


機器人焊(hàn)槍冷卻零件的夾具(jù)的設計與加工
2022-1-7 來源: 廣東省國防技師學院 作者:陳心勇
摘要:機器人焊槍冷卻零件在加工中存在較(jiào)難的問題,在數控(kòng)車床與數控銑床上加工需要采用專用夾具進(jìn)行裝夾才可以進行加工。本文設(shè)計了(le)加工機器人焊槍連接(jiē)座零件(jiàn)的專用夾具,如何選用合理的刀具(jù)材料及(jí)設計非標刀(dāo)具,從而完成該零件的(de)加工並(bìng)達到技術要求。
關鍵詞:機器人焊槍冷卻零(líng)件;彈(dàn)簧夾頭;非標(biāo)鑽孔刀具
0、引言
機(jī)器人焊(hàn)槍冷卻零件的加工,目前一般使用數控車(chē)床與數控銑床和一些普通簡易機加工設(shè)備(bèi)。由於(yú)該產品外型結構(gòu)為不規則(如下(xià)圖1)所示,普通的三爪卡盤和平口鉗很難直(zhí)接進行裝夾,必須采用專用夾具(jù)。使用數控車床與數控銑床上(shàng)加工,每件需約5次裝夾,並不易保證加工(gōng)精度與形(xíng)位公差,特別是加工“矩形外螺紋(wén)”容易斷刀。因多次裝夾造成產品質量不穩定性(xìng)。存在(zài)產品報廢率較高,導致加工上(shàng)給我們帶(dài)來一些困難。為了提高生產效率,降低成本、快(kuài)速提供交貨能力,同時也綜合各方麵因,對機器人焊槍冷卻零件進行切削時間及人工成本的計(jì)算、機床的損耗等,無法減低零件的成本。特選用公司加工設備“LB46車銑中心機(jī)床”。在該機床上我們設計了夾具,通過該(gāi)夾具能夠提高加工效率,保證產品的加工質量,完成了生(shēng)產任務。
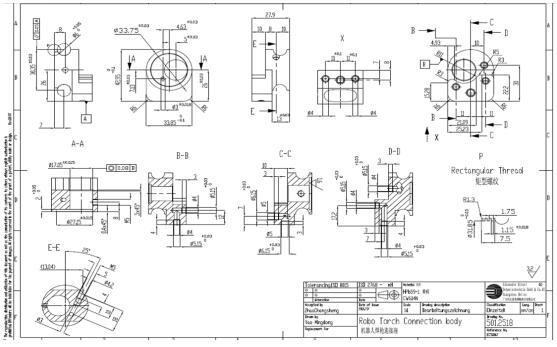
圖 1 產品零件圖
1、產品零件圖工藝分析
根據(jù)圖紙要(yào)求(qiú),經工藝分析後,製定以下(xià)工藝流程(chéng):
(1)毛坯的檢驗,據毛坯要求,合格進入(rù)生產(chǎn)車間;
(2)采用彈簧夾頭卡盤裝置,用彈簧夾(jiá)頭(tóu)裝夾毛坯(已加工端麵(miàn)側與夾頭(tóu)台階作為長度定位基準),首(shǒu)先加工Φ33.75mm與矩(jǔ)型螺紋、Φ27.15、Φ17.05加工至尺寸[1];
(3)其次掉頭車另一端,用彈簧(huáng)夾頭裝夾Φ33.75mm外圓與定(dìng)位33.85mm位置,加工至尺寸;
(4)加工完後手工去除棱角毛刺;
(5)表麵清洗處理,檢驗與入庫;
2、夾具設計
如何保(bǎo)證零件的位置度公差、裝夾方法(fǎ),結合實際情況對工藝流程的分析後,在第2-3步用(yòng)台灣新代數(shù)控(kòng)係統“LB46車銑中心機床”加工時[2],在車床主軸上設計了如下夾具,如圖2所示(shì)。
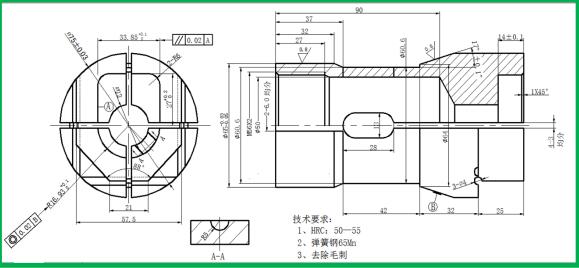
圖 2 夾具結構圖
夾具結構說明:夾頭材料(liào)為65Mn彈簧鋼(gāng),根據夾頭內孔中(zhōng)心軸線為基準,加工出與產(chǎn)品(pǐn)形狀相同的(de)輪廓,按夾頭設(shè)計圖(tú)進行加工,用於放置毛坯工件,並對產品進行加工;據夾頭內孔中(zhōng)心軸線為基準(zhǔn),據夾頭設計圖進行加工(gōng)(未供設計圖),用於調頭裝(zhuāng)夾已(yǐ)加工零件,對產品進行(háng)另一側全部尺寸加工成品;夾具(jù)端麵上有加工避空槽與台階,主要用於防止(zhǐ)刀具幹涉;
3、夾具(jù)定(dìng)位與安裝原理
夾具安裝:用百分表校(xiào)正簧夾頭座內錐麵精(jīng)度,並控製內(nèi)錐麵跳動精度小於0.01m裝過程:將彈簧夾頭座與法蘭盤連接,並裝上銷緊螺杆,依次對角進行鎖緊螺(luó)杆[3]。夾具定位:夾頭主要用於裝夾毛坯,保證加工產品的同軸度及其技術要求作用。夾頭主要用於裝夾已加表麵並起定位、夾緊作用。夾具有支(zhī)承麵大,支承鋼度好,定位精度高,夾具成本低,容易裝(zhuāng)夾應用[4]。
4、刀具材料與角度、設計
車、銑、鑽工序刀具采用一般的可換式硬質合金車刀,刀片的材料(liào)為YG3,攻絲刀具采用HSS高速鋼材料[5]。為了減少裝夾次數,確保(bǎo)一次裝夾完成所有工(gōng)序要求,因車床裝刀具容量有限,為此特別設計了一些非標鑽孔刀具[6]。如圖3所示。
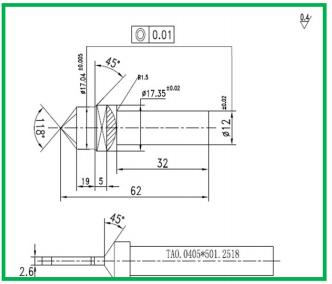

圖(tú) 3 非標類鑽孔刀具
5、零件加工的檢測方法
內孔用通止規檢測,螺紋也用通止規(guī)、長度用卡尺測(cè)量;偏(piān)心部分、中(zhōng)心鑽、形位公差采用三坐標設備進行檢測;
6、加工時的注意事項
工件裝夾要牢固,防止車削時打滑飛(fēi)出傷人和紮刀,車削中最好采用銅切削(xuē)油進行冷卻加工[7],所有刀具的卷屑槽(cáo)幾何形狀,切削(xuē)時盡量使其順著排(pái)屑槽排離工件,以防切屑刮傷工件已加工(gōng)表麵,零件擺放整齊,切勿用手觸(chù)摸零件已(yǐ)加工表麵、以防氧化[8]。
7、結語
經過實踐驗證,該零(líng)件的加工工藝、夾具設計、刀具等(děng)均合理有(yǒu)效。解決了在數控車床加工零件時;因裝夾產品不方便、花費(fèi)時間長、定位精度問題、產品質量(liàng)與生產成本(běn)等難點。利用該夾具方便、輕鬆、穩定可靠,而且在連續(xù)加工過程中,可以(yǐ)確保達到圖紙所要求的加工精度,這樣既保證了零件的加工質量不合(hé)率產生(從原(yuán)來3%下降至0.5%),提高了零件的生產(chǎn)效率2倍,也減輕了操作者的勞動強度。
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進(jìn)行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
州金(jīn)馬(mǎ)")
業界視點
| 更多
")
行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地(dì)區金屬切(qiē)削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(chē)(轎車)產量(liàng)數(shù)據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年(nián)11月 新(xīn)能(néng)源汽車銷量情況
- 2024年(nián)10月 新能源汽(qì)車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切(qiē)削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據
博文選萃
| 更多
- 機械加工過程圖示(shì)
- 判斷一(yī)台加工中心(xīn)精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控係統和數控機床何去(qù)何從?
- 中國的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊(fāng)?
- 機械行業最新(xīn)自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智(zhì)能時代,少談點智造,多談點製造
- 現實麵前,國人沉默。製造業的騰(téng)飛(fēi),要從機床
- 一(yī)文搞懂數控車床(chuáng)加工(gōng)刀具補償功(gōng)能
- 車床鑽(zuàn)孔攻螺紋加工方法及工(gōng)裝設計(jì)
- 傳統鑽削與螺旋銑孔加(jiā)工(gōng)工藝的區別(bié)