


驅動式(shì)滾切銑削機理分析(xī)及其刀具
2017-1-5 來源:北(běi)京理(lǐ)工大學機械與車(chē)輛學院 唐山學院 作者:李慎旺 王西彬 解麗靜
摘 要: 為了對驅動式(shì)滾切(qiē)銑削及驅動式滾切銑刀(dāo)進(jìn)行深入(rù)研究,在充分分析滾切加工(gōng)特點的基礎上,提出了以滾切速(sù)率比表征滾壓和切(qiē)削的比例關係,結合滾切速率比對驅動式滾切銑削的加工表麵質量、刀具後刀麵接觸滑動速率、驅動式滾切銑削的銑削力的機理進(jìn)行了(le)研究. 得出(chū)了驅動(dòng)式滾(gǔn)切(qiē)銑削本身特有的切削規律,並依(yī)據這些規(guī)律提出了驅動式滾切銑削加工的硬件實現形式“內驅動式滾切(qiē)銑刀(dāo)”. 結果表明:內驅(qū)動式滾切銑刀(dāo)(又稱難加工材料專用銑刀)既能夠根(gēn)據待優化(huà)參數的要求在機加工前(qián)調節滾切速率比的值,又能夠在機加工過程中保持調(diào)節好的滾切速率比的值穩定,相對傳(chuán)統(tǒng)的自滾(gǔn)切刀具具(jù)有很強的(de)優勢.
關鍵詞: 滾切加工(gōng); 驅動式滾切銑削; 滾切速率比; 切削力; 內驅動式滾切銑刀
滾切刀具(回轉刀具)上裝有(yǒu)圓形刀片,在切削過程中,圓形刀片一邊隨著刀體作走刀運動,一邊繞其自身(shēn)軸線(xiàn)作回轉運動. 當圓形刀片的轉動是由外加動力來驅動時,稱為驅動式滾切刀具( drivingrotary tool,DRT);當圓形(xíng)刀片的轉動是由工件和刀片之(zhī)間的相對運(yùn)動來驅動時稱為自滾切刀具(jù)(selfpropelledrotary tool,SPRT)[1] . 由於滾切刀具的圓形刀片在切削(xuē)過程中連續旋轉,使其不僅具有斜角切削的特點,而且刀片後刀麵的棱(léng)帶還具(jù)有滾(gǔn)壓作用,因而能極大地(dì)提(tí)高刀具耐用度、加工生產率和表(biǎo)麵(miàn)質(zhì)量.
近(jìn)年來,由於高硬度(dù)、高強度、高耐磨性能的切削加工性差的難加工材料不斷出現,自回轉(zhuǎn)刀具獨特的結構和運動行為(wéi),能(néng)在不(bú)降材料(liào)去除率的情況下,加(jiā)工表麵粗糙度得到減小,刀具耐用度得到幾倍至幾十倍的(de)增加[2] . 因此(cǐ),引(yǐn)起了很多學者(zhě)對(duì)自回(huí)轉刀具加工難(nán)加工(gōng)材料[3-9] 的切削加工研究的興趣.這不僅促進了傳統金屬切削(xuē)的革命,也帶動了新(xīn)技術、新理論的發展.
分析已有的研(yán)究滾切加工的(de)理(lǐ)論(lùn)、技術、文獻發現:研究滾切(qiē)車削的多[1-13] , 而(ér)研究滾切銑削的少[14-15] ;研究(jiū)自滾切加工的多[1-8,14-15] ,而研(yán)究驅動式滾切加工的少[9-13] ;而驅動式滾切加工的研究都(dōu)集中在驅動式車削(xuē)加工[9-13] . 事實上從現有文獻看,還未發現驅動式滾切銑削(xuē)及(jí)驅(qū)動式滾切銑刀方麵(miàn)的深入研究. 本文分析了(le)驅動式滾(gǔn)切銑削的理論,得出了驅動式滾切銑(xǐ)削本身特有的切削規律,並依據這(zhè)些規律提出了驅動(dòng)式滾切銑削加工的硬件(jiàn)實現形式“內驅動式滾切銑(xǐ)刀”.
1.驅動(dòng)式(shì)滾切銑(xǐ)削的滾切速率(lǜ)比k
圖1 為滾切銑削加工示意圖,圖中圓形刀(dāo)片隨銑刀(dāo)刀盤以轉速n 作走刀運動的同時繞(rào)自身軸線以轉速nt旋轉完成對工件(jiàn)的加工. 圓形刀片切削刃上一點隨銑刀刀盤(pán)作走刀(dāo)運動的切削速度大小(xiǎo)為v(v = nR,R 為銑刀刀盤回轉半徑),圓形刀片切削刃上一點繞自身軸線(xiàn)旋轉的(de)旋轉線(xiàn)速度大小為vt(vt = ntr,r 為圓(yuán)刀片半徑).滾切加工是滾壓和普通切削結合的加工方法,圓形刀片在切削過程中連續旋轉,使其不僅具有(yǒu)斜
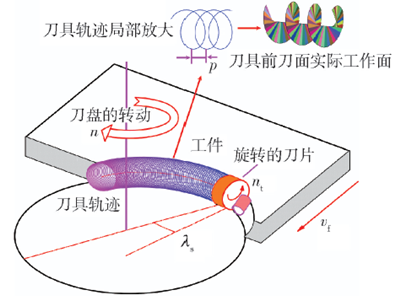
圖1 滾切銑削加工示(shì)意圖
角切削的特點,而且刀片後刀麵的(de)棱帶還具有滾壓作用. 因(yīn)此,本文根據滾切加工這個特點定義(yì)圓形刀片的旋轉線速度大小vt與切削速度大小V 的比值為(wéi)滾切速率比k,即

滾切速率比k 是表(biǎo)征滾壓和切削的比例關係的一個係數,驅動式滾(gǔn)切速率比k 不但具有可觀(guān)、可測等特點,而且還與滾切加工其他參數(如工件表質量、刀具後(hòu)刀麵接觸滑動速率、切削(xuē)力)有著(zhe)密切(qiē)的(de)關係.
如圖1 所示,滾切(qiē)加工圓(yuán)形刀片上一點的刀具軌跡為(wéi)周期為2π 的(de)變(biàn)升角的螺旋(xuán)線,而刀具前刀麵的實際工作麵為螺旋麵(miàn),刀具螺(luó)旋線的螺距p 的計(jì)算式為

由式(2)可知,滾切速(sù)率比k 越大則(zé)滾壓螺旋線的螺距p 越(yuè)小(xiǎo),而滾壓螺旋線的螺距(jù)p 越小圓形刀片上一點的刀具軌跡線(xiàn)越密,圓形刀片後刀麵的棱帶對工件加工表麵滾壓作用越好.
2.驅動式滾切銑削的刀具後刀麵(miàn)接觸滑動速率
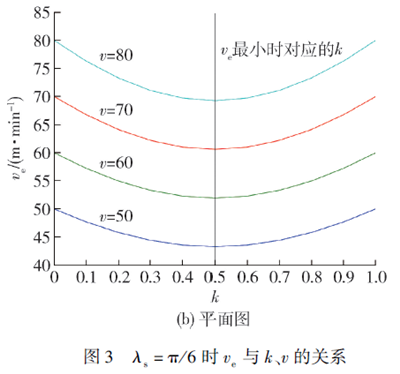
圖2 為驅動式滾切銑刀的各速度之間的關係圖(tú),其中vt 為(wéi)圓形刀片的(de)旋轉線速度;v 為切削速度;ve為後(hòu)刀麵與工件的相對摩擦速度(dù),其數值越大則刀(dāo)具後刀麵(miàn)接觸滑動速率越(yuè)大(dà).λs為安裝刃傾角(jiǎo),驅動(dòng)式滾切銑刀安裝後確定的(de)刃(rèn)傾角λs 與(yǔ)製造無關,故稱為(wéi)安裝(zhuāng)刃傾角,驅動式(shì)滾切銑刀的安裝刃傾角λs 為圓形刀片(piàn)的切削(xuē)刃平麵與銑刀回轉中心連線的夾角,如圖1、2 所示.由圖2 可知,
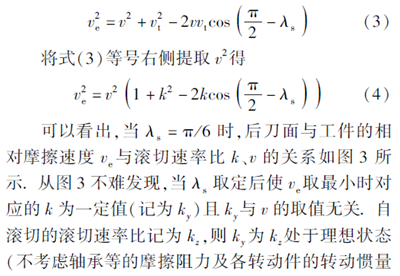
圖2 驅動式滾切銑刀(dāo)的各速度之間的關係
3.驅動式(shì)滾切銑削的切削力與滾切速率比k的關係及仿真
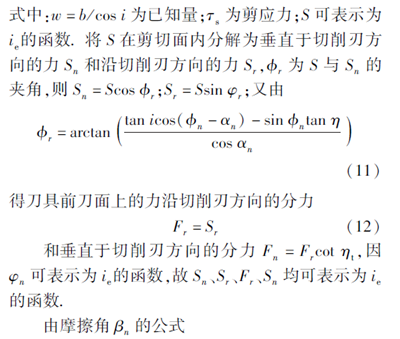
3. 1 驅動式滾切加工的切削力與滾切(qiē)速率比k 的關係的分(fèn)析(xī)
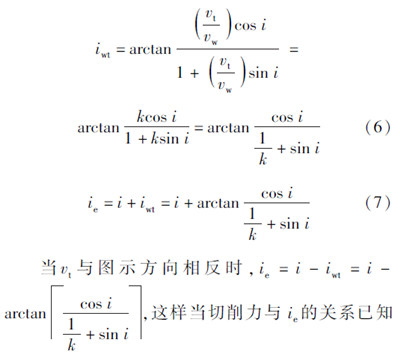

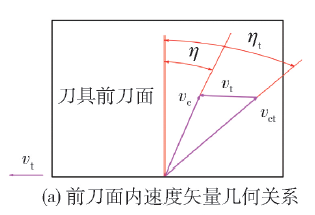
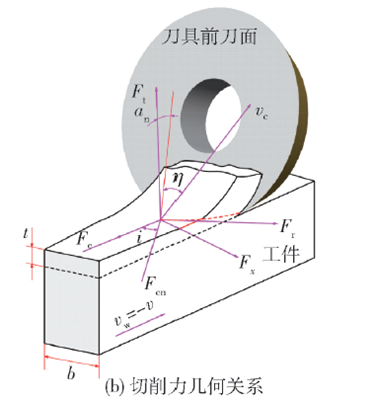
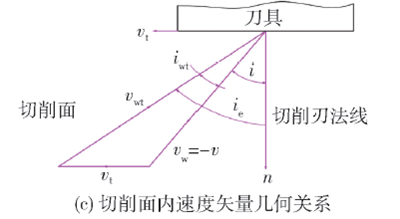
圖4 滾切加工的切削力分析圖
3. 2 驅動式滾切加工的切削力與滾(gǔn)切速率比k 的關係的(de)仿真(zhēn)
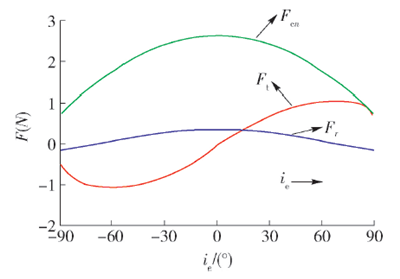
圖5 切削力與(yǔ)ie 的關係
所(suǒ)以主切削力Fc 隨k 的(de)增大而減小. 取k = 0和k =0. 5 對滾切(qiē)過程進行仿真,k =0 和k =0. 5 兩次仿真過(guò)程取完全相(xiàng)同(tóng)的切削(xuē)參數,仿真過程如圖6 所示. 仿真結果如圖7 所示.
仿真結果驗證了主切削力Fc 隨k 的增大(dà)而減小的結論(lùn),文獻[5,8]的實(shí)驗結(jié)果也證實了這(zhè)個結(jié)論. 至於當k 取很大的數值(尤其是在高速切削(v取值大)情況下k 取很大的數值)的高速過滾(gǔn)切(qiē)的情況(ie趨近正或負90°),是否如理論分析的(de)那樣,Fr 、Fcn 、Ft均大幅降低,還有待進一步研究論證. 因為這種大的v 值、大的(de)k 值的高速過滾切的情況涉(shè)及金屬(shǔ)的熱軟化和(hé)應變硬化、熱塑性失穩、快速塑變過程的溫度(dù)梯度、切削變(biàn)形的集中剪切滑移、力(lì)-熱強耦合等諸多問題.
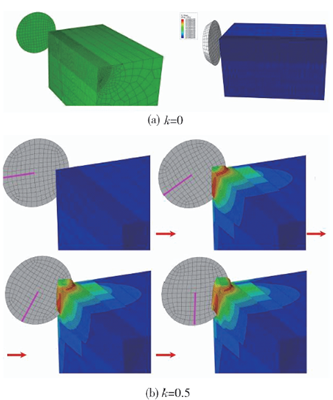
圖6 不同k 值時的仿真過程(chéng)
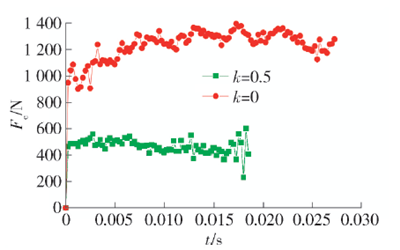
圖7 不同k 值時的仿真結果
4.驅(qū)動式滾(gǔn)切銑削的硬件實現形式
由以(yǐ)上分析可知:一(yī)方麵希望能夠根據待優化(huà)參數(如工件表質量)的要求能在機(jī)加工前調節k值(zhí),另一方麵(miàn)又(yòu)希望調節好的k 值能夠在機(jī)加工過程中保持穩定. 內(nèi)驅動式滾切(qiē)銑刀能夠滿足上述要求.
內驅動(dòng)式滾(gǔn)切銑(xǐ)刀(又稱難加工材料專用銑刀(dāo),已獲國家發明專利(lì),專(zhuān)利號:ZL2013100137758)結構如圖(tú)8 所(suǒ)示,其基(jī)本原理為采用了一個行星輪係結構,中心輪(lún)與機床主軸(zhóu)箱(xiāng)固連;行架與機床主(zhǔ)軸固連;行(háng)星輪通過一對(duì)錐齒(chǐ)輪副(主動錐齒輪和從動錐齒輪)將運動傳遞到圓刀片. 這樣(yàng)圓形刀片隨行架(即銑刀刀盤)作(zuò)走刀運動(dòng)的同時繞自(zì)身軸線旋轉完成對工件(jiàn)的加(jiā)工. 此時機床主軸與圓形刀(dāo)片之間的傳動鏈為內聯(lián)係傳動鏈.
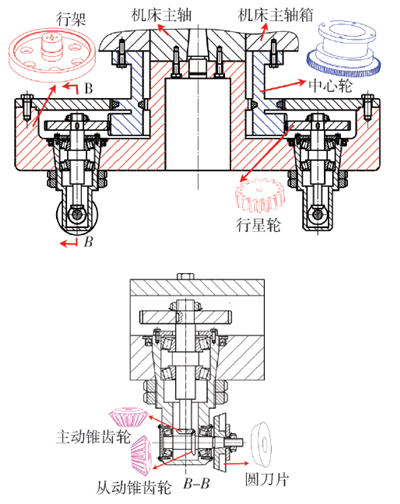
圖8 內驅動式滾切銑刀的結構
5.結論
1) 以滾切速率(lǜ)比k 表征滾壓和切削的比例關係(xì),驅動式滾切速率比k 不但具有可觀(guān)、可測等特(tè)點而且還與滾切加工其(qí)他參數(如(rú)工件表質量、刀(dāo)具後刀麵接觸滑動速率、切削力) 有著密切的關係.
2) 滾切速率比k 越大則變升角滾壓螺旋線的螺距p 越小,而(ér)滾壓螺旋線的螺距p 越小圓形刀片上一點的刀具軌跡線(xiàn)越密(mì),圓形刀片後刀麵的棱帶對工件加工表麵滾壓作用越好.

4) 適當選取圓形刀片的旋轉線(xiàn)速度vt的方向,可使主切削力Fc隨(suí)k 的增大而減小.
5) 內驅動式滾切銑刀既能在(zài)機(jī)加工前調節k值,又能夠在機加工(gōng)過程中保持調節好的k 值的穩定(dìng).
投稿箱(xiāng):
如果(guǒ)您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果(guǒ)您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘(chéng)用車(轎車)產(chǎn)量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸(zhóu)承出(chū)口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切(qiē)削機床產量數據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據