


用螺紋堵(dǔ)修複鑄造缺(quē)陷(xiàn)的工藝探索
2018-1-19 來源: 共享裝備股份有限公司 作者:劉傑(jié) 王瑞
摘要:本文介紹了(le)一種用螺紋堵修複鑄造(zào)缺陷的(de)方法,著重闡述了其對有密封要求的鑄件型(xíng)腔(qiāng)的(de)鑄造(zào)缺陷的修複。
關鍵詞:螺紋配合(hé);壓力
瓦(wǎ)錫蘭6L、8L及9L型機架毛(máo)坯鑄件有壓力測試要求。如果油腔漏水,按照規範,產品不符合(hé)要求,為報廢產品(pǐn)。經過對壓力測試不合格的鑄件進(jìn)行分析,發現如(rú)下問題:①油腔漏水點的設計壁厚僅(jǐn)為15 mm;②芯撐設計不合理,外圓過大(dà),導(dǎo)致該處在鐵水澆鑄過程中芯撐沒有(yǒu)完全融合,在注水打壓過程中,隨著壓力增大,高壓水(shuǐ)從芯撐未融合處滲出。
為了能夠降低因水壓不合格造成的產品報廢的(de)損失,本文研究了如何對水壓試驗不合格(gé)的產品進行返修(xiū)的(de)方法。
合機架油腔。嚐試選擇螺紋配合堵對機架油腔進行返修。螺紋有粗牙螺紋和細牙螺(luó)紋之分,在有密封要求的條(tiáo)件下一般選擇細牙螺紋,因粗牙螺紋其(qí)螺距較大,配合間隙大(dà),高壓(yā)水會從螺紋配合間隙中滲出,不利於密封(fēng)。細牙螺紋又(yòu)有(yǒu)直螺紋和錐螺紋之分,錐螺紋在旋(xuán)緊的過程中,其錐度使螺(luó)紋(wén)牙型擠壓,螺紋配合間隙越來越小,遠小於直(zhí)螺紋的配合間隙。
本文所述(shù)瓦錫蘭(lán)6L、8L及(jí)9L型(xíng)機架油腔漏點範圍為西3 mm,結合壁厚12 mm~15 mm,選取(qǔ)ZGl/8螺(luó)紋堵。
1、方案(àn)設計2方(fāng)案驗(yàn)證
在有水壓檢測要求的(de)鑄件型腔壁(bì)上鑲堵,具(jù)體有兩種方式:一(yī)種是過盈配合光堵;一種是螺紋配合堵。本文(wén)所述瓦錫蘭6L、8L及9L型機架,其油腔設計壁厚僅為15 mm,而實際生產出(chū)的鑄件壁厚多為負偏差,也即鑄件實際壁厚一般為12 mm~15 mm.過盈配合光堵必須在配合後定位,而12 mm一15 mm的壁厚滿足不了過盈配合光堵的定位條件;即使可以滿足,在注水打壓過程,高壓水也有可能從(cóng)過盈配合光堵的定位裝置處滲出,故過盈配合光堵(dǔ)不適合機架油腔。嚐(cháng)試選擇螺紋配合堵對機架油腔進行返修。螺紋(wén)有粗牙螺紋和細牙螺(luó)紋(wén)之分,在有密封要求的條(tiáo)件下一般選擇細牙(yá)螺紋,因粗牙螺紋其螺距(jù)較大,配合(hé)間隙大,高壓(yā)水會從螺(luó)紋配合間隙中(zhōng)滲出,不利於密封。細牙螺(luó)紋又有直螺紋和錐(zhuī)螺紋之(zhī)分,錐螺紋在旋緊的過程中,其錐度使螺紋牙型擠壓,螺紋配合間隙越來越小,遠小於(yú)直螺紋的配合間隙。
本文所述瓦(wǎ)錫蘭6L、8L及9L型機架油腔漏(lòu)點範圍為(wéi)西3 mm,結合壁厚12 mm~15 mm,選取ZGl/8螺紋堵。
2、方案驗證
螺紋堵(dǔ)修複方案的實(shí)施過程(chéng)如下:
1)標識:將所有滲漏的鑄件重新進行(háng)水壓檢測,確定(dìng)泄漏點的具體位(wèi)置,在(zài)泄漏點位置中(zhōng)心處打樣衝點標識,並劃出十字延長線標誌,具體如圖1所示。

圖l 泄漏點打樣衝點標識(shí)
2)鑽孔:在第一步標識出的衝點位置鑽ZGl/8螺紋底:E4'8.5 mm,再(zài)用1:16錐鉸刀將4,8.5 mm直孑L鉸成(chéng)錐孔(kǒng),保證錐孔大頭直徑為4,9.2 nlm.最(zuì)後攻ZGl/8螺紋(wén),最終形成如圖2所示的ZGl/8螺紋孔。
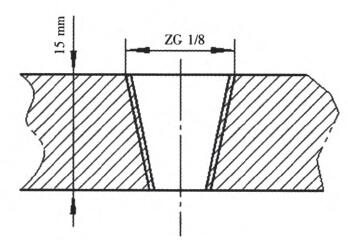
圖2 ZGl/8螺紋
3)螺紋堵製作:用與(yǔ)鑄件母材材質相同的鐵棒,通過機床加工為ZGl/8螺紋堵,且螺紋(wén)堵帶有方頭,如圖(tú)3所示,可(kě)方便操作人員使用扳手擰緊(jǐn)螺(luó)紋堵。
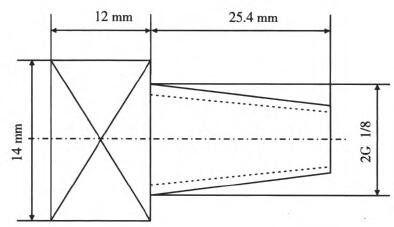
圖3 ZGl/8螺紋堵
4)裝配:將(jiāng)第2步和第3步製(zhì)成(chéng)的ZGl/8螺(luó)紋孔和螺紋堵清理幹淨,塗抹螺紋密封劑後將兩者裝配(pèi)組合並旋緊,並(bìng)去除螺紋堵方頭使螺紋堵(dǔ)與鑄件毛坯(pī)麵齊平。如圖4所示為螺紋堵裝配(pèi)後示意圖。
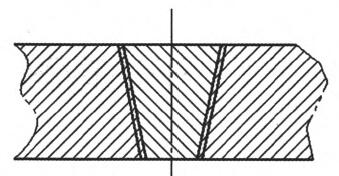
圖4螺紋堵裝配後示意(yì)圖
5)放鬆:沿螺紋堵與螺紋孔配合處一(yī)圈(quān),均布衝四點以破壞部分螺紋配合,從而防(fáng)止螺紋(wén)堵自行退出,具體如圖5所示。
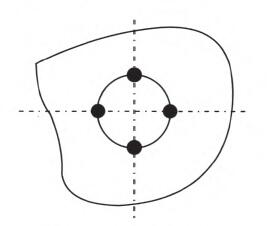
圖(tú)5放鬆衝點示意圖
6)水壓(yā)試驗檢測:重新進行壓力測試,檢測螺紋堵(dǔ)處是否(fǒu)滲漏。經過檢(jiǎn)測,修補後的滲漏鑄件全部合格。
3、結論
本文通過對機架類鑄件滲(shèn)漏點的修複,總結出了一套現實可行的、方便簡潔的修複方案,在鑄件允(yǔn)許修補的情況下,此修補方案可以進行推廣。
投稿箱(xiāng):
如果您有機床(chuáng)行(háng)業、企業相關新聞稿(gǎo)件發表,或(huò)進行資訊合作(zuò),歡(huān)迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行(háng)業、企業相關新聞稿(gǎo)件發表,或(huò)進行資訊合作(zuò),歡(huān)迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
馬")
業界視點
| 更多

行業數據
| 更多
- 2024年(nián)11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 軸承出(chū)口情況(kuàng)
- 2024年11月 基本(běn)型乘(chéng)用車(轎車(chē))產量(liàng)數據
- 2024年11月 新(xīn)能源汽(qì)車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況(kuàng)
- 2024年10月 分(fèn)地區金屬(shǔ)切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據