiān)並沒有一一對應的關係),刀(dāo)庫容量為 24。刀套上(即回(huí)刀)、刀套下(即倒刀)、側門開和側門關均是由(yóu)氣動電磁閥控製,機(jī)械(xiè)手旋轉機構選用凸輪式機構,由三相(xiàng)異步電機驅動一空間凸輪裝置按順序動作。

圖 12 盤式刀庫
2.問題規律
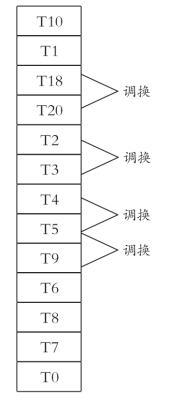
試切項目為鑽孔加工(gōng),每加工完一個完整工件,操作者均要通過檢具來檢驗加工尺(chǐ)寸是否合格,這期間,發現偶有廢品出現。比如,某次檢測完(wán)精度 , 通過對孔徑尺寸的分析(xī)知,2號刀具和(hé) 3 號刀具發生了 “刀具對調現象(xiàng)” :2號刀(dāo)加工了 3 號(hào)刀應該加工的孔位,3 號刀卻加(jiā)工了 2 號刀應該加工的孔位。後續的試驗中,這種 “刀(dāo)具對調現象” 又陸續(xù)地出(chū)現了,比如 :4 號(hào)和 5 號刀具,5 號和 9 號刀具。結合加工(gōng)程(chéng)序中刀(dāo)具號的(de)呼叫順序,如表 3。可總結得該問題現象的規律 :發生對調的兩把刀具均無一例外的為程序中“相鄰(lín)的兩把刀具”。問題發生的(de)間隔時長時短,或者數小(xiǎo)時,或者數天。
表3 加工程序中的刀號順序
3.問題分析
刀具的 “ 對調(diào)” 現象(xiàng),直觀的表現(xiàn)為 “ 刀(dāo)庫分度” 錯誤。即(jí)執行 “T0 2 M06”,應尋找 2 號刀具並將其換到(dào)主軸(zhóu)上,而實(shí)際上換到主軸上的卻是 3 號刀具 ; 執行 “T03M06”,應尋找 3 號刀具並將其換到主軸上,而實際上換到主軸上的卻是 2 號刀具。可是 , 如果隻是單純的 “刀庫分度”問題,則刀號錯誤應表現出很(hěn)強的隨機性(xìng),這無法(fǎ)解釋問題(tí)所表現出來的(de) “兩把刀具相鄰(lín)” 這一顯著特點。
刀庫的分度與數(shù)據(jù)表息息相關,對數據表進行(háng)二進製(zhì)數據的檢索是此類型刀庫分(fèn)度的核心,試想,如果在刀庫分度之前,數據表就已經出現了差錯。那麽(me)在進行二進(jìn)製(zhì)數(shù)據的(de)檢索時,自然會出現錯(cuò)誤,進而刀庫分度錯(cuò)誤,最終表現(xiàn)為刀具交換(huàn)錯誤,導(dǎo)致(zhì)加工(gōng)尺寸不合格。因此有必要對數據表Ⅰ進行確認,該數據表到底是什麽樣子的(de)呢?實際上(shàng),係統上顯示的(de)隻有Ⅱ號工件加工結束(shù)後的當(dāng)前數據表Ⅱ的內容。
(1)數據表Ⅱ
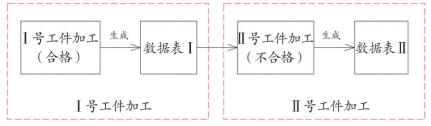
圖 13
查看係統 PMC 參數中的當前數據表(biǎo)Ⅱ,並查看每個(gè)刀套中當前所安裝的物理刀具,可得表4。正常情況下,數(shù)據表中的數據和物理刀具是“捆綁”在一起的,數據反映的即是物理刀具號。但(dàn)是,表(biǎo) 4 卻發現(xiàn)兩處錯誤 :
表 4 數據表Ⅱ
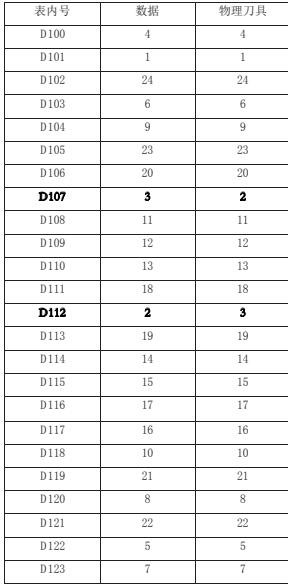
①地址 D107 的數(shù)據為 3,與 D107 對應的8 號刀套中存放的物理刀具卻為 2 號刀具。②地址 D112 的數據為 2,與 D112 對應的13 號刀套中存放的(de)物理刀(dāo)具卻為 3 號刀具。
(2)數據表Ⅰ
在“Ⅰ號工件加工(gōng)”過程中,T2正常(cháng)加工完成,執行 T3…M6, 刀庫中的 T3 與主軸(zhóu)上的 T2 進行了物理上的交換,因此 T3 也正常(cháng)加工(gōng)完成。基於此,做出推測 :在此交換過程中,2 號刀具和數據表中(zhōng)的數據 3 “捆綁” 在了一起,3 號刀(dāo)具和數據表中的數據 2 “捆綁” 在了一起。
數據表Ⅰ出現了錯(cuò)誤,外(wài)部表現為數據表Ⅰ “沒有刷新”。然而,由 PLC 邏輯關係可知,既然物理刀具的交(jiāo)換動作已經順利(lì)完成,說明數據更(gèng)新脈衝 PULSE 產生過,因此確認數據表Ⅰ經曆過(guò)刷新。
(3)數據表Ⅰ的 2 次(cì)刷新
進一步查看 PLC 如圖14 知,在ATC 電(diàn)機運轉的條件 M 6 6 M 中“刀庫計數開關MGCLS”、“刀套下開關 POTDNLS” 和 “門開開(kāi)關(guān) SDOPLS” 均為外部開關,在 ATC 電機運轉過程中,不妨假設某個開關(guān)閃爍了 1 次,那麽,PULSE1 便會重來 1 次。這樣,數據的刷新也再次重複一次,也就是說,數據表 1 刷新了 2 次,也(yě)就表現為 “數據沒有刷新”。
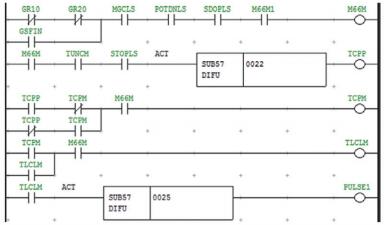
圖 14 數據(jù)表刷(shuā)新脈衝
其(qí)中 :
M66M:ATC 電機運轉的條件
TUNCM: 鬆刀位
TCPM: 鬆刀指令
STOPLS: 停止位
SDOPLS: 門開開關
PULSE: 數據更新脈衝
4.問題(tí)解決
從機械和電氣兩個方麵(miàn)著手來進行解決。
(1)機械調整
基(jī)於 “2.3.3 數據表Ⅰ的(de) 2 次刷新”中的分析,檢查(chá) :“ 刀庫計數開關 MG C L S ” 、“刀套下開關 POTDNLS”和“刀庫側門開開關 SDOPLS”,發現 “刀庫側門開開(kāi) 關SDOPLS”有鬆動,機械上進行調整,使之穩定可靠,避免閃爍現象。
(2)電氣調整
由以上的分析可知,將 M66M 做如下的自鎖處理,如圖 15。這樣,有效的消除了外部開關信(xìn)號的閃爍幹擾,提升了 ATC 動(dòng)作的容(róng)錯能力(lì),因而 ATC 動作的穩定性和可靠性大大增強(qiáng)。經過驗(yàn)證(zhèng),問題現象消除,問題解決。
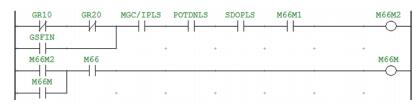
圖(tú) 15 M66M 的自(zì)鎖處理
三、總(zǒng)結與展望
對於電氣調試期間出現的問題,尤其是隨機性的問題,要善於從雜亂(luàn)無章的信(xìn)息中總結內在的固有規律,進而大大地縮小問題(tí)排(pái)查(chá)範圍,具體問題具體分析,就(jiù)一定(dìng)能夠探(tàn)索出問(wèn)題的根本原因,進而解決問(wèn)題。兩個例子在因果環節中均表現出了顯著的 “蝴(hú)蝶效應”,這就需要在機床調試中多注重細節,多積累,做總結,做到(dào)舉一反三,做到觸類旁通。
投稿箱:
如果您(nín)有(yǒu)機床行業、企業相關新聞稿件發(fā)表,或進(jìn)行資訊合(hé)作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
如果您(nín)有(yǒu)機床行業、企業相關新聞稿件發(fā)表,或進(jìn)行資訊合(hé)作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
更多相關(guān)信(xìn)息
金馬(mǎ)")
業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產(chǎn)量數(shù)據
- 2024年11月 軸承(chéng)出口情(qíng)況
- 2024年11月 基本型乘用車(轎車(chē))產量數(shù)據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月(yuè) 新能源汽車銷量(liàng)情況
- 2024年10月(yuè) 新(xīn)能源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分地區金屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數(shù)據
- 2028年8月 基(jī)本型乘(chéng)用車(轎車)產量數據
博文選萃