



MB2120B型數控內圓磨床(chuáng)電主(zhǔ)軸變頻器的改造
2020-11-13 來源:西京學院機械工程(chéng) 西安法士特集團 作者:張麗娟(juān) 王(wáng)剛 張爾魯
摘要:為(wéi)了將MB2120B數控內圓磨床電主軸的配(pèi)套變頻器國產化,采用國產通用型台達VFD- B係列變頻(pín)器來代替原進口(kǒu)的VACON NLX係列變頻器。經過改造後的內(nèi)圓磨床完全能夠滿足生產需求。經過一年多的生產使用(yòng),運行穩(wěn)定。
關鍵詞:變頻器;最高輸出頻(pín)率;電主軸;參數設置
0 引 言
目前數(shù)控機床電主軸都采用交流伺服控製,但交流伺服電主(zhǔ)軸價格昂貴,多用在對速度控製精(jīng)度要求高、調速範圍(wéi)寬、升降速時間短、製動迅速(sù)、對(duì)分度(dù)有(yǒu)要求(qiú)的場合(hé)。無錫機床股份有限公司MK2120B數控內圓磨床對砂輪拖動要求(qiú)是:砂輪線(xiàn)速度達到55 m/s,換算成砂輪轉(zhuǎn)速為24 000 r/min,不要求調速及頻繁啟停。故不(bú)采用交流伺服電主軸,而采用交流異步高頻電主軸。
從原理上來講,交流異步高頻電主軸電動機其實就是一台三相異步(bù)電動機,驅(qū)動采用荷蘭產(chǎn)VACONNLX係列變頻器,型(xíng)號為(wéi)NLX00465C5H1SSS0000,額定功率為18.5 k V;額定電流為46 A,額定(dìng)電壓為AC 400 V,由於電主軸為4極,額定轉速為24 000 r/min,根據轉速計算公式n=60f/p,所以要(yào)求變(biàn)頻器最高輸出頻率為800 Hz,而通(tōng)用VACON變頻器最高輸出頻率為320 Hz,不能滿(mǎn)足轉速要求,所以需要特殊訂貨,一般情況下訂貨周(zhōu)期為90個工作日,而(ér)且價格為3萬元左右。如果內圓磨床(chuáng)砂輪變(biàn)頻器發生故障,在(zài)沒有(yǒu)備件的情(qíng)況下,這(zhè)台磨床將會停機最少3個月。所以我們就(jiù)希望(wàng)能找到一個通用變(biàn)頻器代替(tì)進口VACONNLX係列變頻器(qì)。
1、 實例分析及現狀
台灣台達公(gōng)司VFD-B係列變頻器(qì),最(zuì)高輸出頻率最高(gāo)為400 Hz,不能(néng)滿足800 Hz的頻率要求,現有的電主軸備件有兩種,一種為4極,還有(yǒu)一種為2極(jí)。如果把4極磨頭電主軸換成2極的(de)電主軸,根據轉速計算公(gōng)式(shì)n =60f/p,輸入400 Hz的頻率時剛好滿足(zú)轉速為24 000 r/min的工藝要求,而且(qiě)電主軸的更換(huàn)在(zài)機械設計上特別方便。
2、 設計改進及變頻器參數設定
基於以上的思路,我們對變頻(pín)器重新選型(xíng),確定型號為(wéi)VFD185B43A。圖1是原(yuán)VACONNLX係列變(biàn)頻器接線圖(tú),經分析,KA1為砂輪電主軸啟動信號,KA7為變頻器故障複位信號,RO1/1和RO1/2為變頻器(qì)故障信號(hào)輸出的常閉觸點。
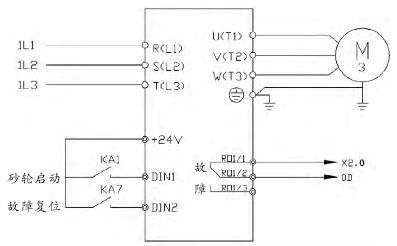
圖1 VACON NLX係列變(biàn)頻器接線圖
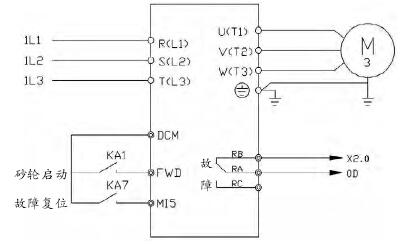
圖(tú)2 台達VFD-B係列變頻器接線圖
實際控製過程為:當需(xū)要啟動砂輪時,按(àn)下手動(dòng)啟動按鈕或者在零件加工程序中編寫相應的M功能 (輔助(zhù)功能)指令,在CNC係統的PMC中經過邏輯運(yùn)算,將運算結果輸出到(dào)係統I/O板相應地址的驅動(dòng)晶體管,驅動晶體管控製外部中間繼(jì)電器KA1線圈(quān),KA1線圈得電,KA1的常開觸點閉合,控製變頻(pín)器的(de)可編程輸入點DIN1,DIN1在變頻器參數中設定為正向啟動功能。DIN1和(hé)+24 V端(duān)子接通,電主軸啟動,DIN1和+24 V端子斷開(kāi),電主軸停止。
變頻器的可編程輸入點DIN2和+24 V端子接通,變頻器複位,正常工作時(shí)DIN2和+24 V端子應斷開。RO1/1和RO1/2為變頻器故障信號輸出信號(hào)繼(jì)電器的常閉觸點,在變頻器正常工作時,RO1/1和(hé)RO1/2兩點(diǎn)接通,在變(biàn)頻(pín)器故障報警時RO1/1和RO1/2兩點斷開,也就(jiù)是變頻(pín)器正常工作時PMC的X2.0輸(shū)入為1,當變頻器故(gù)障時,RO1/1和RO1/2兩(liǎng)點斷開,PMC的X2.0輸入為0,PMC將做相(xiàng)應的(de)邏輯處理(lǐ),使CNC係統處於(yú)急停狀態,並做出相(xiàng)應的報警顯示。
根據以上的動作(zuò)要求,將台達VFD-B變頻器按圖2接線,並按照表1設置相應的參數:
1)此參(cān)數設定為01或02時,表示進行電動(dòng)機參數自動(dòng)測量,驅動器接收到運轉命令後,立即執行自動(dòng)測量工作。當設定為01時,隻測量電動(dòng)機一(yī)次側電阻值R1,空載(zǎi)電流值參數07-01需手動輸入,此時電動機不轉動;當設置為(wéi)02時需將負載卸下,自動測(cè)量電動機一次側電阻值R1和空載電流值,自動測量完成後,並將測量值自(zì)動寫入參(cān)數07-01和07-06。
表1 VFD-B變頻器參數設置
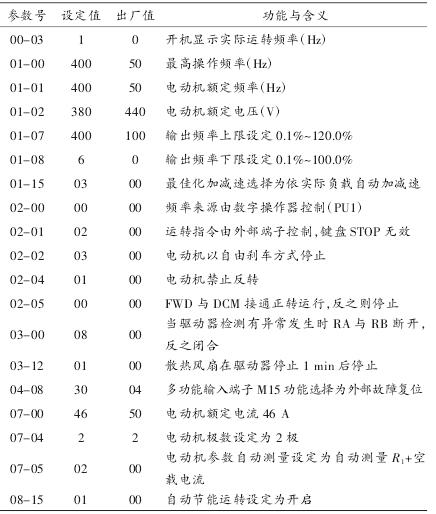
2)在節(jiē)能運轉開啟時,在加減速過程中以全電壓運轉,定速運轉時會由負載功率自(zì)動計算最佳的電壓值供給負載(zǎi)。此(cǐ)功能不適用(yòng)負(fù)載變動頻繁的場合。
3 、安裝調(diào)試(shì)
3.1 電動機參數自動(dòng)測量
此目的是通過變頻器對電動機參數自動測量,自動測出電主軸的定子線(xiàn)圈線-線間電阻(zǔ)值(zhí)和空載電流值,使變頻(pín)器對電主軸控製達到(dào)最(zuì)佳狀態,這樣既節能又不會使(shǐ)電主軸發熱太嚴重,對延長變頻器(qì)和(hé)電主軸的壽命有很大的作(zuò)用。這(zhè)一(yī)步可通過(guò)儀器檢測來完成,如果要精(jīng)確測量並得到電動機每相線圈的阻值,需要用雙臂電橋(qiáo)來完成。因(yīn)為一般的單位很難找到這樣的儀器(qì),而變頻器的該項(xiàng)功能(néng)就很容易解決這個問題。具體操作步驟如下:
1)驅(qū)動器的所有參數(shù)設(shè)定(dìng)為出廠值。
2)將電(diàn)動機所帶的負載卸(xiè)掉。
3)將電動機銘牌上的額定電壓(yā)寫(xiě)入參數01-02,額定頻率寫(xiě)入參數01-01,額定(dìng)電流寫入參數07-00,電動機極數寫(xiě)入參數07-04,額定轉差寫入參數07-08。
4)將參(cān)數07-05設定為(wéi)02,按下變頻器操(cāo)作麵板RUN鍵,執行自動測量動作,此時電動機會轉動,執行的時間約為:15 s+參數01-09第一加速時間+參數01-10第(dì)一減速時間。
5)執行完畢後,檢查參數07-01和07-06兩個參數是否已自動將測量數(shù)據填入。若沒有,則(zé)將參數07-05設定為02,並按(àn)RUN鍵。
3.2 參數設置
檢查無誤後,可按照(zhào)表1的參數(shù)設置係統的其他參數。
3.3 調試
當所有參數設定完成後,進行調試,步驟如下:
1)設定變頻器的頻率值(zhí)並檢查電動機的轉向。在係統無報警的情況下,在變頻器操作麵板上輸入一個範(fàn)圍在20~30 Hz之間的頻率值,將機床操作方式選擇JOG,點動(dòng)砂輪啟動鍵,觀察砂輪有無啟停動作。如果砂輪(lún)不啟動,則檢(jiǎn)查變(biàn)頻器參數和變頻器的接(jiē)線;如果砂輪啟(qǐ)動,則觀(guān)察電主軸轉向和要求是否一致,如果不一致,檢(jiǎn)查電動(dòng)機電源線相序,並改變電源線相序,使(shǐ)電動機的轉向(xiàng)和要求一致。
2) 磨床(chuáng)加(jiā)速調整。在變頻器操作麵板上輸入(rù)400Hz頻率,即電(diàn)主軸的額定頻率,啟動砂輪,觀察在電主軸加速時有無過電流報警,有報警說明變頻器加速(sù)時(shí)間參數設置過短,適當加長(zhǎng)01-09第一(yī)加速時間值。經反複調試後,設(shè)定參數01-09第一(yī)加速(sù)時間值為20 s。若加速過程沒問題,以400 Hz運行一段時間,觀(guān)察(chá)運轉是否正常,也可通過控製麵板上LED監視電主軸運行(háng)時的電流值。如果控製運行時的電流值不(bú)大於電動機額定電流40%~50%,則達到要求。
3)磨床(chuáng)降速(sù)動作調整。觀察在(zài)電主軸降速時有無過電壓現象(xiàng)。如果有,則說明變頻器減(jiǎn)速時間參數(shù)設置過短,適當加長01-10第一減速時間值(zhí)即可。
4)嘯叫雜音的調節。在升降速及(jí)穩速無報警後,觀察磨床在運轉過程中,電動機有無嘯叫雜音,如果有,可(kě)適當降低(dī)參數02-03 PWM載波頻率,嘯叫聲就會明顯減小(xiǎo)。但是這樣又會使(shǐ)變(biàn)頻器對外部設備(bèi)的電磁幹(gàn)擾增強,功率模(mó)塊IGBT溫度升高,所(suǒ)以必須找到一個平衡(héng)點,既減小了嘯叫,又不幹(gàn)擾其他(tā)設備。因此,不是PWM載波頻率越小越好(hǎo)。
5)試機運行。上述工作做完(wán)以後(hòu),就可以帶載試機。觀察磨削過程有無異常。一般按上述步驟調試完成後,磨削加(jiā)工不會有問題。
4、 結語
改造後的數控(kòng)內(nèi)圓磨(mó)床經過1年多時間(jiān)使用,設備運行穩定,未發現變頻器或磨(mó)頭電主軸(zhóu)出現問題,完全滿足生產工藝要求。並且設備功能完善(shàn),節(jiē)約了成(chéng)本,值得推廣(guǎng)和借鑒。
投稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表(biǎo),或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表(biǎo),或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息
金馬")
業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地(dì)區金屬切削機床產量數據
- 2024年(nián)10月 金屬(shǔ)切削(xuē)機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據