


飛鐵座架鑽(zuàn)孔夾具 的設(shè)計
2021-8-4 來源: 江(jiāng)蘇大學 江蘇高創機電製造有限(xiàn)公司 作者(zhě):儲曉猛
摘要: 針對飛鐵座架(jià) 4 -直徑7 mm 孔的加工問題,基於工序集(jí)中原則,配(pèi)合數(shù)控加(jiā)工中心,設計了鑽孔夾具。介紹了這一鑽孔夾具的結構,分析了其功能。這一鑽孔夾具結構簡單(dān),安裝調整方便(biàn)。應用這一鑽孔夾(jiá)具,一次裝夾即(jí)可完成零件上四個孔的加工,能夠提高加工精度和產品質量。
關鍵(jiàn)詞: 飛鐵座架 鑽(zuàn)孔 夾具 設計
1、設計(jì)背景
135 係列柴油機屬於中功率四衝程直噴水冷式高速柴(chái)油機,缸徑為(wéi) 135 mm,其調速器部件如(rú)圖 1 所示。135 係列柴油機產品(pǐn)以良好的動力、經濟(jì)性能,以及維護簡單、使(shǐ)用方便、配件互換通用(yòng)性好、價格低等(děng)諸多優點,廣泛應用於船舶主機和輔機、發電機組、工程機械、載重汽車(chē)等領域 。

飛鐵座架為 135 係列柴油機調速器轉子(zǐ)部件上的一個零件,調速器轉子部件如圖 2 所示。通過 4 - 直徑7mm 孔的間隙配(pèi)合,兩個質量相(xiàng)等(děng)的飛鐵由飛鐵銷安裝在飛鐵座架上。柴油機運轉時(shí),飛鐵座架和轉軸(zhóu)一起旋轉(zhuǎn),飛鐵產生離心力。飛鐵離心力與調速彈簧張力之間的不平衡力用於移動油量調節機構,從而使(shǐ)柴油機能(néng)夠隨著外界負荷的變化而(ér)調節供油(yóu)量,以(yǐ)保持與外界負荷相適應,進而使柴油機的轉速在一定(dìng)範圍內保持穩定,以(yǐ)防(fáng)出現飛車事故或熄火現象(xiàng)。如果飛(fēi)鐵座架中 4 - 直徑(jìng)7 mm 孔尺寸精度不(bú)能保證,那麽會(huì)造成飛鐵與飛鐵座架之間卡滯、鬆動等問題,將給整機的裝配帶來不良後果(guǒ),從而影響柴油機尾氣的排放及(jí)整機(jī)的運(yùn)轉工況水平。

2 、加工(gōng)現狀
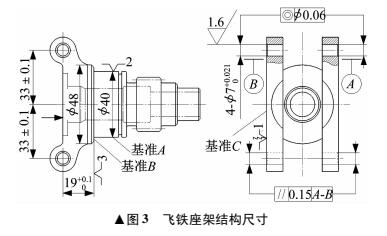
飛鐵座架結構尺寸如圖 3 所示。為提高飛鐵座架4 - 7 mm 孔的加工精度,采用鑽孔、擴孔、鉸(jiǎo)孔的工藝方案。零件加工精度要求高,生產數(shù)量較大,每月需(xū)生產10 000餘件,加工(gōng)效率成為急需解決的問題。原先采用(yòng)鑽(zuàn)模套夾(jiá)具在普通立式鑽床上進行加工,由於涉及鑽孔、擴(kuò)孔、鉸孔(kǒng)三個工步,需要頻繁更換刀具,自動(dòng)化程度低,並且(qiě)產品質量在很大(dà)程度上取(qǔ)決於工人的技(jì)術能力,造成產品質量不穩定,合格率低,工人勞動強度大,生產效率不高,有(yǒu)效切削時(shí)間平均隻占全部工作時間(jiān)的 40% 。針對原先加工方案的劣勢,結合工(gōng)序集中的優點,筆者設計了飛鐵座架鑽孔夾具,配合數控加(jiā)工中心加工,可以解決存在的問(wèn)題。
3、 鑽孔夾具結構
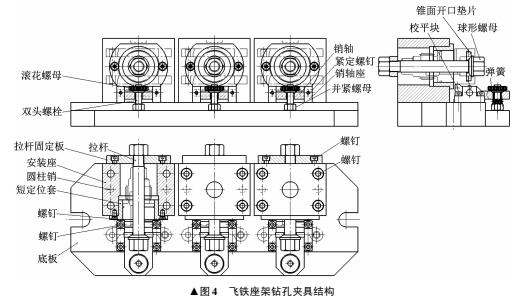
應用飛鐵座架鑽孔夾具,飛鐵座架一次裝夾(jiá)固定,即可完成 4 - 7 mm 孔的加工。鑽(zuàn)孔夾具在設計過程(chéng)中,除要滿足零件的加工要求外,還要考慮鑽孔(kǒng)夾具本身的工藝(yì)性及結構的合理性(xìng)。根據夾具設計的基本思(sī)路(lù),先(xiān)確定鑽孔夾具的總(zǒng)體結構方案,再設計鑽孔夾具(jù)中各個部件的結構。所設計的飛鐵座架(jià)鑽孔夾(jiá)具結(jié)構如圖 4 所示,主要由底板、安裝座(zuò)、定位套(tào)、拉杆、校平(píng)塊等部件組成(chéng)。
4 、部件分析
4. 1 定位裝置
經過對飛鐵座架圖紙及工序要求進行分析,定位基準 A 選(xuǎn)擇為 40 mm 外圓(yuán),定位基準(zhǔn) B 選擇為(wéi) 直徑48mm外(wài)圓大端麵,定(dìng)位基準C選擇為外側麵。定位時,鑽孔夾具短定位套上(shàng)開設的內孔與直徑40 mm 外圓配合,限製零件的兩個自由度。短定位套上開(kāi)設的(de)端(duān)麵與 直徑48 mm 外圓大端麵貼合,限製零件的三(sān)個自由度。校平塊作為自位(wèi)支承,屬於浮動支承,其工作麵形式為兩點式(shì),浮動方式為杠杆浮動,通(tōng)過銷軸安裝(zhuāng)在銷軸座上。校(xiào)平塊在校(xiào)正零件平麵(miàn)度的同時,限製零件的一個(gè)自由度。可見,一共限製零件的六個自由度,屬於(yú)完全定位,滿足定位要求。安裝(zhuāng)座(zuò)上開設圓孔(kǒng),作為對刀(dāo)裝置,便於後續數控加工中心編程時編程原點的(de)找正。此外,還需要注意(yì)各定位(wèi)元件的製造精度,以保證定位精度和可(kě)靠性。
4. 2 夾緊裝置
螺旋(xuán)夾緊(jǐn)機構指(zhǐ)由螺旋副與其(qí)它元件相(xiàng)結合,對工件實施夾(jiá)緊的機構。螺旋夾緊機構(gòu)在生產中使用極(jí)為普遍,其結構簡單,夾緊行(háng)程大,自鎖性能好,增力比大,是手動夾緊中用得最多的一種夾緊機構,常用的夾緊(jǐn)形式有單個螺旋夾緊機構(gòu)、螺旋杠(gàng)杆壓板(bǎn)夾緊機構。基於飛鐵座架結構,綜(zōng)合(hé)分析(xī)後決定采用單個螺旋夾緊機構 。
夾(jiá)緊(jǐn)裝置主要由拉杆固(gù)定板、拉杆、錐麵開口墊片、球形(xíng)螺母組成。零件定位完成後,利用錐麵開口墊片、拉杆及球形螺母,實現零件的固定。加工完畢後,鬆(sōng)開球形螺(luó)母,取出錐(zhuī)麵開口墊片,沿著拉(lā)杆軸線方向即可快速拆卸零件。
4. 3 夾具體
夾具體由安裝座、底板等組成,定位裝置及壓緊裝置均固定安裝在夾具體上。鑽孔夾具裝配時,需要注意夾具體(tǐ)自身精度及定位裝置在夾具體上的相對位(wèi)置精度。另外,夾(jiá)具(jù)體在機床上的安(ān)裝精度也是影響零件加工精度(dù)的(de)重(chóng)要因素,在鑽孔夾具製造、安裝及調試
找正時需加以考慮(lǜ)。
5、力學計算
5. 1 切削力
結合鑽孔、擴孔、鉸孔的工藝要(yào)求,切削力的大小主要取決於飛鐵座架的材質及預鑽孔(kǒng)時選擇的(de)切削用量。材料為鑄(zhù)鋼,預鑽孔孔徑為 6. 5 mm。由於產品材料為塑性材(cái)質(zhì),鑽頭材(cái)料選取具有較高常溫硬度、耐磨性(xìng)好、耐高溫、抗氧化能力強的(de) YA6 型硬質合金,切削性能優秀,適合對冷硬鑄鋼、高錳鋼、淬火鋼等材(cái)料進行半精加工和精加工。根據現有機床情(qíng)況,結合刀具廠商推薦的切削參數,初定切削轉速為 800 r/min,進給速度(dù)為 100 mm /mim,每齒進給量為(wéi) 0. 125 mm /Z。利用 NOVEX 軟件進行切削力計算,將相關參數輸入軟件,計算得出的(de)理論切削力為 600 N 左右,界(jiè)麵如圖 5 所示。在此切削力的基礎上(shàng)乘以安全因數 3,得到所(suǒ)需(xū)的安全夾緊力為 1800 N。
5. 2 夾緊力
由夾緊裝(zhuāng)置的結構可知,鑽孔夾具采用單螺旋夾(jiá)緊方式,通過螺母夾緊零件。查手冊(cè)可知,M16 × 2 六角螺母在扳手長度為 190 mm、外施作用力為 100 N 的情況下,夾緊力可(kě)達 5 230 N,即該單螺旋夾緊機構的夾緊力為(wéi) 5 230 N。5 230 N 大(dà)於 1 800 N,可見滿足安全夾緊力要求。
6 、應用效果
所設計的飛鐵座架鑽孔夾具符合(hé)六點定位原理,定(dìng)位精度可靠(kào),安裝便捷,應用現場如圖 6 所示(shì)。兩年多的生產實踐表明,這一鑽(zuàn)孔夾(jiá)具能夠達到設計要求,極大提高了加工效率及產(chǎn)品質量,並降低了生產成本。
7、結束語
筆者(zhě)設計了飛(fēi)鐵座架鑽孔夾具,這一鑽孔夾具定位準確可靠,結構簡單,安裝便捷,能夠充分(fèn)保(bǎo)證加工質量,實現工(gōng)序集中的加工方案,配合數控加工(gōng)中心,極大降低了勞動強度,提高了(le)生產效率和產品質量,發揮了(le)數控加(jiā)工的優勢,同時為解決類似零件加工問題提供了參考。
投稿箱:
如果您有機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資訊合(hé)作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業(yè)、企(qǐ)業相關新聞稿件發表,或進行資訊合(hé)作,歡(huān)迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
博文選萃(cuì)
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走(zǒu)絲線切割(gē)機床的發展趨勢
- 國產數控係統(tǒng)和數(shù)控機床何去何(hé)從?
- 中國的技術工人都(dōu)去(qù)哪(nǎ)裏了?
- 機械老(lǎo)板做了十多年,為(wéi)何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才(cái)
- 製造業大逃亡
- 智能時代,少談(tán)點(diǎn)智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工(gōng)方法及工(gōng)裝設計
- 傳統鑽削與螺(luó)旋銑孔加(jiā)工工藝的區別(bié)