



進給軸帶位置環時多級變速在(zài)西門子840Dsl中的實現
2020-3-25 來源(yuán):中國第一重型機械(xiè)股份公司 作者:樊 凱
摘要:進給軸(zhóu)在位置環建立後,如果傳動比突然變化,即變速實(shí)現,則最大速度、進給速度、跟隨誤差(chà)以及定位精度等都會相應(yīng)改變,如何(hé)平滑(huá)順暢(chàng)實現變速而不引發(fā)報警,是(shì)一個難題。本文闡述了實現方法。

1.課題(tí)必要性
主軸變速功(gōng)能在所有使用ISO代碼的數控係統中都規定了一些特定代碼和功能,比如西門子840D係列中,輔助應答代碼M41~M45分別代表了主軸的Ⅰ、Ⅱ、Ⅲ、Ⅳ和Ⅴ擋,這些擋位的傳動比參數可以提前預設寫入,為31050和31060,當主軸變速完成後,對應接口信號D B X16.3為(wéi)1,同時D B X16.0和D B16.1、D B X16.2組合起來反饋當前擋位信號,讀取對應擋位的傳動比和對應(yīng)擋位(wèi)的最大(dà)速度值,則所有參數都能匹配起來,擋位變換產(chǎn)生的輪廓偏差、定位誤差等都可分別調整,可以實現加工編程中的速度變換(huàn)。
進給軸多級(jí)變換功能(néng)則沒那(nà)麽容易實(shí)現,因為840D係統中沒有(yǒu)在參數設計中充分(fèn)考慮進給軸多級變速(sù)功能,對於進給軸變速後的(de)最大進給速度、加速度(dù)、定(dìng)位(wèi)誤差(chà)、輪廓偏差、伺服增(zēng)益係數和傳動比等都沒有設置對(duì)應(yīng)擋位的參數組,最最關(guān)鍵的問題是,西門子沒(méi)有相(xiàng)應(yīng)的接口信號通知(zhī)NC係統該進給軸當前擋位(wèi),無(wú)法將實際擋位與參數係(xì)統有機結合起來,那(nà)麽(me)就會出現這種情況,就是進給軸變速後,由於(yú)NC無法得知,但速度變化引發(fā)的輪廓偏差、定位誤差等會讓(ràng)進給軸頻繁報警,無法工作。當然了,變速完成(chéng)後,手動去輸入所有相關參數是可以的,但(dàn)是,這(zhè)種方法太低級了,總不能操作人員每次變速完成後,維修人員親自(zì)去修改機床參數吧?因此(cǐ),這不是長久之計。
那麽 , 進給軸多級變速是否有必要(yào)保留呢?在(zài)現(xiàn)代新機床設計中,進給軸多級速度很少看到,因為在新機床設計(jì)中,通過電動機功率、轉速、傳動比(bǐ)和(hé)安裝空間(jiān)匹配,可以(yǐ)滿足一台機(jī)床的所有加工需求,不需要有(yǒu)機械變速。但(dàn)是(shì),在一些舊機床改(gǎi)造中,則不能麵麵俱到。比如(rú)以我改造(zào)的一台SKODA產SUT200型重型臥車為例,原(yuán)來通過Ⅰ級變速增大輸出(chū)轉矩、降低進給速度,用(yòng)於粗加工;通過Ⅱ級變速提高進給速度、降低輸出轉矩,用於精加工。做改(gǎi)造方案時,如果隻保(bǎo)留一個(gè)擋位,由於電動(dòng)機安(ān)裝空間極其狹窄,可選擇的伺服電動機不能滿足(zú)原有加工需求,要麽進給速度太低,要麽輸出轉矩不夠,機床(chuáng)的改造就不能取得滿意的效果,所(suǒ)以,必須實現進給的多級變(biàn)速。
在(zài)我最近的數控機床改造過程中(zhōng),接連發現了三例這種問題,於是(shì),如何平滑穩定實現進給軸多級變速,而(ér)且使(shǐ)位置環不報警(jǐng),這就成了一個重(chóng)要的問題。經過多次摸索,我們終於攻(gōng)克(kè)了這個難題。
2.實現方法
以SUT200型數控臥式車床為例,刀台X、Z分別都具有兩級(jí)變速,其中,X軸電動機自帶編碼器,外置光柵尺,Ⅰ級傳(chuán)動比(bǐ)為1∶18,Ⅱ級傳動比為(wéi)1∶3,Z軸電動機自帶編碼器,外(wài)置一(yī)個編碼器做位(wèi)置環,位置環編碼器自帶一個減速箱,Ⅰ級傳動比為1∶6,Ⅱ級傳動比為1∶2,位置環編碼器傳動箱傳動比為(wéi)2∶5。這兩種情況代表了兩種非常典型(xíng)的全環方式,分別以這兩種情況描述進給軸多級變速的實現(xiàn)。
(1)光柵尺做位置(zhì)環,以X軸為例。實現步驟如下。
第一步:檢查傳動比。若機械能夠確(què)切推算傳動比,則可省略此步。進行此步的前提是,與傳動(dòng)比相關(guān)的31050(負載齒輪箱分母)、31060(負載齒(chǐ)輪箱分子)、31064(附加(jiā)齒輪箱分母)和31066(附加齒輪箱分子)這(zhè)幾個參數必須設(shè)置為默認值(zhí)1,31030(滾珠絲杠螺距)也按默認(rèn)值10設置,反向間隙補償32450清掉,且(qiě)X軸應激活的是不帶光柵(shān)尺的第一測量係統(DB31.DBX1.5=1)。
前置條件滿足後,X軸切換到Ⅰ級,在X軸終(zhōng)端壓上一塊百分表,向一個方向開1mm,此時可消除(chú)反向間隙,然(rán)後百分表清零(líng),再向前開1mm,實際百分表走多些,比如實際(jì)百分表動0.2mm,則傳動比為
1∶0.2=5∶1,將此傳動比寫入31064、31066,然後再壓百(bǎi)分表,看是否準確。界(jiè)麵如圖1所示。如果有(yǒu)微量誤差,將傳動比細(xì)分為500∶101、5 000∶999等進行嚐試(shì),直到誤(wù)差進一步(bù)減小到可忽略不計。如果(guǒ)追求更加精確的數顯精度,可以通過激光(guāng)幹涉儀進行螺距誤(wù)差補償(LEC)。
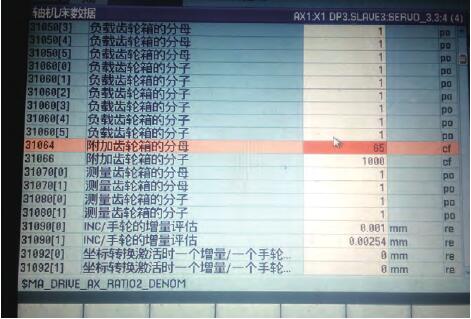
圖 1
記錄(lù)下(xià)Ⅰ級的傳(chuán)動比(bǐ),然後切換到(dào)Ⅱ級,將31064、31066清掉(diào),重新進行上(shàng)述步驟,得到Ⅱ級的傳動比。這(zhè)裏需要特別說明的是,為什麽(me)傳動比寫入31064、31066,而不寫入(rù)31050、31060 因為31064、31066的生效方式是CF(NEW CONFIG),不需(xū)停電重啟,而31050、31060的生效方式是PO(POWER ON),需要停電重啟(qǐ)。
第二步:建立定義文件。得(dé)到Ⅰ、Ⅱ級的傳動比(bǐ)後,開始寫定義文件(jiàn)。在840Dsl的“調試”菜單(dān)裏找到“係統數據”菜單,再找到“定義”文件夾。在該文件夾內新建一個(gè)定義文件,默(mò)認客戶自定義文件(jiàn)名為MMAC.DEF。打開該文(wén)件,在該文件內寫入如下內容:
DEF M51 AS MLX1;書(shū)寫M51調用MLX1.SPF子(zǐ)程序。
DEF M52 AS MLX2;書寫M52調用MLX2.SPF子程序。
然後保存退出,則係統開始自動編譯該定義(yì)文件(jiàn),如果文件內容書寫無錯誤,則編譯可順利通過,若編譯不通過,請檢查書(shū)寫。這裏,MLX1.SPF為X軸Ⅰ級變(biàn)速子程序,MLX2.SPF為X軸Ⅱ級變速子程序。
第三(sān)步:建立變速子程序。定義文件(jiàn)建立後,可以在“製造商循環”文件夾內建(jiàn)立MLX1、MLX2變速啟動子程序。該子程序的作(zuò)用有兩個,一個是驅(qū)動PLC程序進行變速執行元件的動(dòng)作,比如離合器、電磁閥等;一個是寫變(biàn)速相關參數,包括傳動比、伺服增益係數和最大進給速度等。
子程(chéng)序(xù)以MLX1.SPF為例,書寫子程序如下:
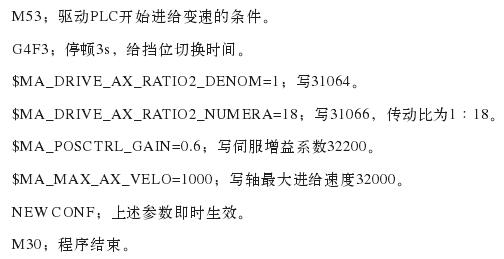
注意上述四個參數的生效方式均為CF,可以使用NEW CONF即時生效,生效方式為PO的則不可以。所(suǒ)以,使用(yòng)這種方法可寫(xiě)的參數必(bì)須生效方式隻能為CF。程序界麵如(rú)圖2所示。
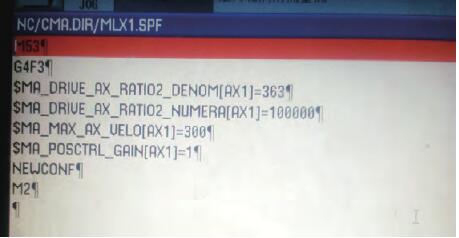
圖 2
第四步:編製PLC程(chéng)序。NC方麵的準備已經就緒,接(jiē)下來(lái)就可以編製PLC程序了。這裏,不贅述PLC程序,大家可以根據實際情況自行編製。
第五步:全環(huán)試車(chē)。上(shàng)述步驟完成後(hòu),則可以進行半環試車,可以看到,當在(zài)MDA方式下執行(háng)M51時,則31064、31066、32200和32000等自動按照(zhào)M L X1.S P F內設置而更改;執行M52時,上述參數按照MLX2.SPF內設置而更改。在Ⅰ擋、Ⅱ擋速度下,明顯可以看到(dào)同(tóng)樣的電動機速度,驅動X軸的速度已經按傳動比切換過來。此時,可以(yǐ)激活帶(dài)光柵尺的第二測量係統(DB31.DBX1.6=1)。
按照(zhào)常規設置 , 將 3 1 0 0 0(是否(fǒu)光柵尺)、31040(位置環檢測是否直接安(ān)裝到機床上而沒有中間變速)均設置為1,全(quán)環設置完成。注意,若31040為0,則NCU會檢測31050、31060的數
值,當掛(guà)光柵尺時,會出現輪廓監控報警、不受控(kòng)製等(děng)現象。由於光柵尺直連,31070(編碼器齒輪箱分母)、31080(編(biān)碼器齒輪箱分子)默認為1即(jí)可。
(2)編碼器(qì)外帶減速箱做位(wèi)置環,以Z軸為例。實現步驟與上麵完全一樣,但設置參數有略微差別。31000、31040必須設置為0,同時,31044(編碼器是否有中間變速)必(bì)須設置為1。由(yóu)於編碼器中間有傳動(dòng)比,31070、31080必須設置。
3.結(jié)語
通過西門子840Dsl的配套軟件NC-VAR也可以實現該功能,但需要大量複雜的編程工作,有興趣的同行可以自(zì)行嚐試。進(jìn)給(gěi)多級變速通過這種方法實現(xiàn),不僅僅拓寬了設備維係人改造機床的思(sī)路,減少了不必要的機械結構修改,而且為(wéi)其他一些特殊功能的實(shí)現(xiàn)提供了更加簡便易行的思路。
參考文獻:
[1] 西(xī)門(mén)子(中(zhōng)國)有限公司 . 西(xī)門子840Dsl簡明調試手冊[Z]. 2012.
[2] 羅永順 . 機床數控化改造技術[M ]. 北京:機械工業出版(bǎn)社, 2013.
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬(shǔ)切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車(chē)產量數據
- 2024年11月 新能源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘(chéng)用車(轎車(chē))產量數據
博文選萃
| 更多(duō)
- 機械加(jiā)工過程圖示
- 判斷一台加工中心精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨(qū)勢
- 國產(chǎn)數控係統和數(shù)控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機(jī)械老板做了十多年,為何還是小(xiǎo)作(zuò)坊?
- 機械行業最新自殺性營銷,害人害己(jǐ)!不倒閉才(cái)
- 製造業大逃亡(wáng)
- 智能(néng)時代,少談(tán)點智造,多談點製造
- 現實麵前,國(guó)人(rén)沉默。製造業(yè)的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能(néng)
- 車床鑽孔攻螺紋加工方(fāng)法及(jí)工裝(zhuāng)設計
- 傳統鑽削與(yǔ)螺旋銑孔加工工藝的區別