


骨科零件加工的新(xīn)策略
2018-1-17 來源:山(shān)高刀具 作(zuò)者:-
上海, 2018 年(nián) 01 月 - 如今,人們對骨科置換和康複器械的需求日益(yì)增長。醫療零(líng)件包括人造關節以及人造板、杆和釘,用於修複或加固人們在發生(shēng)事故或患病後受損的身體部位。
隨著人類壽命的普(pǔ)遍延長,越來越多的老年人患有關節炎(yán)和骨質疏鬆症,這導致骨科置(zhì)換器械的需求量不斷(duàn)增長。全球範圍內的體重增加和肥(féi)胖化趨勢使得人(rén)類骨骼關節要承受更大的壓力。此外,大多數人的生活方式正在改變,從缺乏體育鍛煉到增(zēng)加運動參與度(dù),進一(yī)步增加了人(rén)們對身體部(bù)件置換件的(de)需求。隨著(zhe)新興經(jīng)濟體(tǐ)的發(fā)展,越來越多的人可以承擔骨科醫療器械費用。據(jù)全球(qiú)調研機構 Global Market Insights 預測,到 2024年,全球骨科器(qì)械市場的產值將會增(zēng)長(zhǎng)到 500 億歐元(yuán)(530 億美元(yuán))。
競爭推動刀具開(kāi)發
在競(jìng)爭激烈的骨科零件市場(chǎng),五家主要供應(yīng)商占據(jù)大(dà)約(yuē) 85% 的市場份(fèn)額,其他 200 多家公司競爭剩餘(yú)的(de)份額。鑒(jiàn)於這種激烈(liè)的競爭,設備製造商致力於尋求更快、更經濟的零件加工方(fāng)法。通過應用新型材料,植入(rù)物變得更堅固、更(gèng)輕,並且能夠在人(rén)體內存續多達 25 年之久。此外,骨科(kē)器械是整個(gè)生活消(xiāo)費品市(shì)場走向個性化的一部(bù)分;醫療器(qì)械製造商都在(zài)想方(fāng)設法(fǎ)定製自身的產品,從而(ér)適應(yīng)患者對(duì)身體外觀和(hé)其他偏好的(de)需求。產(chǎn)品多樣性已(yǐ)成為一(yī)項關鍵的競(jìng)爭優勢。因此,機床製造(zào)商追求研發能(néng)夠快速加工複雜輪廓零件(jiàn)的方案,而刀具製造商致力於開發可以提供更高(gāo)速度和靈活性的刀具技術。先進的製(zhì)造技術方(fāng)案包括用於機(jī)加工的 3D 打印技術和先進冷卻技術。
典型零件

HQ_IMG_Complete_Knee_Components.jpg
骨科器械包(bāo)括髖關(guān)節和(hé)膝關(guān)節置換零件、人造肘關節和(hé)踝關節、創傷康複器械、脊柱骨板以(yǐ)及各種康複用(yòng)釘、杆和緊固件。關節重建器械約占 40% 以上的市場份額,其中大部分是髖關節和膝關節置換件。這些零(líng)件的關鍵要求是強度、可靠性、輕量化(huà)以及生物相容性。
加工挑戰
骨科零件通常由棒材、鑄件或鍛件加工而成,然後進行研磨和(hé)拋光。對於髖(kuān)關節和膝關節植入(rù)物(wù),最常見的工件材料是鈷鉻合金,但鈦合(hé)金的使用量也在增長(zhǎng)。典型的鈷鉻合(hé)金包括 CoCr28Mo6 等,而 Ti6Al4V鈦(tài)合金是最常用的材料。
這兩種(zhǒng)材料都具有生物相容性,極其堅(jiān)硬,因此非常(cháng)適合製造骨科零(líng)件。然而(ér),這些相同的屬性也增(zēng)加了合金的加工難度。鈷鉻合金堅硬耐磨,彈性大,且導熱性差。這種合金可能包含堅硬的、導致刀具(jù)嚴重磨損的磨蝕性成分,並會產生堅(jiān)韌且連(lián)續的切屑(xiè),因(yīn)此需(xū)要(yào)使用具有良好切屑控製(zhì)性能的切削刃槽型。
鈦合金很輕且非常堅(jiān)固。會(huì)在(zài)加工(gōng)時變硬,並(bìng)且導熱性差。熱量集中在切(qiē)削刃和刀麵上(shàng)。高溫、大切削力和(hé)切屑通道的高摩擦會造成月(yuè)牙窪磨損和刀具失效。該材料的彈性模量較低,這在一些植入應用中頗(pō)具好處,但(dàn)在加工時材料會(huì)從(cóng)切削刃上彈回,因此要求密切(qiē)留意刀具的鋒利度(dù)。
冷卻液要求

HQ_ILL_End_Mill_Fusion_Application.jpg
骨科植入物(wù)加(jiā)工中所用的材料通(tōng)常會產生過多的熱量,因此需要使用冷卻液。然而,通常對傳統冷卻液的使用有著極其嚴格的限(xiàn)製,以防止汙染零件。並且(qiě)在加工後,傳統冷卻液需要進行清洗,這(zhè)個過程耗時且成本昂(áng)貴。此外,在員工身(shēn)體健康、安(ān)全和處理政策方麵(miàn),冷卻液本身(shēn)也會造成環境問題(tí)。另一種冷卻技(jì)術是采用超臨界二氧化碳 (scCo2) 的幹式切削技術。這種超臨界(jiè) scCo2 作為一種介質,把(bǎ)幹燥的強效潤滑劑輸(shū)送至切削區。
隨(suí)著融合冷卻係統的誕生,可以在不使用油、乳液或合成液的情況下加(jiā)工零件。當二氧化碳在(zài) 31 C 下被加壓至 74 bar (1,070 psi) 以上時,它就變成了超臨界(jiè)流體。在這種狀態下,它會像氣體一樣充滿容器,但密度與液體相似。當被輸送到切割區時,雖然(rán)不(bú)會(huì)像液氮(dàn)一樣(yàng)創造低溫物(wù)質,但超臨界二氧化碳會膨脹並形成幹冰(bīng)。因此,全新的冷卻液解決方案帶來更高的冷卻效率,優(yōu)於那些采用(yòng)高壓水/油、微量潤滑(MQL)、液(yè)態二氧化碳和液態(tài)氮的(de)現有係統。
3D 打印零(líng)件
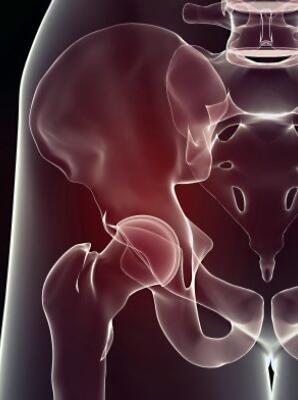
HQ_IMG_Hip_Joint.jpg
在骨科器械生產中,另一項越來越普遍的非傳統製造技術是 3D 打印技(jì)術,該工藝使用鈦和(hé)鈷鉻合金粉末來(lái)生產複雜(zá)的、接近淨成形的零件(jiàn)。在醫療行業中(zhōng),采用(yòng)選擇(zé)性(xìng)激光熔化 (SLM) 技術把粉末熔化並逐層製(zhì)造零件。該工藝允許醫療器械製造商為患者定製特殊(shū)輪廓和尺寸的零件。此外,還可以產生均勻一致的微孔表麵(miàn),從而加速零件與人體骨胳的結合(hé)。對於精加工,通過 3D 打印加工出的零件能夠保持其製造金屬的大部分加工特性。然而,此類零件可能必須接受印刷後(hòu)期處理,以減輕加工過程中產生的不均勻應(yīng)力。此外,在加工後期,由於零件接近淨成形且具有複雜的輪(lún)廓,因此零件夾持可能是一項挑(tiāo)戰。
置換零件

HQ_IMG_Femoral_Part.jpg
全膝關節置換(huàn)物通常由三個基本部分組成:一個是稱為股骨零件的輪廓金屬(鈷鉻或鈦(tài))零件,它(tā)連接到股骨(大腿骨)的膝蓋末端。一個是稱為脛骨托的(de)金屬零件,它固定至小腿脛骨的頂部,由短軸或龍骨組成,用於支撐帶凸起邊緣的扁平(píng)表麵。最後一個是介於金屬零件之間的塑(sù)料軸承插件,能夠使關節自由運動。同樣,髖關節置換物也包括三(sān)個(gè)主要部分:一個是頂端帶有股(gǔ)骨帽或頭(tóu)的金屬股骨柄,它插入股骨的頂部或臀端。一個是置於骨盆內的金屬髖臼杯或球窩套件。膝關節中的新(xīn) alinea 軸承插件和(hé)髖關節中的(de)塑料杯通常采用 UHMWPE(超(chāo)高分子量聚乙烯)加工而成。
組合製造方法
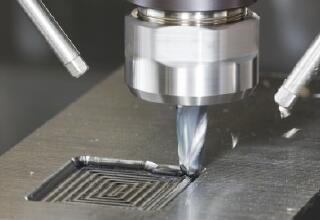
HQ_IMG_Jabro_Solid_HFM_Application.jpg
骨科植入(rù)物的金屬(shǔ)合金零件必須具(jù)有(yǒu)極佳的表麵光潔度,這不僅有助於最大限度地減少(shǎo)塑料零件的磨損,同時(shí)還允許(xǔ)關節的預期壽命達(dá)到 20年或(huò)更長(zhǎng)時間。例如,在膝關節置換物中,股骨零件和脛骨托必須絕對光(guāng)滑(huá),以(yǐ)保護塑料軸承插入件不受磨損。
因此(cǐ),骨科組件的製造通(tōng)常要求在銑削(xuē)加工(gōng)之後(hòu)進行磨削加工,從而達到足夠精細的光潔度。然而,磨削加工非常耗時,並且會影響整(zhěng)體製造效率和靈活性。另(lìng)外,磨削加工還會在基礎零件上產生高溫和(hé)應力,導致零件出現尺寸(cùn)誤差,並影(yǐng)響(xiǎng)零件的強度和性能。
通常,先進(jìn)的切削刀具(jù)和高速銑削策略可以改(gǎi)善磨削加工,或在某些情(qíng)況下取代磨削加(jiā)工。銑削的目的是(shì)加(jiā)工出無毛刺的外形(xíng)輪廓和優異的表麵光(guāng)潔度,並且(qiě)達到具體所需的表麵質量、完整性(xìng)和尺寸精度。由於已(yǐ)在銑削過程中實現了所定義的表麵(miàn)粗糙度和結構,因此可以最大限度地(dì)縮短拋光等後處理工藝(如果(guǒ)有)的時間。在刀具方麵,同(tóng)樣追求長久可靠的刀具(jù)壽命和生產率最大化。
典型應用(yòng)是在(zài) 5 軸銑床上使用球頭立銑刀加工由鑄造鈷鉻合(hé)金製成的股骨零件。高速仿形銑削策略和高性能立銑刀消除了磨削加工過程。結果,每(měi)個(gè)零件的加工周期為 11 分鍾,比(bǐ)以前的方法縮(suō)短 50%。通(tōng)過(guò)將骨節表麵的加工由磨削改為銑削,可以消除廢件的產生。整體硬質合金立銑刀采用專門的硬質合金(jīn)材質以及堅硬的拋光TiAlSiN鍍層,確(què)保提供優異的金(jīn)屬去除率和流暢的切削,從而實現一流(liú)的表麵光潔度並將拋光時間減至最少。
多項加工操作

HQ_IMG_SNS_2017-2_Jabro_CoCr_JH770_13.jpg
骨科零件的複雜輪(lún)廓通常需要使用(yòng)一係列特定的專用刀具。例如,脛骨(gǔ)托涉及(jí)七項加工操作(zuò),包括粗加工、托底粗加工、托底精加工、倒角銑削、T 型槽根切(qiē)加工、側壁精加(jiā)工/倒角以及根切去毛刺。需要以最少的人工幹(gàn)預實現出(chū)色的表麵質量和可靠的(de)刀具性能,從而確(què)保最(zuì)佳的生產(chǎn)率、最低的成(chéng)本和(hé)最高的質量(liàng)。過(guò)去,在完成這類多項操作時(shí),需要使用特殊刀具(jù)來實現每一個所需的(de)輪廓、尺(chǐ)寸和表麵光潔度。特殊(shū)刀具需要投入大量的(de)設計和開發(fā)時間以及費用,而且由於產量較低(dī),其交貨時間可能會延(yán)長,供貨性也會受到一定的限製。
新的方(fāng)法是(shì)開發和使用可在這些應用中高效生產的標準化刀具,並且這些(xiē)刀具還必須保留足夠的靈活性,能夠用於加工骨科行業中的其(qí)他類似零件。(見側欄)
結論
全球人口和經濟的增長趨勢(shì)表明,人們對複雜骨科(kē)零件的需(xū)求量將會不斷增長。同時,消費者的期待以及醫療零(líng)件製造商在競爭中獲勝的決心,聯合推動(dòng)了個性化骨科零件的研發,從而滿足不同(tóng)患者的獨特需求。令人驚訝的是,通過使用比以(yǐ)前用於生產此類零件(jiàn)的定製(zhì)刀具(jù)更靈(líng)活、更具(jù)成本效益的標準化刀具,可以實現(xiàn)不同(tóng)的零件特異(yì)性。
備注:
標準化刀具(jù)和應用支持提供諸多益(yì)處

HQ_IMG_SNS_2017-2_Jabro_CoCr_JH770_12.jpg
在各製造(zào)商之(zhī)間,骨科器械的一些設計細節有較大差異,但產品也有許多共性,因為所(suǒ)有人(rén)體結(jié)構基本上都是(shì)相(xiàng)同的。雖然製造商傳統上使用定製刀具來加工這些零件,但現在有了一個廣泛而有效的共(gòng)同基礎,在這(zhè)個基礎上(shàng)製造的刀具可以在多種材料中高效地加工(gōng)一些通用構件。而在過去,這需要製造一整(zhěng)套的定製刀具。
山高密切分析醫療零件的製造工藝,並且運用十多年的醫療零件加工經驗,開發出了一(yī)係列可以加(jiā)工鈷鉻合(hé)金(jīn)骨科零件的標準化立銑刀。其目標是將專(zhuān)業化的刀具解決方案轉換成更(gèng)靈活的標準化刀具係列。這些刀具的(de)性(xìng)能(néng)特點使(shǐ)其可以廣泛用於各(gè)種零件和材料的加工。
刀具(jù)的(de)標準化可以(yǐ)提供諸多益處(chù)。它消除了定製刀具的設計、原(yuán)型製造和測試過程,因此可以節省大量的時間。由於刀具(jù)是標準刀具,因此會列(liè)在我們的產品目錄中,並可通過山高的配送中心向世界各地供貨。此外,這些刀具還會大批(pī)量生產,因此降(jiàng)低了單個刀具的成本。
新的刀具係(xì)列包(bāo)括 9 種不同的槽型和總共 39 種產品。通過提供不同型號、圓弧半徑和尺寸的產品(pǐn),可以擴大目(mù)前相對較小的產品選擇範圍。
這些刀具設(shè)計用於加工各種骨科零件(包括膝關節和髖關節)上通(tōng)用的特定構件,但也適用於加工骨板(bǎn)、脊柱零件和(hé)其他零(líng)件。九種不同的槽型各自擁有專門的(de)功能(néng)或應用區域(yù),其中包括粗加工、精加工、T型槽根切、複雜輪廓零(líng)件的超精加工等等。
例如,JH770 立銑刀設計(jì)用於粗加工,並提供具有 4 刃、5 刃和 6 刃的多種型號產品,從而可(kě)以進行整體粗加工和接近(jìn)淨成形加工的操作。該刀具的總長度較短,以在高金屬去除率加工中(zhōng)可提供最高(gāo)的剛性。另一個(gè)標準化產品是 JH780,它是一款 4 刃錐形球頭 (TBN) 立銑刀,用於對精密的零件細節(例如股骨髁的箱式構件(jiàn))進行 5 軸精加工。
標(biāo)準化刀具由堅韌的硬(yìng)質合金材質(鈷(gǔ)含量 12%)製成,並且采用(yòng)了山高內部(bù)研發的 TiAlSiN HXT 拋光鍍層。
投稿(gǎo)箱:
如果您有機(jī)床行業、企業相關新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯(lián)係本網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機(jī)床行業、企業相關新聞(wén)稿件發(fā)表,或進行資訊合作,歡迎聯(lián)係本網(wǎng)編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息(xī)

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金(jīn)屬(shǔ)切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年(nián)11月 基本(běn)型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多