



摘 要: 針對滾動直線導軌副精度保持(chí)性問題,對滾動直線導軌副精度保(bǎo)持性的測量方法與係統實(shí)現進行(háng)了研究。基於布爾沙-沃爾夫模型對精度的檢測方法進行了分析。設計了試驗台測(cè)試係(xì)統的硬(yìng)件和軟件,並對(duì)測試(shì)結果的數據分析進行了介紹。該測試係統的設計為滾動直線(xiàn)導軌副(fù)精度保持性試驗提供了軟硬件基礎。
關鍵詞: 滾動直線導軌副; 測試係統; 硬件設計; 軟件設計
0 引言
滾動直線導軌副(fù)具有定位精(jīng)度高、動靜摩擦係數小、精度保持性高等優點[1],作(zuò)為機床和機械裝置中的導向承載部件,能在(zài)保證機床和(hé)機械(xiè)裝置的運行精度的(de)同時降低驅動(dòng)功率消耗(hào),已成為(wéi)高速精密數控設備的一個關鍵功能(néng)部件[2]。然而(ér),高精度保持性(xìng)的滾動(dòng)直線導軌副 80%以上依賴進(jìn)口,嚴重影響到我國高(gāo)端數控裝備(bèi)的自主研發與國產(chǎn)化[3]。針對這種現狀,設計出滾動直線導軌副精度保持(chí)性試驗台,在此基(jī)礎上(shàng)對試驗台的測控係統進行了設計與分析(xī)。
1 、精度(dù)保持性測量方法
1. 1 精度檢測方法
滾動直線導軌副的精度檢驗主要檢測滑塊移動對基準麵的平行度(dù): 1) 對導軌(guǐ)底麵基準 A 的平行度; 2) 對導軌側麵基準 B 的平行度。將直線導軌緊固在專用平台上,專用表架(jià)的一側平麵緊靠在直線導軌(guǐ)的側麵基準上(shàng),在專(zhuān)用表架上固定指示器,使其測(cè)頭觸及: a) 滑塊頂麵中心處; b) 與導軌側(cè)麵基準 B 同側的滑塊側麵中心處(chù),如圖1。移動滑(huá)塊與專用表架(jià),在(zài)導軌全長上(shàng)檢測。a) 、b) 誤差分別計算,誤差以指示器讀數的最大差值計(jì)[4]。
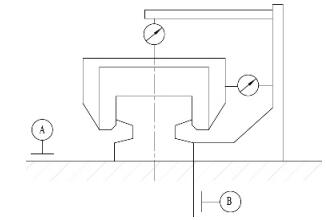
圖 1 導軌基準簡圖
1. 2 平行度變化測量與分析
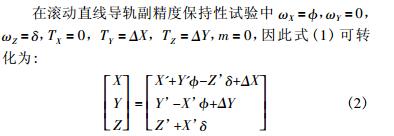
導軌直線度誤差是被測導軌實際線對其理想直(zhí)線的變動量[5]。滾動直線導軌副在使(shǐ)用一定時間後,導軌、滑塊及滾動體之間會產生接觸(chù)變形和磨損,導致滾動體接觸角改變及滑塊位移。以(yǐ)滑塊幾何中心處為原點,分別以垂直(zhí)滑塊側麵、頂麵、端麵為 X、Y、Z 軸建立基準坐標係,假設基準坐標係在 X 軸和 Y 軸方(fāng)向有偏移,並繞 Y 軸和 Z 軸產生偏轉,如圖2所示。根據精度的檢測方法,在 X 軸和 Y 軸的偏移 ΔX、ΔY 即為平行度的變化量,在導軌(guǐ)全長上測(cè)得的 ΔX、ΔY 中,最大的變化量即為滑塊(kuài)對基準麵的平行度。
因此,可根據布爾沙-沃爾(ěr)夫模(mó)型[6-7]對偏轉後的坐標係與基準坐標係建立聯係。試驗中,滑塊相對於導軌的偏轉根據布爾沙-沃爾夫模型可由以下幾步完成:
1) 以 Z’軸正方向看,以 O’為固(gù)定旋轉點,將 O’-X’Y’Z’繞 Z’軸旋轉 ,使經過旋轉後的 X”與 XOZ 麵平行;2) 以 Y”軸(zhóu)正方向看,以 O’為固定旋轉點,將 O’-X”Y”Z”繞 Y”軸旋轉 δ,使經過旋轉後的 Z”與 YOZ 麵平行;3) 將 O’-X#Y#Z#的原點分別沿 X#、Y#和 Z#軸(zhóu)移動ΔX,ΔY,O,使其(qí)與(yǔ)基準坐標 O-XYZ 的原點重(chóng)合。
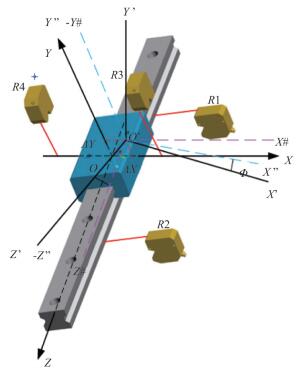
圖 2 導軌副偏轉(zhuǎn)示意圖
因(yīn)為試驗中 ωX、ωY、ωZ 都是小角度,因此(cǐ) sinω≈ω,cosω= 1,由布(bù)爾沙-沃爾夫(fū)坐標轉化模(mó)型可知,如圖 3。
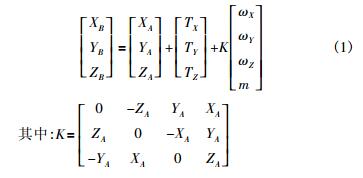
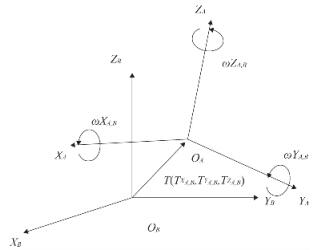
圖 3 布爾沙-沃爾夫模(mó)型示意圖
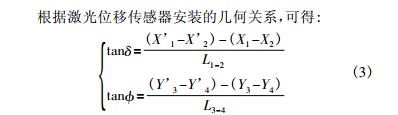
其中: L1-2———位(wèi)移傳感器 R1、R2 激光間的距離;L3-4———位移傳感(gǎn)器 R3、R4 激光間的距離;X1 -X2———傳感器 R1、R2 初始測量值之差;Y3 -X4———傳感器 R3、R4 初始測量值之差。
因此,由(yóu)式(shì)( 2) 和式( 3) 可得平行度變化量 ΔX、ΔY 和轉角(jiǎo)變化(huà)量 、δ,分別取其最大值(zhí)即為滑塊對基準麵的行度。
2 、測量係統(tǒng)機械係統結構
滾動直線導軌副精度保持性試驗台由南京(jīng)理工大學自主(zhǔ)研發,主要包括(kuò)支撐結構、驅動機構、加載機構、潤滑裝置、防撞裝置(zhì)等[8],如圖 4。2 根(gēn)被測導軌副安裝在兩側的轉接(jiē)板上,轉接板可(kě)根據不同的導軌型號進行更換,采(cǎi)用對稱加載機(jī)構模擬實際工況對被測導軌副進行側向加載(zǎi)。滑塊工(gōng)作台麵配(pèi)置 4 個位移傳感器(qì)和 2 個振動傳感器,實時測試導軌副 2 個方向精度變化情況以及精度喪失時的振動信號,以提取(qǔ)精度喪失特征(zhēng)。

圖 4 滾動直線導軌副精度保持性試驗台
3 、測量係統硬件設計
3. 1 測控係統的基本組成
滾動直線導軌副精(jīng)度保持性試驗台的測控係統(tǒng)主要包括控製係統和測試係統(tǒng),具體組(zǔ)成如圖 5。
3. 2 運動控製(zhì)係統(tǒng)
試驗台的運動控製係(xì)統由數控係統、伺服電機、伺服驅(qū)動器、齒輪齒條機(jī)構、限位開關等(děng)部分組成。試(shì)驗台在不同階段以不同的當量速度長期往複運動,數控係統可以控製龍門的行程、速(sù)度、加速(sù)度等,能夠使(shǐ)龍門按照一定的要求往複運行(háng)。當實驗台出現(xiàn)緊急情況,超出預期的行程時,龍門首先會碰到數控係統內(nèi)部設置的 2 個軟限位開關停(tíng)止運動; 若軟限位開關同時失效,龍門繼續前行會碰到床身兩側(cè)的硬限位開關,並可向數控係統發出信號(hào),使(shǐ)伺服電(diàn)動機停止轉動,如圖(tú) 6。
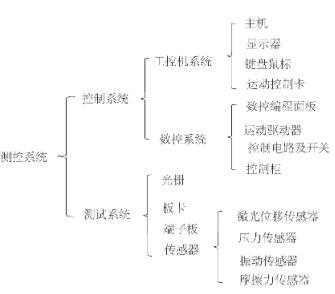
圖 5 測控係統硬(yìng)件基本組成(chéng)圖(tú)
要求往複運行。當實驗台(tái)出現緊急情況,超出預期的行程時,龍門首先會碰到數控係統(tǒng)內部(bù)設置的(de) 2 個軟(ruǎn)限位(wèi)開關停止運動; 若軟限位開關同時失效,龍門繼續(xù)前行會碰到
床身兩側的硬限(xiàn)位開關,並可向數控(kòng)係統發出信號,使(shǐ)伺服電動機停止轉動,如圖 6。
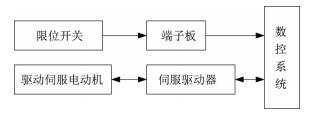
圖 6 運動控製係統硬件框圖、
3. 3 加載力控製係統
試驗台的加載控製係統由加載伺服電動機、伺服驅動器、工控機、運動控製卡、A/D 采集卡、壓力傳(chuán)感器等部分組成。試驗台需要模擬實際工況對被測導軌(guǐ)副進行加載,這種加載通過工控機控製固高運動控製卡驅(qū)動加載伺服電動機來完成,並由(yóu) 2 個壓力傳感器對加載(zǎi)力進行實時監測和反饋。當施加(jiā)的(de)載荷超出允許範圍時,力傳(chuán)感器將信號反饋(kuì)給工業控製計算機,進而對加載(zǎi)力進行調整,如圖 7。
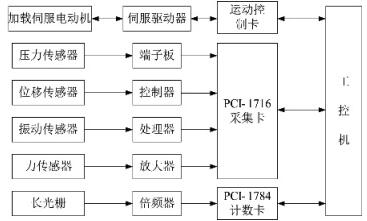
圖7 加(jiā)載與數據采集硬件框圖
3. 4 數據采集係統
試(shì)驗台的數據采集係統由工控(kòng)機、A/D 采集卡、計數卡(kǎ)、位移傳感器(qì)、力傳感器、振動傳感器和長(zhǎng)光柵等部分組成。試驗台選用高精(jīng)度激光位移傳感器來測量滑(huá)塊頂麵和側麵相(xiàng)對於導軌基準麵之間的(de)平行度; 選用高精度力傳感(gǎn)器,將其固定安裝在滑塊(kuài)上一起運(yùn)動即可在線測量預緊拖動力; 振(zhèn)動(dòng)傳感(gǎn)器用來檢測滾動直線導軌副精(jīng)度喪失時的振動信號,提取精度喪失特征; 將長光柵的讀數頭固定安裝在被測導軌副上,實(shí)時監測反饋被(bèi)測導軌副的位置,如圖 7。
4 、測量係統軟件設計
4. 1 平行度測量係統軟件
單(dān)次(cì)平行度檢測,需在測量之前進行參數設置,以方便數據的保存與查找,再根(gēn)據需要(yào)選擇合適的采樣頻率進行數(shù)據采集。每次試(shì)驗龍(lóng)門往複運行 2 次(cì),即測得 4 組數
據(jù)並對其取平均值作(zuò)為本次試驗的測(cè)量結(jié)果,具體流程(chéng)如圖 8。
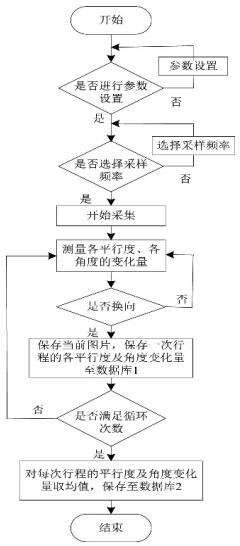
圖 8 單次(cì)精度測量流程圖
在整個精度(dù)保(bǎo)持性的(de)試驗過程中,每次檢測完被測導(dǎo)軌副的精度(dù)指標(biāo),需判斷精度損失量(liàng)是否(fǒu)達到初始精度儲備量的 80% 。若沒有(yǒu)繼續試(shì)驗(yàn),若達到(dào)需取下(xià)被測導軌進行離線檢測(cè)精(jīng)度是否失效,具體流程如圖 9。
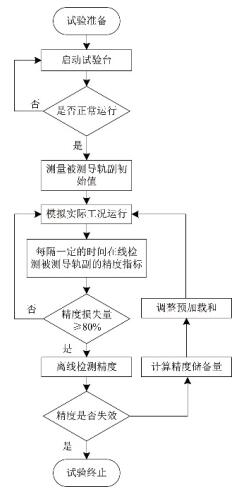
圖 9 滾動(dòng)直線導軌副精度保持性試驗流程圖
4. 2 加載力測量係(xì)統軟件
在試驗的不同階段,根據額定動載荷設置一個(gè)不同的(de)加載力。加(jiā)載力(lì)測量界麵實時顯示 2 個壓力傳感器的值。當(dāng)壓力小於設定值時,選擇(zé)加載,點擊運行按(àn)鈕即可加載,
當壓力達到設定值時自動(dòng)停止加載; 當壓力大(dà)於設定值時,選擇(zé)卸載,點擊運行按鈕即可(kě)卸載。
4. 3 數控係統軟(ruǎn)件
滾動直線導軌副精度保持性試驗台采用西門子數控係(xì)統802C 來控製龍門的往複運(yùn)行狀態。在其程序命令中自主編程,控製龍門的行程、速度(dù)、往複次數等。
5 、測試結果分析
平行度(dù)測量界麵實時顯示 8 個激光位移傳感器的測量值,並在一個行程中實時更新測量的最大值與最小值。通過計算實時(shí)顯示兩組(zǔ)導軌(guǐ)副的滑塊頂麵對導軌底麵基(jī)準的平行度(dù)、滑塊側麵對同側導軌側麵基準的平行度(dù)以(yǐ)及偏(piān)擺角、俯仰角相(xiàng)對初始狀態的變化量及在一個行程中偏擺角、俯仰角變化量的最大值,如圖 10 所示。

圖 10 平行度測量界麵
滾動直線導軌副精度保持性試驗台將(jiāng)采集到的數據以(yǐ)及分析處理後得到(dào)的結(jié)果分別保存到 2 個數據庫,以便按不(bú)同的查找方式進行數據的查找與分析。當查找傳感器采集的原始數據時,在(zài)綜合查詢中選擇要查詢的數(shù)據表,再根(gēn)據查找要(yào)求進行查找,若查找條件滿足導軌唯一性即(jí)確定被(bèi)測導軌的檢測日期、型號和位置時,將同時顯示導軌信息、試驗信息(xī)、檢測信息,如圖 11 所示。

圖 11 原始數據查詢界麵
查詢部分或全部結果時(shí),在打印(yìn)報表(biǎo)界麵執行。當按某一次的(de)測量結果查找時,可按日期(qī)和位置確定唯一的一根導軌進行查找,將隻出現那天的一條記(jì)錄(lù),並顯示該(gāi)導軌的導軌信息、試驗(yàn)時的試驗信息及檢測時的檢測信息,此時打印的報表即為一次試驗的報表; 若查找指(zhǐ)定(dìng)一根導軌的試驗結果時,按導(dǎo)軌編(biān)號查(chá)找( 導軌編號具有唯一性) ,將顯示指定導軌的全部試驗結(jié)果及此導軌的(de)導軌信息,此時打印的報表為單根滾(gǔn)動(dòng)直線(xiàn)導軌副精度保(bǎo)持性試驗的全部結果,包括整個試驗(yàn)過程中側麵平行度、頂麵平行(háng)度、偏擺角變(biàn)化量、俯仰角變化量、當量載荷、當量速度等隨裏程的變化,如圖 12 所示。
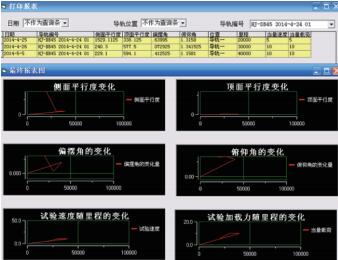
圖12 單根試驗導軌結果查詢界麵
6 、結語
針(zhēn)對滾動直線導(dǎo)軌副精度保持性問題,對精度保持性的(de)檢測方法和係統(tǒng)實現進行了研究。所取得的主要成果如下(xià): 對精度保持性的檢測方法進行了分析; 對滾動直線導軌副精(jīng)度保(bǎo)持性試驗台的測試(shì)係統進行(háng)了軟、硬件設計。為滾動直線導軌副精度保持性試驗台的研製提供了參(cān)考,為滾動直線導(dǎo)軌副精度保持性試驗提供了試驗基礎。
如果(guǒ)您有機床行業、企(qǐ)業相關新聞稿件發表,或進(jìn)行資訊合作,歡(huān)迎聯係本(běn)網編輯部, 郵箱:skjcsc@vip.sina.com


- 2024年(nián)11月 金屬切削機床產量數據
- 2024年(nián)11月 分地區金屬切削機床(chuáng)產(chǎn)量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能(néng)源汽車(chē)銷量(liàng)情況
- 2024年10月 新(xīn)能源汽車產量數(shù)據
- 2024年10月 軸承出(chū)口情況
- 2024年10月(yuè) 分(fèn)地區金屬切削機(jī)床產量數據
- 2024年10月 金屬切削機床產(chǎn)量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
- 機(jī)械加工過程圖示
- 判斷一台加工中心精(jīng)度的幾種辦(bàn)法
- 中走絲線切割機床的發(fā)展趨勢(shì)
- 國產數控係統和數(shù)控機床何去何從?
- 中國的技術工(gōng)人都去哪(nǎ)裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營(yíng)銷,害人害己!不(bú)倒(dǎo)閉才
- 製造業大逃亡
- 智能時代,少談點(diǎn)智造,多談點製造
- 現實麵前,國人沉默。製造(zào)業的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加(jiā)工刀具(jù)補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋(xuán)銑孔加工工藝的區別