


更多切削刃帶來更高的效率
2018-1-2 來(lái)源(yuán):瓦爾特 作者:-
瓦爾特提供的通用圓(yuán)刀(dāo)片銑刀,其有八個有效(xiào)切(qiē)削刃,可大大提高成本效率
茨維考應(yīng)用科學大學研發與轉讓中(zhōng)心(FTZ)的科學家們很高興看(kàn)到這樣好的效果。經(jīng)過廣泛的試驗後,他們確信瓦爾特(tè)目前可提供(gòng)市場上(shàng)唯一能夠無限製使用(yòng)雙麵(miàn)刀具進行麵銑應用、等(děng)高輪廓應用和螺旋粗(cū)加工(gōng)應用(yòng)的概念。
這給(gěi)通用機械工程特別是能源行業的用戶帶來了福音。這(zhè)種新概(gài)念銑刀是總部位於圖賓根的瓦爾(ěr)特加工專業工(gōng)程(chéng)師專門為渦輪葉片加工(gōng)研製的。到目前為止,他們(men)所取得的空前成就,絕無僅有(yǒu):可轉位刀片的八個切削刃(每側四道),非(fēi)常切實(shí)可行,與目前市麵上類似的銑(xǐ)刀截然不同。
切削材料成本縮減高達15%
這是新解決方案所帶來的經濟(jì)效益:瓦爾特能源部門經理(lǐ) Dr Vikki Franke說:試驗結果表明,切削材料成本削減高達15%,而(ér)同樣可以保持優(yōu)異(yì)的(de)性能和功率要求。這一切全在於可轉位刀片上(shàng)的八個切削刃,使用時無任何限製。”
全新Walter M2471仿(fǎng)形銑刀,裝有12mm的圓(yuán)刀片,這是該銑刀的技術依據。刀具裝有燒結可轉位刀片,采(cǎi)用負型結構和(hé)正(zhèng)前角切削刃槽形(xíng),由Tiger∙tecSilver WSP45S材質(zhì)製成。仿形銑刀的切深可達6.0mm。為了(le)保(bǎo)證一定銑削效率下降低成本效率,瓦爾(ěr)特的研發人員推薦最大切深為4.0mm。
采用這種配置後,刀具非常(cháng)適合加工鋼件、不(bú)鏽鋼工件和難以切削材(cái)料。它還適合渦輪葉片的螺(luó)旋粗加工和等高加工。但是,由於這種方案的成本效益,它在麵銑應用中(zhōng)也非常突出。即使采用低性能機床,也可達(dá)到相對較高的金屬去除率。可轉位刀片的穩定性(xìng)確保了加工過程的可靠性。
切削輕快
Dr Vikki Franke說:“帶正前角切(qiē)削刃槽形可導致較小的切削作用,與這(zhè)些加工應用常用的槽形相比,切削力要(yào)小很多。”她表(biǎo)示,刀具(jù)性能提高後,特別有利於渦輪葉片的根部、頭部和整個(gè)葉片的粗加工和半精加工。“例如(rú),在汽輪機葉片生產中,這(zhè)些加工工藝過程占了60%的(de)成本,采用新銑刀後,可大大降低刀具(jù)成本。”
能源部門經(jīng)理稱,新銑刀體現了其成本效益,特別適合在穩定加工工況下,加工長度約500 mm的中小型汽輪機(jī)葉片。歸根結底(dǐ),它關(guān)係到單刃成本。
八個切削刃起著決定性作用
在傳統的粗加工或半精(jīng)加(jiā)工中,成本包括固定成本以及(jí)機床成本、人工成本和刀具成本。為了比較性能,瓦爾特的研發人員與茨維考應用科學大學試驗了不同的(de)刀具,這些刀具可雙麵使用,以下(xià)加工參數完全一致:切削速度、進給量和加工時間(jiān)。Dr Vikki Franke說:“與(yǔ)其它所(suǒ)有銑刀(dāo)不(bú)同的是,我們的新概(gài)念銑刀全部使用了八個切削(xuē)刃,因此刀具成本可節省大約15%。”
在新刀具研發期間,瓦爾特的工程(chéng)師們保證安裝位置的雙麵刀具的(de)有效前角(jiǎo)幾乎與(yǔ)現有傳統加工(gōng)方案(àn)一致(zhì)。
M2471仿形銑刀的可(kě)用直徑範圍為(wéi)32~63mm。銑刀可與(yǔ)ScrewFit接柄類型或鑽(zuàn)孔接柄配套。瓦(wǎ)爾特的新銑刀提供了兩種可轉位刀片:D57-前角為19°,可在普通加工工況下通用; F67-前角(jiǎo)為 24°。後(hòu)者最適合(hé)良好(hǎo)的加工工況和普通的進刀量,由於(yú)其切削力較小,性(xìng)能特別突出(chū)。
明顯優勢(shì)
綜合試運行分析結果表明,與市麵上其它所有雙(shuāng)麵銑(xǐ)刀相比,使用M2471仿形銑刀的加工概念,明顯優勢頗多:
刀具使用壽命更(gèng)長(zhǎng);
切深更大;
切(qiē)削力更低;
切削(xuē)噪音(yīn)更低;
可用切削刃(rèn)數量更多;
在試驗期間,專家們(men)能夠在每次試驗中都能記(jì)錄到至少一處瓦爾特銑刀與眾不同之處。其它可轉位刀片銑刀也可雙麵使用。但是,在大多數情況下(xià),下側切削(xuē)刃的使用非常受限。例如,在螺旋粗(cū)加(jiā)工應用中,在使(shǐ)用前,切削刃往(wǎng)往已經被損壞。
茨維考應用科學(xué)大學的(de)科學家們得出如下結論:瓦爾特的解決方案是目前唯一能用於麵銑應用、等高應用和車銑應用、不受任何限製的雙麵銑(xǐ)刀。
Walter M2471仿形銑(xǐ)刀優勢匯總
-由於較高的金屬去除率,銑刀具有卓越的成本效益,甚至可用於低性能機床;
-每片刀片共有八個切削刃,切(qiē)削材料成本(běn)更低;
-性能穩定的可轉位刀片可確保可靠的加工過程;
-由於采用正前角切削刃槽形可實現輕鬆的切削過程;
PVD塗層的 WSP45S材質,無需冷卻液,可(kě)采用微量油霧潤滑,並可應用於濕式加工(乳狀液)
圖片1:M2471仿形銑刀

圖(tú)文說明:M2471仿形(xíng)銑刀具有卓越的成本效率,共有八個切削(xuē)刃,可用於麵銑(等高)應用(yòng)和車銑(xǐ)應(yīng)用,不受(shòu)任何限製
圖片(piàn)2:Dr Vikki Franke

圖文說明:瓦爾特能源部門經理Dr Vikki Franke
圖片3:D57和F67圓刀片
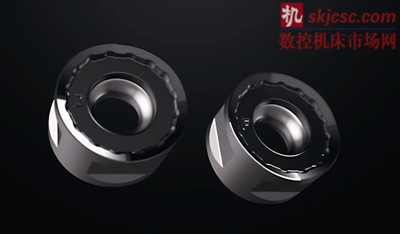
圖文說明:可雙麵(miàn)使用、共(gòng)有各道有效切削刃的圓刀片; 左圖:D57 – 通用刀片;右圖:F67 – 易切刀片(piàn)
圖片4:等高加工
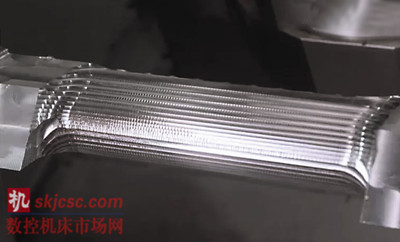
圖文說明:新概念銑刀體現了其成本效益,特別(bié)適合在穩定加工(gōng)工(gōng)況下,加工長度約500mm的中小型(xíng)汽輪機葉片。
( 圖(tú)片提供:瓦爾特(tè))
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金(jīn)屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能(néng)源汽車銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新(xīn)能源汽車產(chǎn)量數據(jù)
- 2028年8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加(jiā)工過程圖(tú)示
- 判斷一台加(jiā)工中心精度的幾(jǐ)種辦法
- 中走絲線切割機床的發展趨勢
- 國產數控(kòng)係統和(hé)數控機床何去何從?
- 中國的技術工人都去哪裏了?
- 機械(xiè)老板做了十多(duō)年,為何還是小作坊(fāng)?
- 機械行(háng)業最新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造(zào)業大逃亡
- 智能時代(dài),少談點智造,多談點製造
- 現實麵前,國人(rén)沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂數控車床加工刀具(jù)補(bǔ)償功能
- 車床鑽孔攻螺紋加(jiā)工方法及工裝設計
- 傳(chuán)統鑽削與螺(luó)旋銑孔加工(gōng)工藝的區別