


伊斯卡專注汽車行業,提供先進的刀具解決方案
2020-4-14 來源:伊斯卡(kǎ) 作者:-
前 言
諸多不斷變化的因素,如油價的起伏、日益嚴苛的環境保護法規和技術往更高效的方(fāng)向發展,都在持續(xù)推進改變全球汽車市場。以上因素還(hái)加劇了汽車製造商和OEM製造商之間的競爭(zhēng),並(bìng)決定了當今汽車行業(yè)的製造趨勢。
當今(jīn)的發動機正變得更輕更小、更經(jīng)濟、更環保,也(yě)更精(jīng)巧、更(gèng)悄(qiāo)靜;較之上(shàng)一(yī)代機組,輸出功率和扭矩提高(gāo)了25-30%。如今,越來越(yuè)普(pǔ)及的渦輪增壓器在 ICE 內燃機優(yōu)化中起著關鍵作用。渦輪增壓器利(lì)用發動機以(yǐ)往(wǎng)未充分利用的(de)廢氣來推動渦輪旋轉,以激活(huó)空氣壓縮(suō)機(jī)。當(dāng)推進到發動機的燃燒(shāo)室時(shí),由此產生的空氣/燃油混合物可顯(xiǎn)著提高發動機的性能,並大大提高其能效。使用渦輪增壓器也會帶來不利的(de)後果,應用於柴(chái)油發動機(jī)時產生的熱量會使渦輪殼體溫度升高至900°C,應用於汽油發動機時(shí)渦輪殼體溫度甚至高達1100°C。確保這些零(líng)部件在如此高溫下能夠高(gāo)效工(gōng)作至關重要,因此(cǐ)渦輪殼體采用奧氏體耐熱鑄(zhù)鋼製造,具有相對高的蠕變強度、良好的熱穩定性和出色的可鑄性。
如果渦輪殼體易於加工,這種材料解決方案將是完美的(de),但許(xǔ)多渦輪增壓器製造商在使用標準刀具加工渦輪(lún)殼體(tǐ)時都遇到了困(kùn)難。通常標準硬質合金刀片在報廢前僅能加工少許幾個此類零件。在許多案例(lì)中(zhōng),這些刀具的損壞可能會導致停機和其它昂貴設備的(de)損壞。作為全球汽車行業的領軍供(gòng)應商,伊斯卡汽車行業部門受邀對解決上述問題給予支持。歸(guī)根結底有兩個主要的問題亟待解決:延長刀(dāo)具(jù)的刃口壽命;設計特製刀(dāo)具以縮減這(zhè)些複雜零件的加工時間,因全球有數以百萬計(jì)的(de)渦輪(lún)增壓器年產量。
更長的刀具壽命(mìng)可(kě)以最小化停機(jī)時間,使加工過(guò)程更為高效。因此,伊(yī)斯卡的研(yán)發部(bù)門開發了幾款先進的全新硬質合金刀(dāo)片牌號,這些牌號(hào)不僅能以非常高的切削速度運轉,而且比其他品牌的牌(pái)號耐用得(dé)多。伊斯卡將新(xīn)牌號與創新的(de)切削刃幾何形狀,以及技術創新的塗層後(hòu)處理技術完美整合,使得刀具切(qiē)削刃的使用壽(shòu)命更長,加工時間大大縮短。MS32是伊斯卡的全新牌號之一,主要用於粗銑和精銑加工。該硬質合金(jīn)基體在耐磨性和韌(rèn)性之間取得了良好的平衡,再結合技術前沿的CVD塗層,令得MS32牌(pái)號耐磨性更上一個等級。這一先進的新牌號已被證實可應用於幹式切削、濕式切削(xuē)、甚至是微量潤(rùn)滑切削MQL加(jiā)工環境中。舉例說明:伊斯卡直徑Ø100mm的麵銑刀SOF45 8/16-D100-10-32R,裝夾(jiá)10片標準(zhǔn)刀片(piàn)S845 SNHU 1305…MS32,能以切削(xuē)速度Vc = 150 m / min和每(měi)轉(zhuǎn)進給f = 3 mm/rev輕鬆完成對餘量為6mm的奧氏體耐熱鑄鋼的加工任務(wù),每更新一次切削刃可加工25-30個零件;而競爭對手的每刀片切削刃僅可(kě)完成(chéng)12個零件的加工。

通過采用單(dān)個刀具、組合(hé)刀具和多功(gōng)能(néng)刀具(jù),減免一些標準工步(bù),可以進一(yī)步縮減加工時間。例如,圖1展示的刀具在(zài)一次軸向裝夾移動中即可執(zhí)行5種不同的操作:粗鏜、倒圓角、精鏜、锪孔、倒角。假定采用(yòng)圖示刀具,平(píng)均每個工步可縮減5秒的加工時間(jiān),則(zé)每一加工(gōng)周期可有效縮減20秒。基於上述原因,因減少(shǎo)換刀操作還帶來意外的節省(shěng);假設每次換刀大約需要5秒,那麽加工周期能再縮(suō)減20秒。綜上所述,通過(guò)使用這些高效刀(dāo)具,伊斯卡能幫助將該加工周期縮減(jiǎn)40秒,有助於直接提升客戶的盈利能力。該保守數據尚未考慮其他有(yǒu)利(lì)因(yīn)素,如節能、對刀時間、機(jī)器和設備折舊費用等。
氣缸體(tǐ)
大(dà)約10-15年前,最常用(yòng)的(de)鑄鐵缸體基本上被雙金屬缸體(嵌入鑄鐵襯(chèn)套的鋁缸體(tǐ))取代。如今,越來(lái)越多的汽車製(zhì)造商又用熱噴塗工藝或CBC缸孔塗裝方法取代了雙缸工藝,即一種特殊的可直接應用於鋁質氣缸壁的塗層。有幾(jǐ)種不同的熱噴塗方(fāng)法(fǎ):等離子電弧噴塗PTWA、大氣等離子(zǐ)噴塗APS、電弧噴塗TWA等。采納這些塗層能(néng)為發動機(jī)及汽車性能帶來很多好處,列舉其中最重要的兩個如下:重量——無(wú)需沉重的鑄鐵襯套,發動機就輕了很多;潤滑——受塗層的微觀結構(gòu)影響使得氣(qì)缸和活塞之間的摩擦更小。
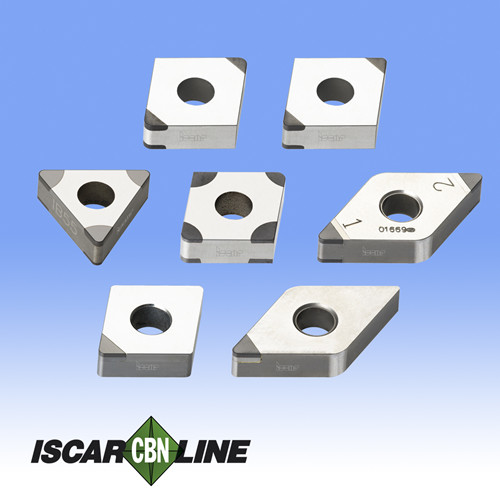
CBC缸孔塗裝的一個主要製造問題是硬度相對較高,塗層厚度相對不均勻。因此,通過汽缸珩磨工步來獲取最終尺寸將會是一個耗時長且複雜的過程。伊斯卡工程師的目標就是最小化珩磨加(jiā)工周期。他們首先(xiān)用高效鏜(táng)孔工藝取代了幾個耗時的粗磨加工。該(gāi)刀具裝備了4-6片伊斯卡PCBN刀片,均可獨立調節至(zhì)精準直徑。采用PCBN刀片(piàn)能以非常高的切削參數(shù)進(jìn)行加工。例如,以Vc = 400 - 700 m / min的切削速度和f = 1 - 1.2 mm/rev的每轉進給加工直徑100mm的氣缸孔(kǒng)。在某些(xiē)案例中,當排屑有問題,可采用前刀麵設計有斷屑槽(cáo)的PCBN刀片。鏜孔完成後,切削刃向刀(dāo)具軸心線方向移動,以避免退刀時劃傷氣缸表麵。
有兩種常見(jiàn)的機構(取決於機器):一種是線性驅動拉杆,它隻有(yǒu)2種(zhǒng)狀態(“ON”用於鏜孔加工時;“OFF”用於退刀時)。另一種是完全(quán)由數字控製驅動的旋轉杆,可以實(shí)時改變刀具直徑;例如(rú),用於(yú)圓錐形、圓桶形或其他異形孔的內孔開槽或用於對由(yóu)磨損刀片加工的(de)內徑進行校正或補償。
這(zhè)些操作成功的一個關鍵(jiàn)要素是,選擇與被加工材料匹(pǐ)配的PCBN牌號。所挑選的牌(pái)號必須在硬度和韌性之間取得與加工相適配的正確平衡。雖然(rán)不建議在PCBN刀片的使用過程中施加(jiā)冷卻,但一些汽車製造商仍堅持使用濕式加工工藝。在這(zhè)種情況(kuàng)下,必須考慮加工環境(乳(rǔ)化液或油性冷卻劑、微量(liàng)潤滑冷卻MQL、幹式加工等(děng))。切削刃的刃口處(chù)理(負倒棱、倒圓角、鋒利切削刃(rèn)或鈍化切削刃等)取決於被(bèi)加工材(cái)料、切削參數和切削深度。
閥門
氣體交換閥,特別是排氣閥,總是處於集中熱負荷下。如前所述,廢氣溫度高(gāo)達(dá)900℃以上,這對閥門材料是一個很大的挑戰,會導致其過(guò)度磨損和過早疲勞失效。一些領先的公司已經開發了(le)新的技術來解決上述問題。其中一種解決方案是采用槍(qiāng)鑽從閥(fá)門頂部(bù)鑽孔,並用鈉填充該鑽腔。在發動(dòng)機運行(háng)過程中,鈉吸收產生的熱量並融(róng)化。震動效應迫(pò)使這種鈉溶液(yè)沿閥杆內孔(kǒng)上下移(yí)動,將熱(rè)量從閥頭散發(fā)到閥杆促(cù)使其冷卻。這樣閥頭就可以保持(chí)較低的(de)溫(wēn)度,延長使(shǐ)用壽命,降低(dī)閥門燃燒、提前點火和爆燃的風險。
伊斯卡的(de)整體硬質合(hé)金槍鑽加工(gōng)孔具有優異的表麵光潔度,這對於加工空心閥門的應(yīng)用至關重要。整體硬質合金槍鑽加工孔徑範圍:Ø0.9 -Ø16 mm。加工優(yōu)勢:鑽孔精度可達IT7;具有極佳的直線度和同(tóng)心度;保持孔的高(gāo)精度及同心度;可輕鬆實現Ra 0.4 - 1.6µm的表麵粗糙度;通常無需返工(省卻了鏜孔(kǒng)工序)。

在進行這些加工操作(zuò)時,為了能夠輕鬆地使鈉滑入閥杆內孔中,需使得內孔壁盡可能地光滑。對於這種特殊的應用,伊斯卡建議使用整體硬質合金槍鑽,驅動柄可以是(shì)鋼質(zhì)或硬質合金材質。這些鑽頭是為常規(guī)機床、加工中心、車床和專用槍鑽機設計的。伊(yī)斯卡提供直徑值(zhí)起始於0.9mm的槍鑽,槍鑽具(jù)有(yǒu)卓越的剛性(xìng),需同時提供冷卻液並優化冷卻流量。與(yǔ)焊接式槍鑽相比,采用這些整體硬質合金槍鑽無論是進給還是切削速度都能提高100%。
伊斯卡(kǎ)專業提供各式(shì)幾(jǐ)何形狀的槍鑽,這些(xiē)形狀針對不同的鑽削速率、加工孔(kǒng)精度和(hé)表麵光潔度而設計的。鑽頭的形狀及其輪(lún)廓必須與工件(jiàn)材料相適配。事實上(shàng),這正是伊斯卡的專家們在(zài)這一特定案例中所做的。然而(ér),甄選出正確的槍鑽幾何形狀隻是邁向成功的重要一步。適當的切削刃處理(前刀麵拋光和切削刃鈍化至恰當的(de)尺(chǐ)寸)可以進一步改善表(biǎo)麵光潔度(dù);並有助於提高槍鑽的性能,延長槍鑽的使用壽命。此外,槍鑽刀體也經過拋光處理,變得非常光滑,使得切屑可以輕鬆從閥杆(gǎn)內排出。伊斯卡最新推出(chū)的(de)基於IC08超細晶粒硬質合金基體采用AlTiN(PVD)納米塗層的槍鑽(zuàn)可以實現最佳的空心閥門鑽削效果。
凸輪軸(zhóu)
與傳統的用鑄造或鍛造(zào)棒料加工的方法相比,用模塊組裝凸輪軸是一個相對較新的(de)概(gài)念,可以使凸輪軸變得更輕(減重可達45%),且成本也低得多。該係統采用熱膨脹作為工藝原(yuán)理,一些OEM製造商將預熱的單個凸輪固定在預(yù)冷的精密鋼管上(shàng)。其他製造商會將單個凸輪固定在鋼管上,然後通過使用(yòng)熱空氣壓力,在與凸輪接合的地方擴張鋼管直(zhí)徑。這兩種方法都可以使每個凸輪的凸角精確地按照凸輪軸(zhóu)的幾何形狀排列。
單個凸輪要麽是由金屬粉末壓製後燒結而成,要麽(me)是由淬火鋼製成。由於每年需生產的這類(lèi)凸輪數以百萬計,製造商們急於將加工周(zhōu)期縮至最短。而OEM製造商需要保持靈活(huó)性,對快速更迭的市場(chǎng)即(jí)時做(zuò)出反應(yīng),並盡可能地少花錢,所(suǒ)以(yǐ)他們更願意投資特(tè)製刀具,而不是購置新的機床。
為了縮短加工周期,伊斯卡開發了一個技術創新的概念,即一款能夠完成整個凸輪加工的創新刀片。這款不同(tóng)凡響的刀片可完成(chéng)端麵車削(xuē)、內孔(kǒng)粗車削、內孔精(jīng)車削和倒角加工。這把極(jí)其耐用的立裝夾緊刀片可以在盡可能高的切削參數下(xià)輕鬆(sōng)應對上述所有4種操作,包括加工凸輪凸角的輪廓,且僅需幾秒就能完成整個凸輪加工周期。
針對鍛造凸輪軸的深孔鑽削加工,伊斯卡提出(chū)了一種不同的方法,即使用夾持(chí)可換硬(yìng)質合金刀片(piàn)的深孔鑽(zuàn)。這一新想法給OEM製造(zào)商們帶來諸多好處。與使(shǐ)用傳統槍鑽相比,采用新(xīn)型槍鑽使這一加工工藝更(gèng)具經濟可行性:一是標準刀片的庫存總是(shì)充足的;一是(shì)刀片帶有3個切削刃,無需重(chóng)新修磨。刀片(piàn)前刀麵帶有大正前角壓製斷屑槽,後刀麵帶有三個分屑台的鋸齒形切削刃,能將切(qiē)屑切分為多個短小切屑,從而(ér)降低加工扭矩,也即能實現更大的進給,並提高了排(pái)屑的流暢性。此外,在切削刃的末端,也即是加工孔壁處還設計有短修光刃,用以實現出色的孔加工表(biǎo)麵質量。采用伊斯卡的TRIDEEP係列(liè)深孔鑽(型(xíng)號為GD- DH…)可獲取高達IT10公差等級精(jīng)度的孔徑,鑽頭直徑範圍為16-28 mm。標準TOGT刀(dāo)片帶有三(sān)個鋸齒形切削刃,加工中生成易於(yú)排出的窄短切屑,切削輕快。

強烈推薦將這些經濟且高效的刀具應用於凸輪軸的深孔鑽削加工(gōng),該深孔鑽也適用於車床和槍鑽專機。GD-DH深孔鑽(zuàn)頭的(de)鑽深比通常設定為10、15和25。伊斯卡也可(kě)為客(kè)戶(hù)定製長達2400mm的TRI-DEEP係列鑽頭。
活塞
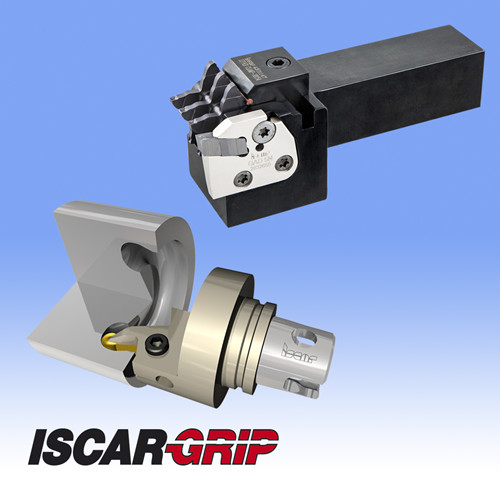
與傳統的鋁活塞相比,更短和薄壁(有時需采用摩擦焊)的鋼質活塞更輕,比(bǐ)鋁質活塞承受的負荷更高。丁槽活塞的幾何形狀變得更加複雜,需要具有創新的工程思路來加(jiā)工可達性差的加工麵。加工刀具如圖5。圖5上方刀具:一款一次性(xìng)加工四個活塞環槽的專用刀(dāo)具;
圖5下方刀(dāo)具:采用伊斯(sī)卡高精度且易於更換的(de)GRIP刀片的仿形刀具來加工位於活塞頂部的可達性差且形狀複(fù)雜的燃燒(shāo)室。
伊斯卡在加工鋼質活塞方麵(miàn)的目標:
1.減少加工所需(xū)刀具的數量,以壓縮費(fèi)用高昂(áng)的加工(gōng)周(zhōu)期耗時。由於加工區域可達性差,就需要刀具設計具有高水準的(de)創造(zào)力(lì)。刀具必須足夠窄(zhǎi)以順利(lì)切入活塞且不發生幹涉、碰撞,同時也必須足夠強固以承受高切削力(lì)。伊斯卡的GRIP係列產品兼具所需的剛性和通用性。易於操作的(de)刀片夾緊係(xì)統沒有(yǒu)多餘的部件,可以強力夾持刀片,即使改變切削方向也不會從刀具定(dìng)位槽中脫落。也就是(shì)說采用該刀具可用於端麵切槽、左手車削、右手車削及輪(lún)廓(kuò)加工,加工過程無(wú)震動,並可獲(huò)取光潔閃亮的表麵(miàn)。
2.此(cǐ)外,為了能有效從複雜的腔體中排出切屑,伊斯卡還(hái)為GRIP刀片提供各式(shì)分屑槽,以將切屑劈裂為小段快速排出。
3.增(zēng)延刀片切削刃(rèn)壽命。刀具壽命短意味著機床停機次數多,也意味著加工效率低。事實上,伊斯卡Jet HP概(gài)念的係列刀具已曆經實踐檢驗,能使得高壓冷(lěng)卻射流直達切削區域,極大地提高了(le)每一切削(xuē)刃的使用壽命。此外(wài),采納該加工方式還能改善斷屑進程。
結 語
汽(qì)車製造商推(tuī)出新平台(tái)和新車型的時(shí)刻表每年都(dōu)在收緊(jǐn),因此OEM製造商不斷向第2、3級供應商(shāng)施壓,要求縮短交貨期。伊斯卡的大多數汽車項目是由其總(zǒng)部設計的,然而(ér)公司的物流協調(diào)特別重視客戶所訴求的交(jiāo)貨時間。雖然伊斯卡的生產工廠遍布世界各地,但在許多案例中,伊斯卡會挑選離客(kè)戶最近的工廠以便在盡可能短的時間內生產製造交付出非標(biāo)訂(dìng)製刀具(jù)。除了時間和物流因素(sù),該措施還能帶來諸多經濟(jì)優勢,如更(gèng)少(shǎo)的稅收、更低的運輸成本等等。
對生產環(huán)境進行更潔淨的限控在今天的市場中(zhōng)扮演著重要的角色。伊斯卡為當(dāng)今和未來建(jiàn)設一個(gè)更美好的(de)世界(jiè)做出貢(gòng)獻,包括(kuò)提供有(yǒu)效的硬質合金回收計劃、更耐用的刀具、能(néng)耗更低的產品以及提(tí)供與微量(liàng)潤滑(huá)MQL兼容的刀具。伊斯卡(kǎ)經驗豐富的技術專家可以為世界各地的客戶提供(gòng)卓越的支持和服務。我們的專(zhuān)業團隊護持客戶的生產全程(chéng),直到項(xiàng)目全麵收官並驗收。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱(xiāng):skjcsc@vip.sina.com
更多(duō)相關(guān)信息
州金馬")
業界視點(diǎn)
| 更多

行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能(néng)源汽(qì)車產量(liàng)數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新(xīn)能源汽車產(chǎn)量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數(shù)據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情(qíng)況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據