


紅花切割刀具楔角有限元分析及刀具結構設計
2016-12-21 來源:石河子大學機械電氣工程(chéng)學院 作者:馬保建,葛雲,魏盼龍,穀家偉
摘要:在紅花花絲采收過程中,切(qiē)割刀具在紅花采收裝置中具有重要作(zuò)用,並且紅花花絲的切(qiē)割(gē)是一個複雜的力學過程,國內外對紅(hóng)花花絲采收刀具的相(xiàng)關參數研(yán)究較少(shǎo)。為得到合理的紅花花絲刀具結構參數,通(tōng)過建立紅花花絲在(zài)切割時的受力模型,針對刀具的受力情況以及為減小其在切割時的滑切力,選擇合理的(de)刀具形狀、刀具材料,並構造出刀具楔角角度為(10。、15。、20。、25。、30。、35。)的刀具三(sān)維(wéi)模型,建立刀具切割紅花時的裝配(pèi)模型,並(bìng)對它們進行有(yǒu)限元(yuán)分析,比較刀具不(bú)同楔角角度的變形、剪應力情況,確定最優的刀具楔角角度。通過實驗確定刀具轉速,驗證理論的正確性,最後得到切割刀具具體結構參數,為以後類似作(zuò)物的采收裝(zhuāng)置刀具設計,提供一些理論(lùn)依據。
關鍵詞:紅花絲;刀具結構;楔角;有(yǒu)限元(yuán)分析
0.引言
紅花(huā)為菊科屬一年生草本植物,別名草紅(hóng)花,是一種油、藥、天然色素(sù)、染料兼用的經濟(jì)作物[1]。新疆紅花占全國紅花種植麵積(jī)總產量的80%左右[2]。由於紅花獨(dú)特的物理性(xìng)狀(zhuàng),並且紅花花絲采摘具有季節性強(qiáng)、勞動強度(dù)大、不(bú)易采摘等特點,導致目前還沒有研製出成熟的機械采(cǎi)收裝置,大部分還是依靠人工采收,影響了紅花花絲的采收效(xiào)率,限製了新疆紅花種植(zhí)業的發展。因此,紅花花絲(sī)的機械化(huà)采收是勢在(zài)必行的。切割刀具是紅花花絲采(cǎi)收裝置(zhì)的核心部件,其結構(gòu)參數的合理性直接影響到紅花花絲的采收率。目前對紅花花絲切割刀具(jù)的研究比較少,因此,針(zhēn)對紅花的植株特性,設計紅花花絲采收裝置的刀具結構(gòu),對實(shí)現紅花花絲機械化采(cǎi)收(shōu)具有重要意義。
1.紅花模型刀具(jù)切(qiē)割(gē)時的理論分析
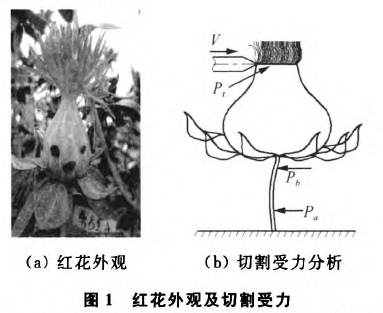
紅花花絲(sī)的切割過程如圖1所示,刀具以一定的速度V運動,接觸到紅花時產生切割力P,以及紅花莖杆產生(shēng)的(de)慣性力(lì)P。和反彈力P。。為使刀具切割可(kě)靠(kào),應使紅花莖杆慣性力與莖杆反彈力之和大於或等於刀具切割力即:Pt≤Pa+Pb。若將紅花莖杆視為一端固定的懸臂梁,根據力學分(fèn)析可知,為增大花絲莖杆的慣性力和反彈力作(zuò)用,應盡量提高切割速度,所以紅花花絲的采收裝置采用較高的(de)切割速度,並(bìng)且切割速度是由紅花花絲采收裝置(zhì)決定的,它與紅花的力學(xué)性能(néng)有關[3]。因(yīn)此,切割速度的不(bú)合(hé)理可(kě)能使切割的花絲質量下降,也可能出現花絲割茬不整(zhěng)齊、少割、漏割,以及增加紅花果球的破損率等問題。所以(yǐ)合理的切割速度在紅花花絲(sī)切割過程中很重要切割(gē)速度的合理區間右通(tōng)過實驗的(de)方法驗證。
2.刀具(jù)形狀的(de)選擇
安裝在刀盤上的刀具是切(qiē)割紅花(huā)花絲的關鍵部件,在刀具切(qiē)割的時候需要滿足四個基本(běn)條件,即堅韌、耐磨、鋒利、形狀的(de)合理性[4]。刀具的切割(gē)方式主要是(shì)刀具(jù)進(jìn)入材料的(de)方(fāng)向決定的,歸納起來主要有砍切和滑切兩種基本方式。把(bǎ)紅花模型切割部位抽象(xiàng)成(chéng)圓柱形狀,分析不同刀具形狀在切割時的受力情況。現在使用的刀具形狀有矩形、梯形和月(yuè)牙形三種。目前使用前兩種刀具形狀最為廣泛,現對三種形狀刀具進行受(shòu)力分析,如圖2所示。
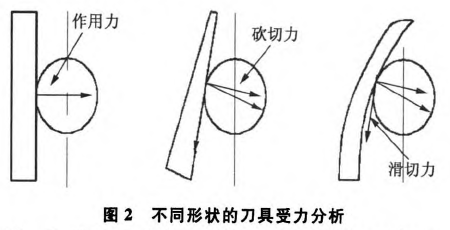
由三種不(bú)同形狀刀具受力分析可知(zhī),矩形刀具在切割紅花花絲(sī)時的作用力垂直(zhí)過(guò)外露在紅花(huā)果球外花絲簇的中心,在刀刃上沒有(yǒu)分力(lì),是(shì)砍切式切割即切割方向(xiàng)與刃口法線重合,其作用力(lì)最(zuì)大,在速(sù)度較快(kuài)的(de)時(shí)候切割紅花花絲(sī)的質量(liàng)比(bǐ)較好;梯形和月牙形刀具在切割時產(chǎn)生很大的滑(huá)切力。因紅花結(jié)構的物理特性(xìng),在切割的過程中刀具不需要滑(huá)切力而需要較大的砍切力,因此采用矩形形狀的刀具(jù)。
3.刀具切割時不同刀(dāo)具楔角有限元分析
刀具楔角的大(dà)小不(bú)僅影響切割(gē)時的阻(zǔ)力(lì),同時也影響(xiǎng)刀具的強度和磨(mó)損程度[5]。合理的刀具楔角是提高刀具(jù)切割性能的關鍵之一。刀具楔角的大小(xiǎo)可以通過對紅花花絲切(qiē)割(gē)模型的有限元分析(xī)[6]得出。通過查(chá)閱相關文獻E73,選擇6種合理的(de)刀具楔角角度(10。、15。、20。、25。、30。、35。)進行仿真,分析在刀具切割紅花花絲最大半徑時(紅花絲簇簡化為實體(tǐ))刀具的變形大小、剪(jiǎn)應力口3大小,對(duì)比幾組數據,選擇(zé)刀具變形、剪應力較小時的刀具楔角角度。
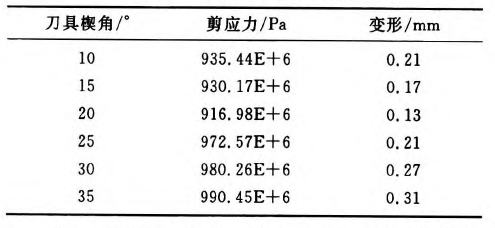
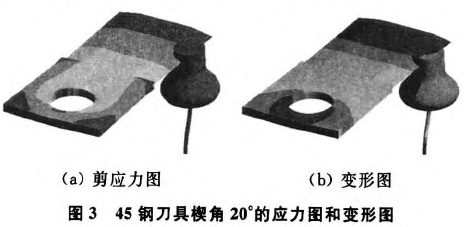
在對刀具(jù)楔(xiē)角進(jìn)行(háng)有限元仿真分(fèn)析時,設定刀(dāo)具長度為80mm,刃長為40mm,材料(liào)為45鋼,取刀具楔角分別為10。、15。、20。、25。、30。、35。。通過分析比較不同楔角刀具(jù)的變(biàn)形、剪應力的大小,得出變形、剪應力較小的刀具楔(xiē)角,由此(cǐ)設定(dìng)刀具具體參數。根據有限元分析可得刀具剪應力和變形大小見表1。
表1 不同楔角的刀具對應的剪應力(lì)和變形
4.不同材料刀具對應的剪應力和變形
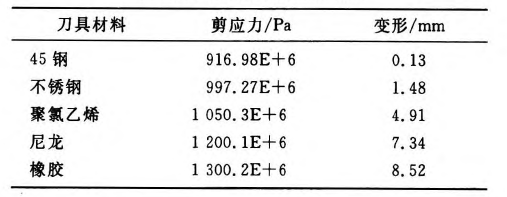
用同樣的方法對不鏽鋼(9crl8)、工程塑料(liào)(聚氯乙烯和(hé)尼(ní)龍)、橡膠(jiāo)(天然橡膠)的楔角為20。的刀具進行有限元分析,其剪應力和變形如表2所示。由表2可見,相同刀具楔角不同刀具材料情況下(xià),45鋼(gāng)刀具比其他材料(liào)刀具的剪應力和變形小,能很(hěn)好地延長刀具使用壽命。
表2不(bú)同材料刀具對應的(de)剪應力和(hé)變形
5.實驗驗證
從圖4可以(yǐ)看出,不同材料、相同的20。刀具(jù)楔(xiē)角切割效果各不相同,並(bìng)分析刀具材料和刀具切割速度的選擇對紅花花絲采淨率的影響。
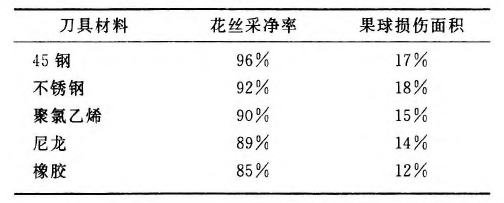
通過切割實(shí)驗時我們(men)發現,刀具轉速在1 100r/min左右,花絲殘(cán)留根數明顯減少,果球損傷(shāng)麵積明顯下降。因此,刀具切割的轉(zhuǎn)速設定為1 100r/rain左右。不同材料刀具(jù)切割質量如(rú)表3所示。
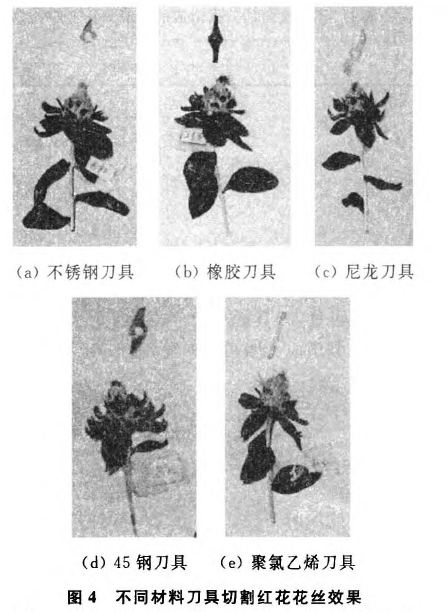
表3 1 lOOr/min不同材料(liào)刀片切割質量
6.小結
本文從刀具(jù)切割紅花(huā)花絲的力學(xué)理論分析,刀具形狀(zhuàng)的選擇,以及刀具在切割時刀具楔角的有限元分析,分析得出(chū)刀具變形、剪應力的(de)大小,通過實驗驗證切割時(shí)刀具轉速合(hé)理區間,以及刀具材料(liào)對采淨率的影(yǐng)響,最終確立刀具合理的參數組合,完成紅花花絲切割裝置(zhì)係統設計的一部(bù)分,刀具的設計為(wéi)切割係(xì)統研究提(tí)供了一些理論基礎,為以後類(lèi)似作物的采(cǎi)收提(tí)供了一些借鑒。
投稿箱:
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息

業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分(fèn)地(dì)區金(jīn)屬切(qiē)削機床產量數據
- 2024年11月 軸承出(chū)口情況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸(zhóu)承(chéng)出口情況(kuàng)
- 2024年(nián)10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源(yuán)汽車產量數據(jù)
- 2028年8月 基本型乘用車(chē)(轎車)產量數據