


刀具壽(shòu)命控製(zhì)在生產線中的應用
2022-5-19 來源(yuán):中國航發(fā)西安動力控製科技有限公司60分廠 作者:田(tián)東縉,王新輝,王震
摘要:隨著生產線技術的(de)廣泛(fàn)應用,高產出比和無人化加工已成為加工行業發展的趨勢,隨之引發的是人們對質量的高度關注,影響零件加工質量(liàng)的最小(xiǎo)控製單元——刀具,已成為我們重點研究的對象。以刀具壽命(mìng)為切入點(diǎn),通過分析刀具的失(shī)效狀態,確(què)定影響刀具磨損、破損的關鍵因素,製定刀具壽命的控製方法,確保在使用刀具的過程中對(duì)各個環(huán)節的實時跟蹤,為生產線的正(zhèng)常運行奠定良好的質量保(bǎo)證基礎。
關鍵詞:刀具(jù)失效;磨損;破損;刀具(jù)壽命管理
1、序言
隨(suí)著數控行業向數字化(huà)、智能化方向的發展,生產線技術已廣泛應用於加工行業的各個領域,生產線技術可以簡化生產布局,減少人員數量,生產線內產品均衡連續加工,可以有效縮短零件的加工周期,提高零(líng)件(jiàn)的加工效率,且成本低。為了提高複雜殼體的加工效率,縮(suō)短零(líng)件(jiàn)的加工周期,依托(tuō)國家專項資金,建立複雜殼(ké)體加工自動生產線,但(dàn)在建立(lì)過程中,考慮到零件加工的穩定性和可靠性,必須對加工質量的最小(xiǎo)單元——刀具,進行實時跟蹤,才能有效保(bǎo)證零件的加工質量(liàng),確保生產線(xiàn)的順利運行。
2、刀具壽命控製
2.1 必(bì)要性
衡量刀具性能的重要指標——刀具壽命,不僅影響零件的加工效率,而且對於產品的質量至關重要,針(zhēn)對生產線而言,刀具(jù)壽命是質量控製的重點關注(zhù)對象。在生(shēng)產線正常(cháng)加工過程中,都無(wú)人幹預,如果刀具出現質量(liàng)問題不能及時被發現,輕則(zé)會出現成批(pī)性質量問題,重(chóng)則會(huì)造成設備撞擊事件。因此,必(bì)須嚴格(gé)控製刀具壽命(mìng),實時(shí)跟蹤刀(dāo)具的切削狀態(tài),對刀具的使用狀況進行在線控製,對加(jiā)工過程中出現的刀具磨損或(huò)破損現象,及時預(yù)警更換,才能更好地保(bǎo)證零件的加工進程,確(què)保零件在加工過程中,不會因刀具壽命出現質量問題。
2.2 現狀
傳統的加工方式(shì)一般為單機單人操作,加工過程中,主要依靠工人(rén)憑借加工經驗對刀具進(jìn)行實時監控和更換,因此對於刀具壽命也無量化要求,隻單憑工人的加工經驗和感覺。
(1)刀具失效的形式
刀具失效是指刀具使用一段(duàn)時間後,在切削過程中,刀具刃部失去切削能力,常見的刀具失效形式有刀具磨(mó)損、破損和刀具品質不良。刀具磨損是刀(dāo)具的刃部在切削一段時間後,切削能力下降,不能滿足所加工的尺寸和表麵粗糙度要求,如圖1所示。出現此類現象(xiàng),就需要及時(shí)更換刀具,防止刀具出現破損(sǔn)現象,對於殼體加工而言,刀具磨損主要表(biǎo)現在(zài)所加工的零件尺寸不合格、加工表麵(miàn)粗糙度不能滿足圖(tú)樣要求。
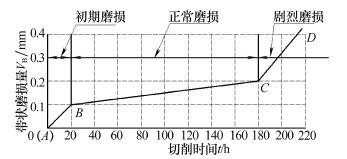
圖(tú)1 刀具磨損過程曲線
刀具破損是刀具磨損到一定程度後,仍繼續使用,由於切(qiē)削力和切削溫度周期性衝擊,刀具出現劇烈磨損,切削熱急劇升高,刀具材料內部應(yīng)力發(fā)生突變,引起切削刃和刀麵的破損,常見的表現形(xíng)式有:崩刃、剝落、裂(liè)紋破碎、折斷等。這種現象會直接導致刀具、零件報廢,甚至會影響設備的加工精度,造成較大的經濟損失。因此,在加工過程中(zhōng),必須重點控(kòng)製該類現象的發(fā)生。
刀具品質不良是指刀具廠(chǎng)家所生產的刀(dāo)具本身質量不能(néng)滿足加工要求,主要(yào)表現在切(qiē)削性能不能達到使用要求,刀具參數(shù)不符合切削要求,容易出(chū)現刀具灼(zhuó)傷或斷裂的現象,此類刀具在使用過程中,操(cāo)作人員會根據現(xiàn)場加工的實際要求,提前將(jiāng)此類刀具剔除或限製使用(yòng)。
通過分析(xī)刀具的失效形(xíng)式,對於品質(zhì)不良(liáng)的刀具,我們可以提前進行預防,限製此類刀具的使用,減少刀具壽(shòu)命對刀具的影響,但刀(dāo)具磨損和破損是(shì)刀具(jù)在使用過程中不可避免的問題,因此(cǐ)這兩種現象是生產線刀具壽命控製的關鍵。
(2)刀具壽命控製方(fāng)法
在加工過程(chéng)中,對於刀具(jù)壽命的控(kòng)製主要靠以下幾種方式。
1)憑(píng)借加工工人的經驗進行判斷,刀具(jù)壽(shòu)命是(shì)否達到(dào)極限。
2)依靠加工產品的質量(liàng)是(shì)否(fǒu)滿足要求,來判定刀具的壽命是否到期。
3)部分機床依(yī)靠設備的基本功能,對(duì)刀(dāo)具使用階段的壽命進行監控。
以(yǐ)上方法,人為參與的因素較多,雖然能對一些特殊刀具進行控製,但控(kòng)製(zhì)的方法和傳遞的信息有一定的延時性和滯後性,不能充分反映刀具(jù)在使用(yòng)過程中的(de)真實情況,不(bú)能滿足生產線實時跟蹤刀具的目的,因(yīn)此無可借鑒經(jīng)驗。
2.3 生產線刀具(jù)壽命(mìng)控製方法
生產線在運行過程中,要求實時跟蹤刀具的使用狀況,方便快捷地反映(yìng)零件的加工狀態,通過同行業內的調研考察,可按以下幾個方(fāng)麵控製(zhì)生產(chǎn)線的刀具壽命。
(1)刀具壽命全過(guò)程控製
依據生產線加工的特點和現有設備的(de)基本功能,采用係統自帶的刀具預測功能,對所有的刀具進行壽命監控。首先將刀具的預測壽命值輸入到刀具監(jiān)控功能中相應的位置,刀具會在使用過程(chéng)中實時跟蹤,與輸入的刀具壽命值進行比對,當刀具使用壽命與刀具預測壽命的差值達到臨界點時,機床刀具壽命控(kòng)製功能就會出現預警提示,提示操作人(rén)員及時更換刀具,如圖2所示。
(2)刀具磨損控製方法
刀具磨損主要(yào)影(yǐng)響零件的加工尺寸和表麵加工質量(liàng),對於生產線而言(yán),線內零件連(lián)續加工,無人幹預。為防止刀具出現磨損,造成成批性質量問題,一般采用在線測量技術,對所加工零件的精密尺寸進行檢(jiǎn)測,在線將測量的尺寸反饋給中控係統,中(zhōng)控(kòng)係統根據實測值與零件加工的尺(chǐ)寸(cùn)公差(chà)進行(háng)比對,如果出現不合格信息,中控係(xì)統會出(chū)現報警(jǐng),終止加工。操(cāo)作(zuò)人員會根(gēn)據中控係統(tǒng)的預警信息及時更換(huàn)刀(dāo)具,采用此種方法監控刀具磨損雖(suī)然有一定的延(yán)時性,但對於(yú)使用頻次(cì)低的刀具而言(yán),能達到控製零件,保證生產線正(zhèng)常運行的目(mù)的,因此該方(fāng)法適宜控製生產線在運行(háng)過程中出現的刀具磨損現象(xiàng)。
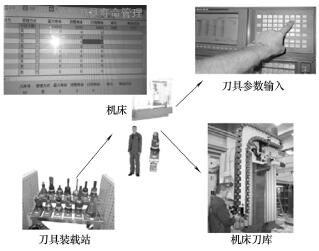
圖2 刀具壽命控製流(liú)程
(3)刀具破損控製方(fāng)法
刀具破損(sǔn)會對零件的加工質(zhì)量產生較大的隱患,如果不能及時發現,會直接影響(xiǎng)整個孔係的加工(gōng),甚(shèn)至會影響其他刀(dāo)具的正常使用。因此,在生產線運行過程中,刀具破損是我們(men)監(jiān)控的重點。
1)刀具破(pò)損預防檢測(cè)。刀具參數是加工過程中刀具與程序的切入點,刀具(jù)參數的正確性直接關係著零件能否正常加工。為(wéi)了預防刀具(jù)在切削過程中出現破(pò)損問題,我們對所(suǒ)使用的的刀具,采用在線機(jī)內對(duì)刀的方式。對刀具的參數進行加工前後對比檢查,可以有效防止加工過程(chéng)中產生的刀具破損問題。
2)刀具在線加工檢測。為了(le)更精準控製零件的加工質量,采(cǎi)用(yòng)刀具監控軟件,根據主軸載荷和切削力,對刀具進行實時跟蹤監控,確保了生產線在運行過程中(zhōng),不會因刀具(jù)問題出現零件報廢的現象,如圖3所示。
(4)刀具壽命(mìng)收集
刀具壽(shòu)命是反映刀具質量的(de)重要(yào)指標,在應用過程中,與加工零件的材質、裝夾的狀態、所使用(yòng)的設備等條件息息相(xiàng)關。因此,刀具壽命在使用過程中並(bìng)不是一個準確值,由於生產線加工狀態基本一致,條件同。因此,我們可以(yǐ)借(jiè)助軟件,對刀具的壽命進行周期采集和對比,檢測出每把刀具的準確數值(zhí),然後再將數值輸入到監控軟件中,不斷對(duì)比和校正刀具壽命值,這樣采集(jí)出來(lái)的數據才能適用於生產線(xiàn)的加工,並能保證(zhèng)生產線的正常運行,同時為後(hòu)續(xù)同類產品的加工(gōng)提供準確的刀(dāo)具壽命(mìng)參考值,具有一(yī)定的經濟效益,如圖(tú)4所示。
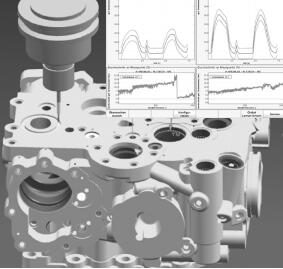
圖3 刀具(jù)壽命監控(kòng)
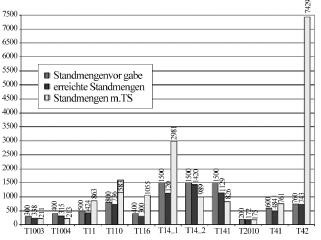
圖4 刀具壽命收集對比
注(zhù):現場收集的額(é)定刀具壽命總是比極限壽(shòu)命低,而使用軟件監控後,不斷優化切削參數,得到的刀具壽(shòu)命大部分比原來的(de)壽命高。
(5)不足之處
刀具的磨損、破(pò)損往往(wǎng)發生在一瞬間(jiān),為了保證產品加(jiā)工的穩定性(xìng)和生產線的順利運行,對於加工過程中刀具壽命的控製要(yào)求非常高。目前采用刀(dāo)具磨(mó)損和破損的(de)監控軟件,基(jī)本上(shàng)能夠滿足生產線刀具壽命的控製,達到監控(kòng)生產(chǎn)線加工質量的目的,但在實際運用過(guò)程中還會存在很多不足之處,具體(tǐ)表(biǎo)現如下。
1)刀具監控(kòng)的軟件係統運行穩定性差,無法及時分析處理動(dòng)態的特征信號,且通用性與擴展性差。
2)對(duì)於反饋信號的參數提取(qǔ)方法及反應(yīng)方式需(xū)要進一步改進。
3)對於直徑<6mm的刀具,加工過(guò)程中,無法通過檢測主軸轉矩進行(háng)實時跟蹤,有一定的質量隱患。
3、結束語
本文通過分(fèn)析生產線的特點和加工需要以及刀具的失效(xiào)狀態,根據不同狀態所對應的實際情況,按照生產線要求進行逐點控製,采用(yòng)刀具壽命全程跟蹤的(de)方法與刀具(jù)信息監控的(de)方法,實時跟蹤刀具的使用狀況。通過壽(shòu)命(mìng)控製,間(jiān)接反映了零件的加工狀態,保(bǎo)證了生產(chǎn)線在無人幹預的情況下,達到控製零件加(jiā)工質量的目的,為生產線的正(zhèng)常運行提供了良好的技術(shù)保障,具有(yǒu)一定的推廣價(jià)值。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界(jiè)視點
| 更多
牌調查")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年(nián)11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽(qì)車產量數(shù)據
- 2024年11月 新能源汽車(chē)銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年(nián)10月 金屬切削機床(chuáng)產量數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多