


保(bǎo)證夾(jiá)具裝配精度的加工(gōng)方法
2020-5-7 來源: 陝西法士特齒輪有限責任公司 作者: 呂軍濤
摘要 : 在生產製造過程中,各種類型夾具(jù) 製造的難點(diǎn)主要反映在如何保證裝配精度上。筆 者(zhě)根據多年的生產實踐(jiàn),總結出了一些常見類型 夾具的加工工(gōng)藝方法,這些方法能有效(xiào)地解決夾 具在(zài)生產實際中遇到 的困難,從而保證夾(jiá)具的 裝配精度,具有較高的實用價值。 夾具(jù)質量的好壞,主要反映在裝配精度上。 在夾具裝配圖上,定位元件與引導部分,以及(jí)定 位元(yuán)件之間都有不(bú)同的精度(dù)要(yào)求。在製(zhì)定工(gōng)藝(yì)時, 必須充分地考(kǎo)慮如何保證(zhèng)夾具在裝配(pèi)後的精度, 選擇什麽樣(yàng)的加工方(fāng)法。 通常保證夾具裝配精度的方法有 : 在裝配後 進(jìn)行某一部分的精加工,以(yǐ)達到(dào)裝配圖的技術要 求(如最後鏜孔或者磨(mó)削); 將總裝公差分配到 有關(guān)零件上去,控製零件來保證裝配後的公差, 靠鉗工在裝配中調整零件的位置來達到總裝的技 術(shù)要求 ; 或者以上方法的綜(zōng)合(hé)使用(yòng)。由於夾具種 類繁多,形狀大小和精度各不相同,裝配方法也 不一樣,往往也取決於設備條件和工人的熟練程 度。
1.幾種夾(jiá)具的裝配方法和幾種裝配方法的特點(diǎn)
(1)鑽模和一些檢驗、裝配等夾(jiá)具(jù),孔與孔 之間,或者孔(kǒng)與麵之間的位置精度較(jiào)高,並且帶 孔部分材料的(de)硬度不高(gāo)(低於(yú) 35HRC),或者材 料(liào)為(wéi) 20 鋼(gāng),但孔部去掉了滲碳層。這類夾(jiá)具都 是裝配後在坐標鏜床上鏜孔,以保(bǎo)證精(jīng)度要求。 坐標鏜床上加工來 保證孔與平麵的位 置精度(dù)較高,並且 很方便,如圖 1 所 示的鑽模,鑽套孔 應在裝配後 找正 C 麵鏜出。 (2) 夾(jiá) 具 各 平麵相互之間的位 置精度較高時,而夾具的體積不大(dà),裝(zhuāng)配後可 在平麵磨床上磨其中一個平麵(miàn)。如圖 2 為一銑 床夾具,對刀塊頂麵與 V 型中心的高度公(gōng)差為 ±0.01mm。如果靠(kào)提高零件的精度來保證裝配 後的要(yào)求,則在加(jiā)工 V 型塊和對刀塊時,各自的 公差不得(dé)大(dà)於 ±0.005mm,這樣使得(dé)製造困(kùn)難, 比較好的方法是在裝配後,根(gēn)據 V 型中心位(wèi)置(放 上量柱測量),修磨對刀塊頂麵。這樣在零件加 工(gōng)中可以放大零件的(de)製造公差,隻要求保證配磨 時(shí)對刀塊有適當的磨量即可(kě)。這樣配磨方法,一 般是在比較容易加工的(de)平麵上做裝配後的修磨。
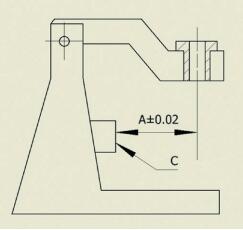
圖 1
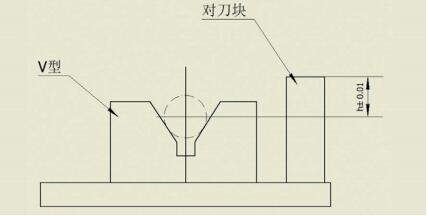
圖 2
圖(tú) 3
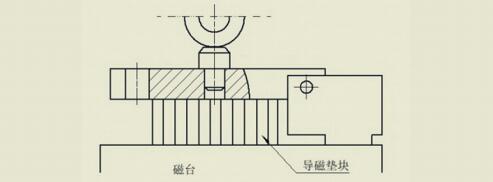
圖 4
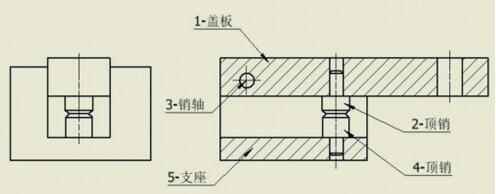
圖3 為鑽(zuàn)模板的鉸(jiǎo)鏈支座,裝配後要求蓋板 1 的頂麵和支座 5 的地麵平行,該(gāi)平行度主要靠 頂銷 2 和 4 的頂麵來保證。頂銷 2 和 4 的固(gù)定 孔是由鉗工鑽鉸出,將頂銷壓入後,磨削 4 的頂 麵,磨平即可。銷軸 3 的固定(dìng)孔在鏜床上加工完 成,裝配前件 1 和 5 的各麵都磨好,裝配後隻修 磨銷 2 的頂麵,修磨時的裝置如圖 4 所示,將蓋 1 翻轉開,以頂麵為基麵放在導磁(cí)墊(diàn)塊上磨銷 2 頂麵(miàn),磨(mó)後和著檢查蓋 1 頂麵是否平行,一直磨 到平行為止。 (3)車磨等圓形旋轉夾具,其定位夾緊部 分往往為同一零件,這些部分大都(dōu)是(shì)在裝配後修 磨。以消除累計誤差,圖 5 為車床上使用(yòng)的以孔 定位(wèi)的夾具,由三塊斜塊來加(jiā)緊,斜塊 3 在夾緊(jǐn)狀態組成 80mm 的圓,並且與套筒 1 的外圓(yuán)同 心,這類夾具在(zài)裝(zhuāng)配後,可壓在內圓磨床上(shàng),將 三斜塊用銅絲纏緊,找正套(tào)筒上以磨削好的外圓 C,然後再磨(mó)削斜塊外(wài)圓。 圖(tú) 6 所示的三爪卡盤,三個卡爪(zhǎo)要在同一圓 周上,也是裝配後加工,在內圓磨床上找正卡盤 本體上的內孔磨爪麵。 (4)T 型(xíng)滑柱鑽模(見圖 7)的定位元件(jiàn)大(dà) 都裝(zhuāng)在本體(tǐ) 1 上(shàng),而鑽(zuàn)套孔(kǒng)蓋板(bǎn) 2 上,這類鑽模(mó) 都是成批製造成標準的零(líng)件入庫(kù)保存,在使(shǐ)用時, 根據不同的設計(jì)要求,增添(tiān)鑽套孔和定位孔(kǒng),在 坐標鏜床上加工這(zhè)些孔時,是先將蓋(gài)板 2 拆下, 加工本體 1 上的 D, 然後再裝上蓋板(bǎn) 2,作件(jiàn) 2 上的鑽(zuàn)套孔 d,這樣容易保證兩個零件孔的精度。
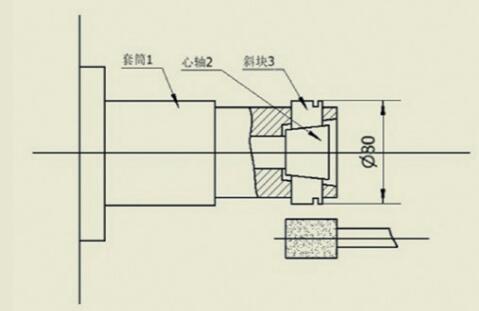
圖 5
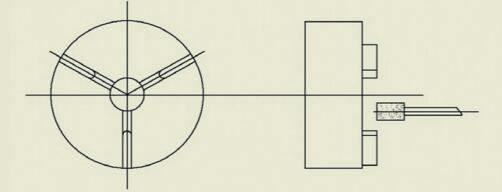
圖 6
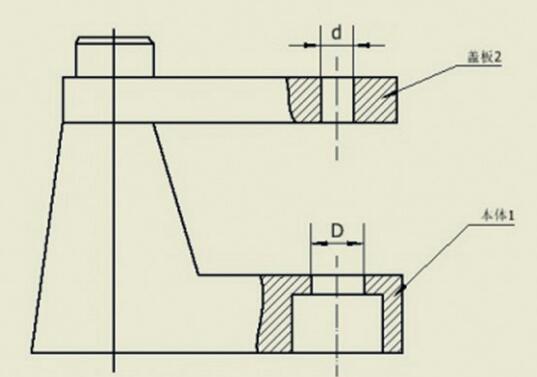
圖 7
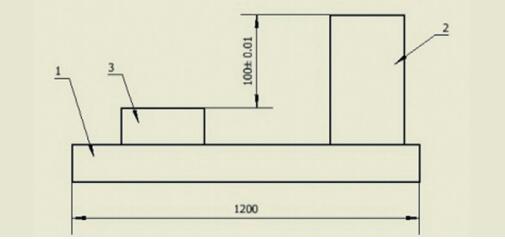
圖 8
(5)夾具裝配後各平麵之間的相(xiàng)對(duì)位置精度(dù) 比(bǐ)較低時,或者夾(jiá)具較大(dà),裝配(pèi)後(hòu)不便於上機床 加工,這些(xiē)夾具可(kě)以采(cǎi)用提高零件製造精度的方 法來(lái)保證裝配精度。如圖 8 中的件 2 和(hé)件 3 高(gāo)度 差為 105mm,如果夾具體積(jī)小,尚可(kě)裝配後在 平麵磨床上修磨件 2 的頂麵,但這夾(jiá)具太(tài)大,裝 配後不好(hǎo)加工,則在製定(dìng)工藝(yì)時,應規定件 2 和 件 3 的高(gāo)度公差,使累計誤差(chà)低於 0.03mm 即可, 分(fèn)配給各件公差,不一定(dìng)兩件平均(jun1)分配,一般將 容易加工的部分(fèn)公差規定的(de)小些,有時也(yě)可先磨 不易達到精度的零件,在測(cè)量實際尺寸,根據(jù)實際尺寸算出另一件應該加工到的尺寸和公差。在 精度不高的情況下,用提(tí)高零件的(de)精度來達到裝 配精度的方法比(bǐ)較好,這樣可縮短生產周期,減 少(shǎo)工序周轉。如果夾具都在裝配後加工,鉗工和 磨工之間的往返(fǎn)增多,一套已裝好的夾具必須(xū)等 鏜、磨等工序加工後才能製造好,這就延長了生 產周期。 (6)夾具上各平麵位置精度較高時,可用鏜 定位銷孔來定位的方法,即是將各子裝(zhuāng)配(pèi)件的銷 釘孔在坐標鏜床上加工,要求(qiú)銷釘的位置和(hé)測定(dìng) 平麵的公差在 0.01mm 以內,在夾具底座上也 鏜有相應的銷釘孔,各孔的位置可根據裝配圖上 位置計(jì)算出來,每(měi)一個被固定的工件,隻鏜兩個 銷釘孔,在裝配時(shí),按孔壓入銷釘,即可(kě)保證裝 配後的位置。
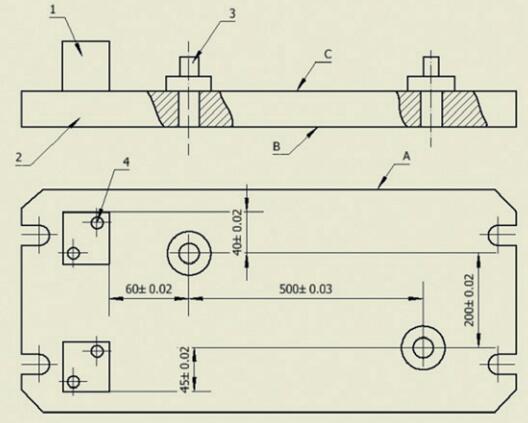
圖 9
如(rú)圖 9 所示(shì)的檢驗夾具,兩測量塊 1 和柱銷 3 有公差要求,測量(liàng)塊(kuài)的測量麵,在裝(zhuāng)配後磨削(xuē) 很不方便,如果靠鉗工裝配時調整也比較困難, 花時間很多(duō),效率低。最(zuì)好的方法是先將測量(liàng)塊 1 的幾個(gè)平(píng)麵(miàn)都磨好,然後在鏜床上鏜(táng)定位銷 4 的(de)銷孔。在底板 2 上(shàng)除鏜出柱(zhù)銷 3 的孔外,也鏜 出定位銷 4 的 4 個銷釘孔(kǒng),定位(wèi)銷孔和柱(zhù)銷孔之(zhī) 間(jiān)的(de)尺寸(cùn)可根據裝配圖計(jì)算出來。有銷孔之間的 公差(chà)一般可選為 0.01mm,如果公(gōng)差太大,兩個 銷釘 4 可能不能同時放入,這種方法對鉗工裝(zhuāng)配 非常方便,花費的鏜床工時也不多,特(tè)多(duō)適於大(dà) 型夾具。這是因為(wéi)大型夾具(jù)裝配後很不好檢驗, 需(xū)要大(dà)型的平板和檢驗夾具。夾具翻轉,移(yí)動也 都很不方便,鉗工也不好調整,同時由於體積(jī)重 量較大,裝配後受機床規格的限(xiàn)製,不能再加工, 所以裝配前加工就比較好。但是這種裝配方法(fǎ)精(jīng) 度不夠高,對於位置公(gōng)差小於 0.02mm 的夾具(jù),就不易采用這種方法,這是因為鏜孔時有誤差(chà), 裝配中壓定位銷也會產生偏斜的誤差。 (7)當夾具位置公差小(xiǎo)於 0.02mm,或者在 零件上無法鏜定位銷孔(kǒng)時(shí),可在底板上鏜幾(jǐ)個測 量銷孔,作為裝配後的檢驗基準,這些(xiē)孔的位置 一般與固定(dìng)零件的邊相切,或者有一段距離。裝 配時,插入測量(liàng)銷。將(jiāng)固定零件靠在測(cè)量銷邊上, 或者有一段距離,裝配時,插入測量銷(xiāo)。將固定 零件靠在測(cè)量銷邊上,或是保持一定距離,中間 塞(sāi)入塊(kuài)規和(hé)塞尺,然後(hòu)再固(gù)定緊。在夾(jiá)具裝配後 還可以用銷(xiāo)釘孔做檢驗(yàn)用。
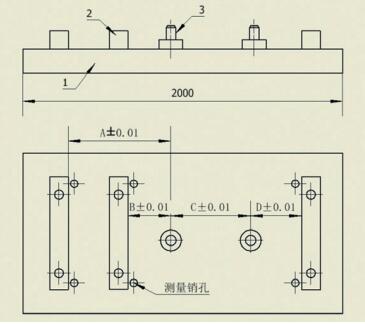
圖10
如圖 10 所示的(de)夾具,如果在鋃條 2 上鏜銷 釘孔定位,達不到要求的精度。可在件(jiàn) 2 邊上做 測量銷(xiāo)孔,與之相切(qiē),測量銷(xiāo)銷孔和柱銷(xiāo) 3 的固 定孔,一起鏜在底板 1 上,每個鋃條上應有兩個 測量銷孔,以(yǐ)保證裝配時(shí)平(píng)行。在裝配(pèi)鋃條時, 以一邊靠上測量銷,然後再固定螺釘和定位銷定。 測量銷孔也可做的與鋃條邊有(yǒu)一小距離(lí),裝配時 中間墊(diàn)塊規,這樣可測量誤差數,並(bìng)且便於修理。
2.結語
夾具的(de)裝配精度(dù)決定了夾具(jù)質量。在日(rì)常的 生產實(shí)際(jì)過程中,依據夾具單件小批量生產的(de)特 點,本文總結出了以上多種種常(cháng)見類(lèi)型夾具加工(gōng) 工藝的方法(fǎ),並且在生產實踐中得(dé)到了驗證。 由於夾具種類繁多,形狀大小、精度和交付 周期(qī)各不相同,我們要根據現有的(de)生產實際情況 綜合考慮安(ān)排夾具的加(jiā)工工藝,以最終滿足客戶(hù) 的需求。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多

行業數(shù)據
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量數據(jù)
- 2024年(nián)11月 軸承(chéng)出口情況
- 2024年(nián)11月 基(jī)本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新(xīn)能源汽車(chē)產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機(jī)床產量(liàng)數據
- 2024年9月 新能(néng)源汽車銷量情(qíng)況
- 2024年8月 新(xīn)能源汽(qì)車產量數據
- 2028年8月(yuè) 基本型乘用車(轎(jiào)車)產量(liàng)數據
博文選萃
| 更多