


汽車氣缸體鑄件缺(quē)陷防治與對策
2018-1-10 來源:哈爾濱東安汽車動力(lì)股份有限公司 作(zuò)者:薑 勇
【摘 要】 汽車氣缸體(tǐ)和(hé)氣缸蓋是由灰口鑄鐵鑄成的多薄壁零件。發動(dòng)機在工作時,由於燃料的燃燒,氣缸體和氣缸蓋在工(gōng)作(zuò)中承受高溫、高壓和交變載荷,以及鑄件內部殘餘(yú)內應力的作用,使用一段時間後或汽車使用操作不當,維護(hù)保養不及時,就會使氣缸體和氣缸(gāng)蓋出現缺陷。氣缸體或氣缸蓋存在缺陷時,輕者會使汽車出現漏油、漏氣現象;嚴重時汽車不能啟動或發動機(jī)運(yùn)轉無力(lì)。其常見缺(quē)陷的原因及(jí)檢修方法如下。
【關鍵詞(cí)】 汽車;氣缸體;鑄(zhù)件(jiàn)缺陷;防治對策
鑄(zhù)造零件在澆注過程中(zhōng),由於各種原因容易(yì)造成砂眼、氣孔、局部疏鬆(sōng)、夾渣(zhā)、裂紋等鑄(zhù)造(zào)缺(quē)陷,嚴重影響鑄件質量。鑄造缺陷有些是外(wài)露的,可通過機械加工予(yǔ)以修複,而有些內部缺陷往往需要在精加工或(huò)使用(yòng)過程中才(cái)能發現,給修複造成很大困難(nán),嚴重時還會造成廢品,給企業帶來較大的經濟損(sǔn)失。鑄造缺陷產生的部(bù)位和嚴重程度決定了鑄件是否可以修(xiū)補或直接報廢。隨著新(xīn)技術、新材料的發展和應(yīng)用,對鑄件缺陷的修複又有了許多新(xīn)的方法。本文主要介紹對氣缸體(tǐ)灰鑄鐵鑄件不同的鑄造缺陷(xiàn),並提出了(le)相關的措施(shī)。
1、汽車氣缸體鑄件缺陷(xiàn)分析
1.1 主軸承座孔磨損
主軸承座孔磨損的原因主要有三個方麵:一是由於軸瓦與座孔配合鬆動;二是由於發(fā)動機發生燒瓦故障(zhàng),軸瓦隨曲軸轉動造成(chéng)的;三是由於氣缸體變形引(yǐn)起主軸承座不同心。
1.2 氣缸體裂紋
由於發動機(jī)在(zài)工(gōng)作過程中(zhōng)過熱,如果突(tū)然遇到驟冷(lěng)(如向發動機潑冷(lěng)水),就會導致氣缸(gāng)體發生裂紋。另外冬季停車後冷卻水未放淨,也會造成氣缸體凍裂。
1.3 氣缸體(tǐ)穿孔
氣缸(gāng)體穿孔一般是(shì)由於事故引起的。例如發(fā)動機工作時,如(rú)果連杆螺栓鬆動或折斷、連杆折斷等,所產生的衝擊力也會造成氣缸體穿孔。
2、缺陷原因(yīn)分析
氣缸(gāng)蓋廢品比較高,其主要廢品(pǐn)是氣孔,占總廢品的80% 以上,缸蓋廢品氣孔產生的原因很多,但主要原因是缸蓋內腔水套芯發(fā)氣量大,而且砂芯的排氣不好,缸蓋澆注時(shí)鐵液鑽通氣針(zhēn)。在缸蓋上部產生氣(qì)孔(kǒng),要解決缸蓋氣孔廢品,也應通過減少砂(shā)芯發氣和加強排氣防(fáng)止(zhǐ)鐵液(yè)鑽入通氣(qì)針。氣缸(gāng)蓋鑄件滲漏缺陷部位通過解剖鑄件,利用放大鏡及電(diàn)子顯微鏡等(děng)工具進行觀察和(hé)分析,滲漏主要與砂眼、氣(qì)孔、縮鬆、雜質等缺(quē)陷有關。
3、汽車氣缸體鑄件缺(quē)陷的防治措施(shī)
3.1 加強電爐熔煉(liàn)的(de)原材料質量控製
消除(chú)一切可能提高鐵水含氮(dàn)量,潛在因素加強監控廢鋼質量,不用鏽蝕嚴重的;增碳劑實行批(pī)次檢查,嚴控增碳劑含氮量;適當調整廢鋼配料比例(lì),降(jiàng)低原鐵水中氣體含量;②減少可能增加鐵水中氫含量的途徑:對(duì)澆包實行點(diǎn)檢管理,保證澆包使用時幹燥;各種原輔材料在存放、使用過程中保證材料的幹燥;
3.2 鑄造(zào)過程的(de)質量控製
1)鑄造公(gōng)司必須組建氣缸體(tǐ)產品開發項目組,集中力量進行產品開發。按照APQP的要求開展工作。抓住鑄造工藝設計及評審、模具設計及評審(shěn)、模具驗收及調試等關鍵環節,為鑄件的開發成功奠定了基礎。2)質量控製文件的編寫和落實(shí)。組(zǔ)織相關人員,分工合作(zuò)。編寫了所有的質(zhì)量控製文件(jiàn),在實(shí)際調試中使各部門的工作有文件作指導,並作好記錄(lù),出(chū)現問題可以追溯原因,也為文件的修訂和完善提(tí)供了依據。3)鑄件的檢驗。鑄件清(qīng)理後,采用三維掃描(miáo)比對(duì)的方式進行尺(chǐ)寸檢查。內腔的尺寸需要解剖後進行掃描比對;細致的(de)檢測采用(yòng)三坐(zuò)標進行。按照要求對鑄件進行本體取樣和檢(jiǎn)測,如圖1 所示。
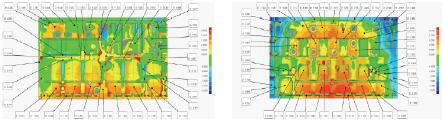
圖1 鑄件的(de)掃描檢測
3.3 完善製芯、組芯工藝,覆膜砂高溫性能入(rù)廠檢測
鑽芯是指鐵水在澆注過程中通過砂芯配合間隙鑽入砂芯(xīn)空腔或者型腔中,鐵水燒壞砂芯壁薄處(chù),導致鑄件易(yì)形成澆不足、鐵包皮或氣孔(kǒng)缺陷,鑽芯的危害性極大,既浪費鐵液又影響生產。BL18T 氣缸體(tǐ)生(shēng)產初期鑽芯問(wèn)題嚴重時,不良率高達50% 以上,其中鑽芯廢品占廢品的80%。
1)完善製芯(xīn)工藝,嚴(yán)格檢查,發現主體芯沾加熱棒,馬上清理,每隔20min 檢查一次。2)檢查主體芯頂杆處是否有裂紋(wén),扔掉裂紋砂芯,把頂杆調到要求長(zhǎng)度。3)每次新更換模具時,要求必須測(cè)量主體芯,主體芯頂杆坑深度≤ 0.6mm,要求每50 件檢查一次主體芯壁厚,主體芯壁厚≥ 6.0mm。4)主體芯模具溫度設定在280℃~ 330℃之間,砂芯固化時間120s ~ 150s,嚴防熱芯盒模具的(de)變形。覆膜砂的高溫性能決定了砂芯在澆注條件下的狀態,高溫性能不良在澆注時會變形、開裂、斷芯等,直接影響鑄件(jiàn)質量與成品(pǐn)率(lǜ)。如果覆膜砂入廠(chǎng)隻檢測常溫性能,檢測(cè)起不到有效的控製作用。通過購買高溫性能儀,對覆膜砂的(de)高溫性能進行檢測,製定出合適的控製範圍,每批入廠覆膜砂都對其常溫(wēn)性能和高溫性能進行檢測,同時與廠家進行對(duì)標,統一操作方法(fǎ),這樣(yàng)能有效的控製由於砂芯引起的各種(zhǒng)缺陷。
3.4 氣(qì)孔的改良措施(shī)
油路芯集中氣孔較多,見圖(tú)2,為了消除(chú)氣孔,先在此處安設了扁氣眼針(zhēn),見圖(tú)3,雖然有(yǒu)助於改善氣(qì)孔問題,單(dān)效果較小,同時造成該處(chù)清理困難。後來將該處增加強筋,取消扁氣眼針,該處氣孔缺(quē)陷有(yǒu)名明顯的改(gǎi)善,同時解決(jué)了打磨困難的問題,見圖4。

圖(tú)2 油路芯氣孔
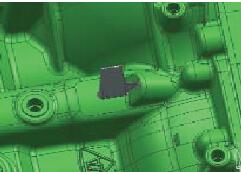
圖3 油路芯氣孔圖
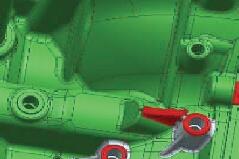
圖4 油路(lù)芯氣孔
所以,排氣針在氣(qì)缸體上分布應(yīng)盡可能的合(hé)理,不是(shì)排氣針越多越好。但減(jiǎn)少了排(pái)氣針,如何保障(zhàng)鑄件的排氣(qì)麵積呢?我們采(cǎi)用了目前先進的模具設計理念,將排氣針設(shè)置在鑄型(xíng)外側(cè),把排氣引(yǐn)向非鑄件形成區域,將鑄件形成區域(yù)的排氣針盡可能(néng)的取消。
綜上所述,在主體芯之間增加“凸凹”配合防火槽,取消組(zǔ)芯工藝難度大結構複雜鑄件主體芯之間的次(cì)級分配直澆道及其上內澆道,可以(yǐ)有(yǒu)效解決鑽芯問題。覆膜砂(shā)的高溫性能決定(dìng)了砂芯在澆注條件下的狀態(tài),直接影響鑄件(jiàn)質量與成品(pǐn)率(lǜ),必須對覆膜(mó)砂的高溫性能進行(háng)入廠檢測並製定出合適的性能指標控製範圍。在(zài)上箱工藝孔上安置彈性(xìng)耐高溫特種墊片,既解決了型芯配合尺寸問題又有效(xiào)解決工藝孔排氣問題,將鑄件形(xíng)成區域的排氣針盡可能的取消,將排氣針設置在鑄型外側,把(bǎ)排氣引向非鑄件形成區域(yù),排氣效果頗佳。
投稿箱:
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點(diǎn)
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年(nián)11月(yuè) 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年(nián)10月 新能源汽車產量數(shù)據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產(chǎn)量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據(jù)
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機(jī)械加工過程圖(tú)示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割(gē)機床的發展趨勢
- 國產(chǎn)數控係(xì)統和數控機床何去何(hé)從?
- 中國的技術工人都去(qù)哪裏了?
- 機械老板做(zuò)了十多年,為何還(hái)是小作坊?
- 機械(xiè)行業最新自殺性(xìng)營銷,害人(rén)害己!不倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現(xiàn)實麵前,國人沉默。製造業的(de)騰飛,要從機床
- 一文搞懂數控車(chē)床加工(gōng)刀具補償(cháng)功能
- 車床鑽孔攻螺紋加(jiā)工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區別