


刀具長度補償(cháng)在數控銑削中的應用
2022-5-27 來源: 蘭州石化職業技術學院 作者:倪春傑,李 潤
摘要: 針對多把刀加工零件的難點,詳細闡述了(le)刀具長度補償的(de)意義(yì)、應用方法和注意事項,通過在華中 HNC-818B係統數控銑床上的實際加工,驗證了標刀長度補償法的正確性和實用性,為數(shù)控銑床和加工(gōng)中心的零件加工(gōng)提供指導和參考。
關鍵詞: 刀具長度補償; 數控銑床; 對刀; 刀補設置
0 引言
隨著製造業的轉型升(shēng)級(jí)和結構調整(zhěng),加工(gōng)中心在企業中的應用越來越廣泛。加工中心與數(shù)控銑床(chuáng)的區別(bié)在於加工中心有刀庫和自動換刀裝置,具有多工序高度集中的工藝特點,在實際生產中(zhōng)為了提高生產效率和保證加(jiā)工質量,常常(cháng)會使用多把刀加工工件,刀具長度補償是實現多刀具在長度位置上統一的重要手段。筆者重(chóng)點研究多把刀具長度(dù)補償時的標(biāo)刀長(zhǎng)度補償法,為更好地理解和應用刀具長度補(bǔ)償,高效(xiào)加工、質量控製具有一定的參考(kǎo)價值(zhí)和實際意義。
1、刀具長度(dù)補償的原因(yīn)
不同(tóng)規格的刀具( 如圖 1 所示) ,以及同一把刀具重新裝夾後或刀具磨損後,刀(dāo)具的長度都會發(fā)生變化。如果給(gěi)每一把(bǎ)刀建立一個工件坐標係,刀具較多時會浪費大量的對刀時間。如果采用同一個工件坐標係進行編程加工,需使用(yòng)刀具長度補償功能。
2、標刀長度(dù)補償法
2.1 標刀對刀
在多把刀具中確定一把刀為標刀,並對標刀進行對刀操(cāo)作、存儲對刀值到零點偏置寄存器( 如 G54) 中。
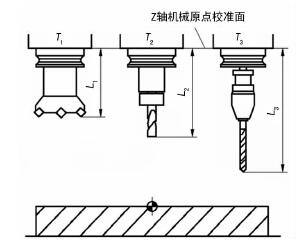
圖 1 多種規格刀具長度不同示意圖
2.2 刀具長度補償的實施
第一步(bù),獲取各刀的長度補償值。如圖 2 所示,方法一: 各刀具刀尖相對於主軸端麵的長度 Ln( n 為各刀的刀號,以下同(tóng)) 可以利用百分表測得(dé)],也可以采用機外對刀儀測得。非標刀相對於標刀的長(zhǎng)度補償值 Hn= L非標刀-L標刀。方法二: 試切對刀或者利用Z 軸設定器等對刀工具對刀獲得同一高度 時各刀(dāo)的 Zn。非標刀相對於標刀的(de)長度補償值(zhí) Hn= Z非標刀-Z標刀。
第二步,將 Hn分別存入各刀長度補(bǔ)償寄存器位置,標刀的(de) H 值為 0。
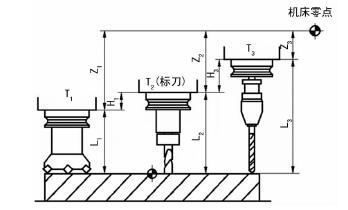
圖 2 刀具長度補償
第三步,華中和(hé) FANUC 數(shù)控係統程序用 G43Z××H×指(zhǐ)令建(jiàn)立長度補償,用 G49Z××指令撤銷長(zhǎng)度補償。
3、刀具長度補(bǔ)償應用實例
某零(líng)件如圖 3 所示(shì),毛坯為直徑140×365 盤(pán)料。
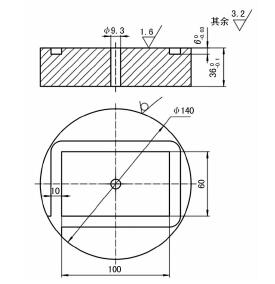
圖 3 零件加工(gōng)圖紙
采用三把刀加工,如圖4所示,自下而上T1為(wéi)直徑63 麵銑刀,銑上表麵; T2為直徑10 立銑刀,銑直槽; T3為直徑9.3 鑽頭(tóu),鑽通孔。采用華中 HNC-818B 係統數控銑床加工。
3.1 標刀對刀
選取 T1為標刀,對刀到毛坯上表(biǎo)麵中心,如圖 5所示,機床實際 Z 坐標(biāo)為 Z-309.472。Z 向預留 0.5mm 加工餘量,因此,存儲到 G54 中的坐標為X-257.72,Y-124.722,Z-309.972。
3.2 獲得長度補償值
如圖 6 所示,T2、T3對刀到同一上表麵時,機床實際 Z 坐(zuò)標分別為 Z-277.697 和 Z-165.667

圖 4 三把加工刀具 圖 5 標刀 T1對刀

圖 6 非標刀 T2對刀(dāo) 圖 7 非標刀 T3對刀
由此可得,H1= 0; H2= (-277.697)-(-309.472)= 31775,考慮試切對刀有(yǒu)過(guò)切,再預留 0.5 的餘量,H2設置為 32.275; 同理 H3= (-165.667)-( -309.472)= 143.805,再 留(liú) 0.5 的餘量(liàng),H3設置為(wéi)144.305。H 值為正說明非(fēi)標刀比標(biāo)刀長,需要向上補償,H 值為負,則非標刀需要向下補償。
3.3 存儲長度(dù)補償值
在刀補表中(zhōng)分別存入 H2和 H3值,如表 1 所列。
表 1 刀(dāo)補表存儲(chǔ)的(de)長度補償值

3.4 實際加工(gōng)情(qíng)況
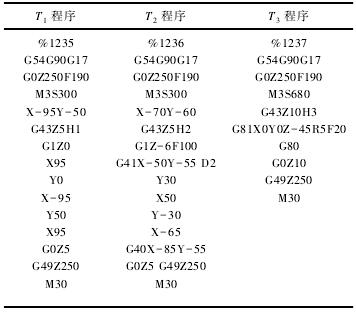
手動(dòng)換刀加工,數控程序如表 2 所列(liè)。
表 2 三把(bǎ)刀的加工程序
加工結果如圖8 所示,6 mm 深(shēn)的直槽測量結果為5.66 mm,分析原因應為試切對刀(dāo)時的過切造成的。

圖 8 零件(jiàn)加工結(jié)果
為滿足(zú)直槽的公差要求,T2的(de)“長度磨損”設置了-0.325,如圖 9 所示。加工程(chéng)序不變,再次運行 T2程序,該尺(chǐ)寸合格。

圖 9 長度磨損補償的設置
4、注意事項
在刀具長度補償實際應用中,應(yīng)注意(yì)以下幾點:①為避免(miǎn)刀具更換出錯,通常加工用的(de)刀具(jù)應事先編(biān)號,並和(hé)程序中的刀具號以及刀補對應的刀具參數一致; ②為防止標刀(dāo)因加工損壞而增加對刀時間,可以設(shè)置一把不參與加工的專用標(biāo)刀; ③為防止對刀(dāo)麵被去除而無法中途對刀,也(yě)可選擇工件之外的某個特定表麵對刀獲得長度補(bǔ)償值; ④為(wéi)防止刀具長度補償距離不夠而撞刀,程序中的安全高度(dù)( 如實例程(chéng)序中的G0Z250) 數值要大於最(zuì)大的(de)長(zhǎng)度補(bǔ)償值( 如(rú)實例中的144.305) 。
5、結 語
刀具(jù)長度補償不僅可以用於數控銑(xǐ)床,還可以用於加工中心,實例中的程序隻需增加自動換刀(dāo)指令,再將三個程序按順(shùn)序編寫為一個程序即(jí)可用於加工中(zhōng)心自動換刀加工。當采用前文提到的機(jī)外(wài)對刀儀測量刀具長度時,可大量節省占用機床測量刀具長度的時間,從而提高生產效率。控製長度補償值即可有效控製零件的深度尺寸,又可用於分層加工。刀具長度補償的方法(fǎ)很(hěn)多,隻有充分理解刀具長度補償的意義,才能更好地應用於生產實際(jì)中(zhōng)。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更(gèng)多相關信息

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機(jī)床產量數據
- 2024年11月 軸承出口情況(kuàng)
- 2024年11月 基本型乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新能源汽(qì)車產量數據
- 2024年11月 新能源汽(qì)車銷量情況
- 2024年(nián)10月(yuè) 新能源汽車產量數據
- 2024年10月 軸(zhóu)承(chéng)出口情況
- 2024年10月 分地(dì)區(qū)金屬切削機床產量(liàng)數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃
| 更多