


鍛壓機床用改性鋁合金的組織與(yǔ)性能研究
2017-5-8 來(lái)源:山西機電職業(yè)技術學院 作者:張 衝
摘要:泡沫鎂改性鋁合金是一種極具應用前景的鍛壓機床用鋁合金。在鍛造過程(chéng)中袁如何優選變形量(liàng)和始鍛溫度至關重要。采用不同(tóng)的鍛壓工藝參(cān)數淵變形量和始鍛溫度生(shēng)產了鍛壓機床改性鋁合金試樣,並進行了顯微組織和力學性能的測試與分析。結果表明袁合金的(de)抗拉強度和屈服強(qiáng)度隨鍛造變形量的增加而(ér)增加,斷後伸長(zhǎng)率則先增(zēng)大後(hòu)減小曰合金的抗拉強度堯屈服強度和斷後伸長率均隨始鍛溫度的提高而先增大後減小。鍛壓機床改性鋁(lǚ)合金的變形量優選為15%,始鍛溫度優選(xuǎn)為 450 ℃ 。
關鍵詞:鍛(duàn)壓機床; 改性鋁合金; 鍛造變形量;始鍛溫度;力學性能
複合材料因其(qí)優異的綜合性能,在實際的工程應用中備受青睞(lài)。 在鍛壓機床領域,複合材料的(de)應用越來越廣泛[1]。 但是(shì),現有的複合(hé)材料往(wǎng)往由(yóu)於(yú)鍛(duàn)壓性能不理想而難以大規模應用。為此(cǐ),迫(pò)切需要開發一(yī)種具有較佳鍛壓性能的複合材料,泡沫鎂作為一種新型材料袁由(yóu)於(yú)兼具金屬特性和多孔結構(gòu)袁具有優異(yì)的物理和力學性能袁在減震降噪堯吸收(shōu)衝擊能堯電(diàn)磁屏蔽等方麵具有良好的應用。但是,關於泡沫鎂在(zài)鍛壓機床用複(fù)合材料(liào)中的應用研究還鮮有報道。為此,本文嚐試在鍛壓機床用鋁合金中添加(jiā)適量泡(pào)沫鎂,研究鍛壓機(jī)床改性鋁合金在不同鍛(duàn)壓工藝下的顯微組織和力學性能。
1 試驗材料與方法
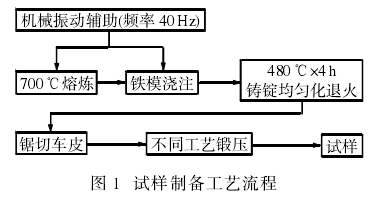
采用工業級原料鋁(lǚ)鎂矽和泡沫鎂(měi),原(yuán)料的配比如表 1 所示。在 100kg 井式(shì)電阻爐中熔煉用鋁基複合(hé)材料。 為了使泡沫鎂能更好地分散在基(jī)體材(cái)料中,熔煉和澆注過程中均(jun1)采用機械振動, 振動頻(pín)率為 40Hz,獲得鍛壓機床用鋁基複合材料鑄錠。鑄錠毛坯的尺寸為 準100mm伊500mm。 鍛壓(yā)機床改性鋁合金的鍛造試樣製備工藝流程如圖 1 所示。試樣的(de)鍛造工藝參數如表 2 所示。
表 1 原料配比(質量分數(shù),%)

采用不同鍛(duàn)造工藝製備的鍛壓機(jī)床改性鋁合金試樣,經線(xiàn)切割打磨拋光後,在 PG18 型金相顯微鏡上觀察(chá)顯微組織,並用 Image Pro Plus 軟件統計平均晶粒尺寸。 試樣的鍛造性能測試, 以不同工藝下的拉伸試驗進(jìn)行表征, 在 BJDW-10 型電子萬能試驗機進行室溫(wēn)拉(lā)伸試驗,並用 JSM6510 型掃描電子顯微鏡觀察拉伸斷口並拍照。
表 2 試樣鍛造工藝參數
2 試(shì)驗結果及討論
2.1 顯(xiǎn)微組織
采用不同鍛造工藝製備的鍛壓機床改性鋁合金,試樣的顯微組織照片如圖 2 所示。 試樣(yàng)的平均
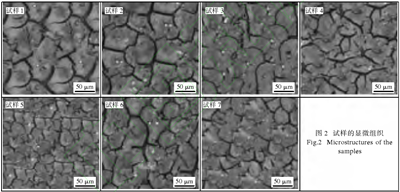
晶粒(lì)尺寸統計結(jié)果(guǒ)如(rú)圖 3 所示。從圖 2.3 可以看出,鍛(duàn)造工(gōng)藝對鍛壓機床改性鋁(lǚ)合金的顯微組織產生明顯影(yǐng)響。 當鍛造變形量為(wéi) 0試樣 1時,即試樣(yàng)未進行鍛壓時,試樣的(de)顯微組織為較粗大的枝晶晶粒。隨著鍛造變形量從 0 逐漸增加到 18%試樣 1~5,鍛壓機床改性鋁合金試樣的晶粒發生變形,顯(xiǎn)微組織由(yóu)枝晶組織變為變形(xíng)組織。隨著變形量的(de)逐漸增大,鍛壓機床改性鋁合金(jīn)試樣(yàng)的組織變形愈發明顯,枝晶晶粒被破碎成更細小的晶粒,使得晶粒得到細化,並使鍛壓機床改性鋁合(hé)金試樣的組織均勻(yún)性得到(dào)改善,這對提高試樣的拉伸性能極為有利[2-3]。 此外,從圖 2.3 還可以看出,當變形量為 15%時,保持其
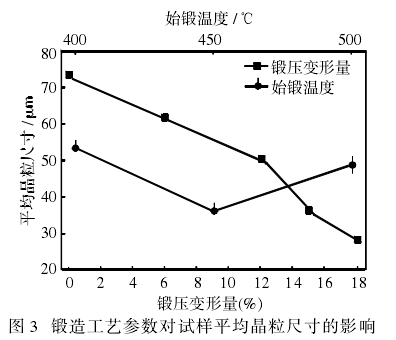
工藝參數不變的前提下, 隨著始鍛溫度從 400℃增加至 500℃ 試樣 6、4、7, 複合(hé)材料試樣的(de)晶粒(lì)呈現出先減小後增大的變化趨勢, 試樣的組織均勻性先提高後(hòu)下降/ 這主要是因為鍛壓機床改性鋁合金需要合適的鍛造溫度範圍才能使材料具有較好(hǎo)的塑性和較小的變形抗力(lì), 如果始鍛溫度過低將容易(yì)引起加工硬化(huà),從而使鍛造過程中的(de)變形不充分,起晶粒粗(cū)化(huà)和組織分布不均勻,降低(dī)複合材料的性能.如果始鍛(duàn)溫度過高,鋁(lǚ)合金鍛(duàn)造過程中承(chéng)受的能量過(guò)高,從而不可避免(miǎn)地使晶粒粗化[4-7].因此,鍛壓機床改性(xìng)鋁合金在鍛造過程中(zhōng)需要選擇適當的鍛造(zào)變形量和始鍛溫度等工藝參數。
2.2 力學性(xìng)能
采用不(bú)同鍛造工藝製備的鍛壓機(jī)床改(gǎi)性鋁合金, 試樣的室溫力學性能測(cè)試結果如圖 4 所示. 從圖 4 可以看出, 鍛造工藝對鍛壓機床改性鋁合金的屈服強度,抗(kàng)拉強度和斷後伸長率均有明顯的(de)影響.隨鍛造變(biàn)形(xíng)量(liàng)從 0 增加至 18%,鍛壓機床改性鋁合(hé)金的抗拉強度和屈服強度(dù)逐漸增加, 而伸長率先(xiān)增加後減小。 隨始鍛溫度從 400℃增加至 500℃,鍛壓機(jī)床改性鋁合金的屈服強度。 抗拉強度和斷(duàn)後伸長率均呈現出先增大後減小的變化(huà)趨勢。 這主要是因為根據 Hall-Petch 公式, 材料的強(qiáng)度與晶粒尺寸(cùn)之間存在顯著的線性對(duì)應關係。如前所述,隨鍛造變形
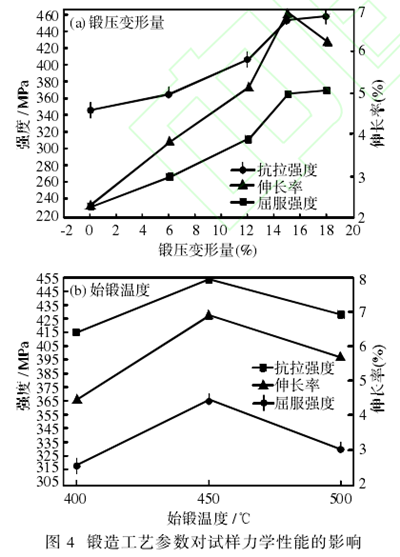
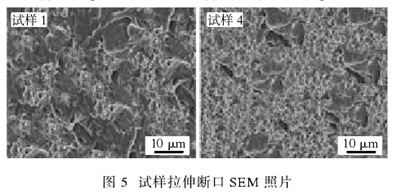
量(liàng)的增加(jiā), 鍛壓機床改性鋁合(hé)金的平(píng)均晶(jīng)粒尺寸逐漸減小,隨始鍛溫度的提(tí)高袁鍛壓機床改性鋁合金的平均晶粒尺寸先減小後(hòu)增大。當晶粒尺寸增大,材料(liào)的強度降低(dī),當晶粒尺寸減小,材料的強度提高。 而(ér)材料的斷後伸長率不僅與晶粒尺寸相關, 而且還與材料的內部結構有關。當鍛造變形量過大時,材料的內部組織均(jun1)勻性明顯(xiǎn)變差, 從而使得材料在拉伸過(guò)程中的斷後伸長率非但不隨鍛(duàn)造變(biàn)形量的增大而增(zēng)大,反而降低[8]。 當鍛(duàn)造變形量(liàng)為 15%時,斷後伸長率達到最大值6.9%。 與未進行鍛造時即鍛造變形量為 0相比,鍛造變形量為 15%時,鍛壓機床改性鋁合金的抗拉強度從 346 MPa增至 453 MPa,增加了 31%屈服強度從 232MPa 增至 365MPa,增加了(le) 57% 斷後伸(shēn)長率從(cóng) 2.3%增至 6.9%, 增加了200%。 由此可以看出,選取適當的鍛造變形(xíng)量(liàng),有助於顯(xiǎn)著提高鍛壓機床(chuáng)改性(xìng)鋁合金(jīn)的力學性能。 圖 5是未進行鍛造時即鍛造變形量為 0的鍛壓機床改(gǎi)性鋁合金試樣 1 與鍛(duàn)造變(biàn)形量為 15%,鍛造溫度為(wéi)450 ℃ 的試樣 4 的室溫拉伸斷口 SEM 照片。 從圖 5可以看出(chū),未進行鍛造與鍛(duàn)造後的鍛壓機床改性鋁合金, 在室溫拉伸後(hòu)斷口都是由韌窩和解離台階組成, 表現出較為明(míng)顯的韌性斷裂和脆性斷裂共存(cún)的混合斷裂特(tè)征, 但(dàn)是,與未進行鍛造時(shí),即鍛造變(biàn)形量(liàng)為 0 的複合材(cái)料相比, 采用鍛壓(yā)造變形量為15%,鍛造溫度為 450℃的鍛造工藝獲得的鍛壓機床改性鋁合金的拉伸斷口中韌窩明顯變細, 表現出更好的拉(lā)伸性能。 這與試樣的拉伸試驗結果一致。
3 結論
(1)鍛造工(gōng)藝參數對鍛(duàn)壓機(jī)床改(gǎi)性鋁合金的顯微組織和力學性能產生明顯影響。鍛壓機床改性鋁合金的抗拉強度和屈(qū)服強度隨鍛造變形量的(de)增加而增加,隨始鍛溫度的提高是先增大後減(jiǎn)小,鍛壓機(jī)床改性鋁合金的斷後伸長率隨鍛造變形量增加或始鍛溫度提高是先(xiān)增大後減小。
(2) 鍛(duàn)壓機床改(gǎi)性鋁合金的鍛造變形量優選為15%,始鍛溫度優(yōu)選為 450 ℃ 與未鍛造相比,該工藝下(xià)獲得的鍛壓機床改性鋁合金抗拉強(qiáng)度從 346MPa 增至 453 MPa, 增(zēng)加了 31% 屈服強度從 232MPa 增至 365 MPa, 增加了 57% 斷(duàn)後(hòu)伸長率從2.3%增至 6.9%,增加了 200%。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com
更多(duō)相關信息
金馬")
業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量(liàng)數據
- 2024年11月 分地區(qū)金屬切削機床(chuáng)產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車(chē))產量數據
- 2024年11月 新能源汽(qì)車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據(jù)
- 2024年10月 軸承出口情(qíng)況
- 2024年(nián)10月 分地區(qū)金(jīn)屬切削機床(chuáng)產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基本型乘(chéng)用車(轎車)產量數據