


OSG 歐士機 深孔小徑的高性價比選擇(zé)
2022-1-24 來源:OSG 歐士機 作者:田皓

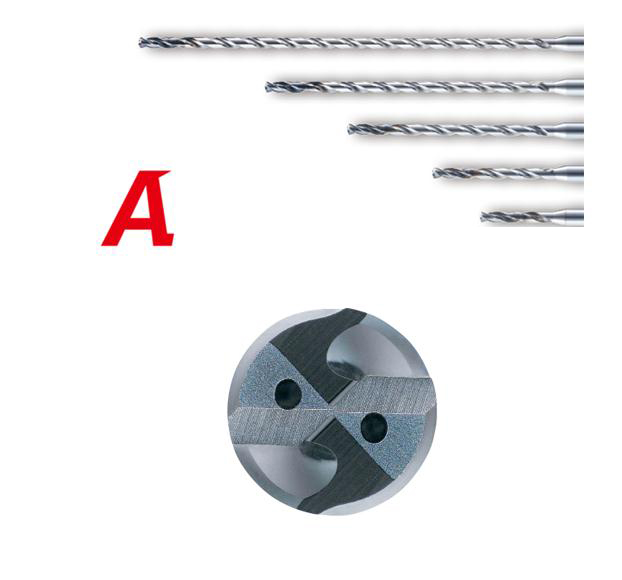
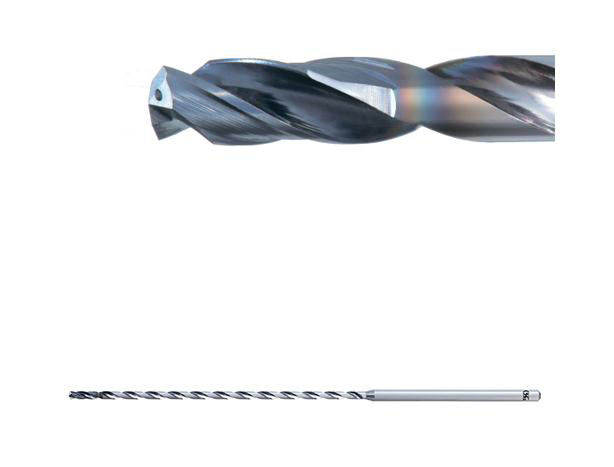
小徑內冷油孔硬質合金鑽頭
深孔加工一直是大多數製造商的加(jiā)工難題,而小徑深孔加工更是難上加難。一般來說,如果加工孔的深度是加工孔直徑的5倍(bèi)或更大,就可以被定義深孔加工。製造商對加工孔的效率,穩定性和孔精度等要求越來越高。因此,對於小徑深孔加工用鑽頭的(de)性能需求也在不斷提高。
小徑深孔加工中有哪些(xiē)常(cháng)見的加工難點呢?第(dì)一個難點是排屑,技術人員不能及時觀察(chá)到排屑情況。第二點是(shì)加(jiā)工方向,很難保證加工方向垂直(zhí),且容易發生加工偏斜。第三(sān)點是切削熱,冷卻液難以到達切削部(bù)位,切削熱不能及時散出,容(róng)易引(yǐn)起加工發熱,降低刀具壽命。第四是孔表(biǎo)麵粗糙度,刀(dāo)具以(yǐ)及碎屑的額外摩擦(cā)會讓加工完成的孔表麵粗糙度也難以保證。
針對(duì)以上的(de)加工難點,OSG推出了(le)小徑深孔加工專用刀具ADO-MICRO,獨特的大油(yóu)孔和(hé)柄部中空(kōng)孔設計(jì),共同作用,使得噴油量提(tí)升。與(yǔ)傳統鑽頭的油孔(kǒng)設計相比,每分鍾流量能增加3-4倍。特(tè)殊的(de)排屑槽設計也使得鐵屑更易排出,減小因鐵屑排出不暢導致的(de)折損,雙刃(rèn)帶的設計(jì)可以(yǐ)提高直進的穩定性,保證孔的垂直度(dù),加(jiā)上卓越的(de)IchAda塗層,實現了小徑鑽頭的長壽命化。
中國華南某航空發動機製造項目中客戶使用的設備是DMG-DUM80P五軸立式加工中心,材料是高溫合金5188,每個零件需要加工72個孔徑1.6mm、深度16m的盲孔(kǒng)。客戶之前使用(yòng)其他(tā)國產和部(bù)分進口的鑽頭進行啄鑽(zuàn)加(jiā)工,加工速度900min-1,進給速度11mm/min,階梯進給量是0.4mm。客戶對加工效率不滿意。此外,由於排(pái)屑困難,刀具折損,刀具壽命也不理想。
OSG 上海的(de)技術人員向客戶提供了ADO-MICRO進行試刀(dāo),以線速度12m/min,轉速2400 r/min,進給速度 29mm/min運行。客戶要求加工完一個零(líng)件(72孔)就可以認為是試刀成功,ADO-MICRO加工72孔後仍然可繼續加工,壽命(mìng)遠超過競爭對手,並且(qiě)將加工效率提升5倍以上。

部分製造商使(shǐ)用槍鑽或者傳統的硬質合金鑽頭進行(háng)孔加工,看似刀具(jù)價格便宜,但是加工效率低下,在批量的生產中更是(shì)很難滿足客戶的需求。
OSG的ADO-MICRO,在獨(dú)特設計的加持下,加工效率明顯提升,可以做到一鑽到底,充分發揮了鑽頭的切削性能。並且它所能(néng)加工的材質範圍也非常廣泛,包含了碳鋼、合(hé)金鋼(gāng)、不鏽鋼、鑄鐵、非鐵(tiě)合金、耐熱合金、鈦合金等加工材料。尺(chǐ)寸選擇也非常(cháng)全麵,2D~20D總共67款尺寸選擇。ADO-MICRO可以給汽車行業、5G行業、齒輪或軸類的企業一個全新的加(jiā)工體驗。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬切削機床產(chǎn)量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量(liàng)數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽(qì)車產(chǎn)量數據
- 2028年8月 基本型乘用車(轎車)產量(liàng)數據