



基於(yú)S7-200 SMART的步進電機控製研究
2019-7-22 來源:三江學院機械與電氣工程學院(yuàn) 作者:楊友進 王卓(zhuó)君
摘要(yào):本文介紹利用(yòng)S7-200SMART PLC輸(shū)出的高速脈衝來控製步進驅動器,從而驅動步進電機運轉,實現精(jīng)確定位(wèi)。此(cǐ)種方式控製簡單,成本低,精度高。
關鍵詞:PLC;步進電機;絲杠(gàng);精確定位
0 引言
PLC 在(zài)自動控製工業領域有(yǒu)著廣泛的應(yīng) 用, 西門子PLC之間通訊較方便, 用PLC 控製的各個單體都(dōu)可以連接成為一(yī)個完整的係統。步進電機的精度雖(suī)然很高,但是也(yě)存在掉步的問(wèn)題,而光電編(biān)碼器對脈衝計數精度要求很高,本次(cì)研究采(cǎi) 用 西 門 子 S7-200SMART 係 列 ST30DC/DC/DC的 PLC來控製(zhì)步進電機。
1 、控製原理
通常(cháng)電機的轉(zhuǎn)子為磁體, 當電流流過定子繞組時,定子繞組產生一 矢量磁場。 該磁場會(huì)帶動轉子(zǐ)旋 轉一角度,使得轉子的一 對磁場方向與定子的磁場方向一致。當定子(zǐ)的矢量磁場旋轉 一個角度, 轉子也之轉(zhuǎn) 一 個角度。
輸(shū)入一個電脈(mò)衝, 電動機轉動一個角度, 前進一步。輸(shū)出(chū)的角位(wèi)移與輸入的脈衝數(shù)成正比, 轉速與 脈(mò)衝頻率成(chéng)正比。 改變繞組通電的順序, 電(diàn)機就會反(fǎn)轉。
因此,可通(tōng)過控製脈(mò)衝數(shù)量、 頻率及電動機(jī)各相繞組的通電順序來控製步進電機(jī)的轉動。 步進電機控製框(kuàng)圖如圖1所示。

圖 1 步進電機控(kòng)製框圖
采用高速脈衝輸出指令來控製步進電機, 利 用(yòng) ST30的 Q0.0輸出高速脈衝,Q0.2控製運動的(de)方向。關於(yú) PLS(脈衝)指令,S7200SMART CPU 使用(yòng) SMB66-SMB85、SMB166-SMB169和 SMB176-SMB179 來 監 視 與 控 製 脈 衝(chōng)串輸出 PTO0、PTO1和脈寬調製輸出 PWM0、PWM1);SMB566-SMB579 用來監(jiān)視(shì)與控製脈(mò)衝串輸出 PTO2 及脈寬調製輸出 PWM2。
2 、係統硬件設計
控製器選用西門 S7-200SMART 係列的 ST30PLC,步進電(diàn)機選用86BYG250D-114,其步距角為(wéi)1.8°,步進驅動器(qì)的型號為 DM860H,帶風(fēng)扇驅(qū)動器,絲杠的螺距為5mm。電氣原理如圖(tú)2所示。

圖 2 電(diàn)氣原理
3 、軟件(jiàn)功能及程(chéng)序
絲杠螺距為5mm,驅動器(qì)設置 400 個脈衝轉(zhuǎn)一圈,速度不是很快,所以(yǐ)采用直接啟動的方法,直接把頻率(lǜ)寫進(jìn)程序即可,不需要用包絡表來控製。高度脈衝程序如圖3所示。對於方向和位移量的控製,把前後兩次的坐標差出來(絕對坐標定位)再換算成脈衝數和方(fāng)向即可。脈(mò)衝數計算(suàn)程序如圖4所示。
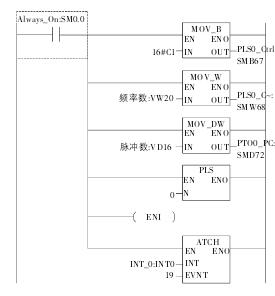
圖 3%%高度脈衝程序
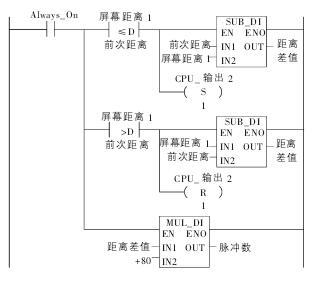
圖(tú) 4%%脈衝數計算程序
為了防止絲(sī)杠螺母副運動到中間斷電坐標數據丟失,把前次坐標放入了 PLC的(de)保護範圍,如圖5所示。
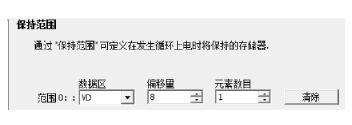
圖 5 PLC 數據保持範圍圖
4、HMI麵板設計
上位機選用西(xī)門子smartline的700IE觸摸屏,通過按鈕操作(zuò)就可以控製電機的速度(dù)、啟動和回零,輸入坐標的過程變量設置為 PLC 的(de)連接輸入距離1。上位機觸摸屏界麵如圖6所示。
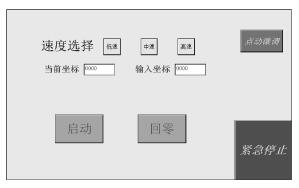
圖 6%%上位機觸摸屏界麵
5 、結語
步進電機的(de)控製方法簡單,既可以用指令(lìng)控製(zhì)也(yě)可(kě)以用向導。一般步進電機都是開環控製,因(yīn)為(wéi)步進電機本身精(jīng)度(dù)很(hěn)高,配合(hé)驅動器(qì)的細分設置可達到更高的精度,如果加上光(guāng)電編碼器配合 PLC 的高速計數(shù)器, 則可以滿足閉環控製的要求。
投稿(gǎo)箱:
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更(gèng)多相關信息
")
業界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據(jù)
- 2024年11月(yuè) 新(xīn)能源汽車銷量情況
- 2024年10月(yuè) 新能源(yuán)汽車產量(liàng)數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年(nián)10月 分地區金屬切削機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量數據