


伊斯卡Penta刀片應用於航空零件加工
2020-4-28 來源:伊斯卡 作者:-
摘要:位於(yú)Toluca的Procesos Control Numérico工廠已成為航空航天業的主要供應商。該工廠對於加工流程的持續改善一直是其成(chéng)功的關鍵。通過改變刀具技術來改(gǎi)進加工工藝,幫助其克服加工上最新的挑戰。
在18年前,Procesos Control Numérico Computarizado公司(sī)以一(yī)個不同的商業名稱進行經營,因為那時他們采用的方法(fǎ)與現在完全不同。那時,由工程師Horacio NelsonGómez創立的(de)企業向Fisher控製公司提供石油行業的(de)零件。正當他們為石油和天然氣行業(yè)生產零件時,Gómez遇到了Aarón Flores Vásquez,他目前是Procesos Control Numérico公司的主要股東。起初,他們仍是作(zuò)為供應商(shāng)客戶的業務關係,然後(hòu)在15年前,他們成為合作夥伴,以挖掘公司的市場潛力。從那時起,他(tā)們繼續共同努力尋找其他重(chóng)要客戶,其中包括Federal Mogul。12年前(qián),他們作為Parker的供應商進入了航空航天工業領域,如今已成(chéng)長(zhǎng)為這一細分領域的專(zhuān)業供應商。
起初,他們隻為P a r k e r生產十(shí)個型號的零件。因Parker對這部分完(wán)成質量(liàng)非常滿意,並與他們建立了合作關係,他們開始負責P a r k e r更多的加工業務。Procesos Control Numérico
Computarizado公司總經理Moisés Flores Vásquez說,“前三年我們獲得了大約100個型號的零件,2011年,我們已經為(wéi)他們生(shēng)產了(le)300個型號的零件。迄今為止,我們(men)已經(jīng)為這家重要的航(háng)空航天公司生產了600多(duō)個型號的零件。”後來,他們開發了其他客戶(hù),例如為Dana的卡車製造車軸,他們為Dana公司製作了幾個零件批次,但(dàn)D a n a與世界其他國家如中國和印度的(de)工廠展開了其他零(líng)件的加工(gōng)業務。“但是,我(wǒ)們(men)公司開發了大量零件,我們提供從圓坯料到精加工的軸噴(pēn)嘴蓋零件加工”。這部分完全(quán)由ControlNumérico開發,我們目前仍繼(jì)續為Dana生產零件,盡管加工量較小。
2012年,另一位重要客(kè)戶被整合進來(lái):一家西班牙(yá)噴氣式渦輪發動機製造商,公司的一部分位於Querétaro。他們現在為這家公司生產27個型號的零件。他們(men)目前正在尋求擴大在石化行業(yè)掃碼(mǎ)了解更(gèng)多的客(kè)戶群,但該行(háng)業的國內情況並不是很好。“我們也試圖滲透(tòu)到醫療器械行業,特別是手術醫療器械。”事實上,他們已經為骨(gǔ)科醫生(shēng)製造了整形(xíng)修複的設備。然(rán)而,很多時候市場狀況並
不理想,這阻礙了他們繼(jì)續(xù)進(jìn)入這些市場領域。
Moisés Flores Vázquez說,“航空航天和汽車仍然是我們的兩大支柱;感謝我們(men)與Dana公司和Parker公司的合作。今天我們需要更多的加工(gōng)業務,因為我們有30台數控車床和兩台加工中心
可以向未來的客戶提供零(líng)件加工業務(wù)。”
用新一代刀具迎來新發展Procesos Control Numérico在車削中心進行(háng)了多項應用,他們正在開發一個用伊斯卡 Penta刀片進行螺紋加工的項目。Flores說:“我們找不到合適的刀具執行那些(xiē)需要(yào)特定角度的螺紋加工,伊斯卡公司向我們介紹了該刀具(jù),並使用新刀具幫助我們縮短了(le)加工時間,提高了生產效率,並更快地完成了零件加工。”伊斯卡在此銷售Penta刀(dāo)片已經數(shù)年,為他們特(tè)定的螺紋加工提供量身定製的解(jiě)決方案。盡管代價很高(gāo),但效率(lǜ)更高。Flores解釋說,“我們從先前7美元換到目前看上去昂貴的刀片,但該刀具的使用更方便。”
這種新(xīn)刀具被用於生產幾種幾(jǐ)何形狀相似但不(bú)同尺寸的噴(pēn)嘴。他們(men)還(hái)與伊(yī)斯卡(kǎ)工程師一起開發(fā)了適用於加工中心的刀具,以滿足Parker公司複雜(zá)零件的(de)加工要求。Procesos Control u m é r i c o車間生產的所有零件都從棒料開始,以(yǐ)獲得每個零件的特(tè)定幾何形狀。每個零件都由單一材料一次加工製成,也就是說,它們(men)不會以焊接或連接的方(fāng)式拚接(jiē)。Flores說,“這幫助我們開發更複雜的零件,現(xiàn)在我們(men)正在開發在4軸和5軸加工(gōng)中心上生產(chǎn)更為複雜的零件。”
在(zài)Procesos Control Numérico工廠生產的零件是Parker公司為起落架、副翼或飛機渦輪(lún)建造的液壓連接係統。“我(wǒ)們生產的零件應用到了所(suǒ)有這些(xiē)係統(tǒng),已有600個零件型號,我們專門加工航空航天工(gōng)業中使(shǐ)用(yòng)的(de)這類零件,例如燃油(yóu)或油液的快速連接接頭。”Flores解釋(shì)道,Ernesto Munguía Flores是Procesos Control N u m é r i c o公(gōng)司持續改進方麵的一名工程師,負責按時準確生產噴嘴,並且排查掉不合格產品,他(tā)的職能之一是不斷尋求改進加工方法,最新挑戰是在製造噴嘴時減少加工時間(jiān)。
Munguía說,“我們與伊斯卡合作的主要項目是開發噴嘴的切槽(cáo)加工,之(zhī)前,我們使用刀片加工凹槽,不得不用刀片磨至0.46m m切寬並磨出10°或(huò)5°的(de)後角。這顯然增加了刀具(jù)的成(chéng)本,因(yīn)為磨削需要時間,我們還必須驗證刀片是否符合(hé)切槽的規格。用(yòng)這(zhè)種刀片加(jiā)工還會產(chǎn)生毛刺,這使得操作者無法(fǎ)檢查零(líng)件的外徑(jìng)。為了破除這一困境,我們聯係了伊斯卡公司,並告訴他們,除了磨(mó)製特定刀片的時(shí)間,我們的加工時間也不會帶(dài)來利潤,那時伊斯卡工程(chéng)師向我們推薦了帶有(yǒu)5°和10°後角的Penta刀片(見圖1)。

圖1

圖(tú)2
”圖2所示為Procesos Control Numérico公司為航空航天工業(yè)生產的部分零件。圖3所示為持續改進工程師(shī)Ernesto Munguía(左)與Procesos ControlNumérico公(gōng)司總(zǒng)經(jīng)理MoisésFlores在生產(chǎn)噴嘴的(de)車床前(qián)工作(zuò)。圖4所示噴嘴的凹槽尺寸為0.254mm,需要切削(xuē)刀(dāo)具能在加工過程中保持(chí)更高的一致性和更長的切削刃壽(shòu)命。伊(yī)斯卡公司采用Penta 24係列刀片為(wéi)Procesos Control Numérico公司開發定製刀片。這種刀片在切槽或加工噴嘴的業務中提供(gòng)了出色的加工性能。這些(xiē)Penta刀片具有獨特的特征,切寬範圍為0.78~4.80mm,最大切削深度為6.25mm。IC908牌號的刀片全麵涵蓋ISO-P、ISO-M、ISO- K、I S O-S和I S O-H材料組(合金鋼、不鏽鋼、鑄鐵、超級合金和淬硬鋼),其剛性夾緊係統使得2018年 第9期(qī)冷加工www.mw1950.com18Procesos Control Numérico公司的切槽加工收獲高精度和優(yōu)異的表麵粗糙度質量,以及提供快(kuài)速簡便的切削刃更換(切削刃破損時,係統可保證刀片其餘部(bù)分不受損)PCHLS/PCHRS刀杆刀方從12~25mm。Penta 24N刀片相對於刀杆縱向方向偏轉3°,故而當刀片靠近加工麵時,不會發生幹(gàn)涉或碰撞。

圖3

圖4
Penta刀(dāo)片的采用大大縮短了加工時間,且(qiě)加工(gōng)的零件無毛(máo)刺。這使得他們能夠避免需(xū)要另一(yī)名操作員(yuán)執行額外的去(qù)毛(máo)刺工序。“這對我們來說是一個(gè)非常重(chóng)要的進步,非常(cháng)有益,因為它大大縮短了加工時間,減(jiǎn)少了操作人員不必要的去毛刺過程,而且我們(men)能(néng)夠將原來磨削刀片(piàn)的員工重新安(ān)置到其他業務中,除此之(zhī)外(wài),新刀片為我們提供(gòng)了更精準的尺寸,而(ér)無需操作人員花時間進行測量。”Munguía解釋說(shuō),“這是我們與伊(yī)斯卡公司取得的最重要進展之一。最重要的是,他們始(shǐ)終如一地為我們提供非常專業的技術支持。”
P
rocesos Control Numérico的工廠以前大約需要在每片刀片的磨削上耗費1h。也就是說,工作人員需要消耗一整天(tiān)的(de)時間磨(mó)削(xuē)10片一盒的刀片。M u n g u í a說:“刀尖被修磨(mó)一次,我們隻能使用一次。”根據這些刀片的消耗(hào)量,每周約修磨40次刀尖。因此,如果算上操作員去毛刺的(de)時間,已經(jīng)將每個噴嘴的生產時間縮短了大約40%,“Penta的(de)另一個好處是它有五個切削刃,而我們(men)之前使用的隻有兩個(gè)切削刃。我(wǒ)們還節省了操作(zuò)員從倉庫(kù)領取新刀片的時(shí)間,將其安裝並加工零件。”現在,在加工過(guò)程中,當一個切削刃(rèn)磨損時,我們(men)隻需將另一切削刃轉位到同一個Penta刀片工作位處並繼續工作。他們使用這種加工工藝為Parker公司生產噴嘴,而這占其整個(gè)生產總量的(de) 85%。噴嘴由3 2 1 不鏽鋼、 3 0 4 不鏽鋼(gāng)或鈦合金作為原材料製造。噴嘴生產的第一步始於棒料。棒材被送入機床並開始加(jiā)工過程。首先(xiān)進行粗加工操作去除餘量,獲得更好的零件可加工性。隨(suí)後進行精(jīng)加工,切槽(采用另一款伊斯卡切槽刀G H M R完成),並進行切斷加工。噴嘴生產的第一部分結束(使用伊斯卡切斷切槽刀H G F H)。下一道工序在另一台機床上執行,噴嘴(zuǐ)夾持部位做了變更以進行最(zuì)終加工。
車間的質量(liàng)控製體係從(cóng)來料品質管理開始,他們建立了許多控製點,以實現全程品質管控的生產並獲得零次品。多年來(lái),這種過程控製助力他(tā)們能夠加工品質非常高的(de)零件。目前,他們在
美國供應三家Parker工廠,分別位(wèi)於德克薩斯(sī)州Fort Worth、佛羅裏達州Jacksonville和加利福尼亞州Camarillo。MoisésFlores說,“這些是我們供應零件(jiàn)的三個工廠,Fort Worth是其中最強的。”
該公司在航空航天工業領域獲得了2013年的AS 9100標準C版認證。自那時(shí)起,他們一直保持(chí)著這一認證,並於最近再次獲得認證。Procesos Control Numérico是一家小微企(qǐ)業,包括運營和管理人員在(zài)內僅有60名員工。Flores說,“我們總是努力以不同的方式做事情,我們很榮幸能夠出席Parker公司每兩年主辦一次的供應(yīng)商級會議,邀請那些滿足他們期望並(bìng)被認定為是重要的供應商人士,這意味著與他們(men)有大量的商務往來。”在那裏,全球約有300家供應商齊聚一堂,Procesos Control Numérico已多次獲得認可。“讓Parker這樣的國際供應商認可你並不容易,我們目前是他們在墨(mò)西哥最重要的供應商。”事實上(shàng),Parker在巴西或該地區的另一(yī)個國家沒有(yǒu)任何其他供應商,因為他們對Procesos Control Numérico提供的質量和(hé)服務(wù)感到滿意。
“ 我們必須處理那些通常非常緊迫的航空航天(tiān)業的緊(jǐn)急任(rèn)務,製造一架飛機可能需要一年的時(shí)間(jiān),但(dàn)有(yǒu)時製造計劃受擾(rǎo)或延遲授權可(kě)能導致項(xiàng)目停滯不前,這就是為什麽我們(men)要(yào)做好準備,隨時準備及時響應客(kè)戶的要求。”MoisésFlores解釋說,“我們的質量(liàng)承諾是通過從公司內部及外部,不斷改進我們的生產和管理流程來滿足客戶的要求和期望,這(zhè)一直是我們的基本方針(zhēn)和(hé)願景。”目前為Parker公司加工(gōng)的情況(kuàng)是(shì),每百萬件零件的(de)次品率為零,這(zhè)充分(fèn)說明(míng)了Procesos Control Numérico奉行的質量控製體係的水平。他們每年(nián)為(wéi)Parker公司生產(chǎn)250 000件零件,並且完全沒有次品。截(jié)至2018年6月, parker公司財政結算時,他們仍然沒有次品。“那是(shì)因為我們有非常努力且(qiě)有能力的人,具有滿足需求的必(bì)要經驗。”對(duì)他們公司及其行業的承諾也體現(xiàn)在未來(lái),Moisés Flores和他的團隊繼(jì)續尋找來(lái)自不同行業的新客戶。
“如果我們獲(huò)得了我們正在開展的新業務,我們(men)將需要另(lìng)外30個車削中心和新設備(bèi)來滿足客戶的需求。”檢測與質量為了確保(bǎo)零件符合航空航天工業的要求,他們有一個特別的計量室。在用於檢查噴嘴的設備中有一個光學比測儀。通過放大10倍的陰影進行比較,以便直地確定每個部分的特征(zhēng)。在此過程中(zhōng),測量(liàng)噴嘴所需的10mil圖 5(1mil=0.025 4mm)插槽,並測量角度、距離和深度(dù)。他們還有新的(de)檢測設備,可以執行相的測量,但能將(jiāng)其檢測結果輸入到記錄特定(dìng)特征的軟件中,從而不必(bì)依賴於操作員目力檢測。在光學比測儀(yí)中,檢測過程需要5 m i n ,而在這台新機器中則隻
需要(yào)15s,新設備用於測量超過(guò)0.381mm的溝槽。
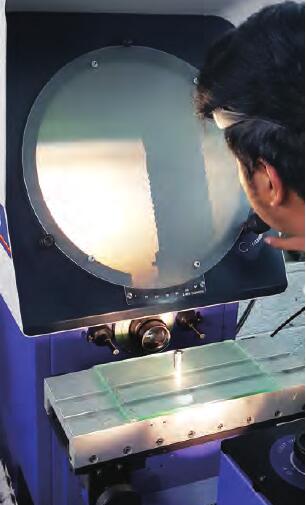
圖5
為確保所有零件滿足航空航天工業嚴格的公(gōng)差要求,所(suǒ)有加工零(líng)件均(jun1)在公司配(pèi)置了最先進的測量設備的計量室(shì)進行了複檢(見圖(tú)5)。
投稿箱:
如(rú)果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如(rú)果您有機床行業、企業(yè)相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床(chuáng)產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用(yòng)車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月(yuè) 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機(jī)械加工過程圖示
- 判斷(duàn)一台加工中心精度的幾(jǐ)種辦法
- 中走(zǒu)絲線(xiàn)切割機床的發(fā)展趨勢
- 國產數控係統和數(shù)控(kòng)機床何去何從?
- 中(zhōng)國的技(jì)術(shù)工人都去哪裏了?
- 機械(xiè)老板做了十多年,為何還(hái)是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實(shí)麵前,國人沉默。製造業的(de)騰飛,要從機床
- 一(yī)文搞懂數(shù)控(kòng)車床加工刀具(jù)補償功能
- 車床(chuáng)鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別