


鈦合金精度孔加工 實現動部件高效(xiào)生產
2016-12-29 來源:山(shān)高刀具 作者:-
山高刀具助力中航工業昌飛智(zhì)能製造(zào)試點成功
發展通用航空產業(yè),一直是中航工業的既定目標之一。在這其中(zhōng),直升機以無需場地垂直起降的獨特(tè)飛行方式,在搶險救災、護林巡防等領域發揮了重(chóng)要作用。作為完全(quán)依靠巨大的旋翼(yì)提供升力及操縱的飛行器,以(yǐ)槳轂為主體的動部(bù)件製造被(bèi)稱作“直升機製造皇冠上的明珠”。為了攻(gōng)克這一(yī)難題,解決(jué)動部(bù)件加(jiā)工瓶頸並提升產能(néng),中航工業昌(chāng)飛搭乘“中國製造2025”的順風車,以智能製(zhì)造和(hé)智慧製造為最(zuì)終目標,進行了生產(chǎn)布局的調整,興建了現代化的數控加工中心、複合材(cái)料生產線(xiàn)以及現代化的直升機生產線,形成本部和(hé)呂蒙兩大生產區,為中國直升機產業發展添磚加瓦(wǎ)。
直升機動(dòng)部件需承擔槳葉(yè)旋轉產(chǎn)生的離心力、操(cāo)縱力以及(jí)各種交變力矩(jǔ),自身需要過硬的剛性以及良好的裝配(pèi)動平衡性。因此,作為連接各動部件的孔(kǒng)係,需要保(bǎo)證極高的孔徑精度(H7及以上)、較好的表麵粗糙度(鈦合(hé)金一般需要達到Ra1.6),以及相對較高的(de)位置精度(見圖(tú)1)。因此,孔係的精加工一般作為動部件加工的最後一道工序,由精密機床配合高(gāo)性能刀(dāo)具來完成。在孔係的精(jīng)加工(gōng)中如稍有不慎就會導致零件超差報廢,前功盡棄,功虧一(yī)簣。
圖1 動(dòng)部件精度孔的加(jiā)工需保證(zhèng)嚴格的孔(kǒng)徑(jìng)和表麵(miàn)粗糙度
高效刀具解決方案締造卓越品質
受限於鈦合金材質(zhì),動部件(jiàn)的精度孔(kǒng)無法采用磨(mó)削加工。在孔加工中,鏜鉸為最常見的加工方式,昌飛在動部件精度(dù)孔的加工中也大量采用了鏜削加工。在現有的(de)生產條件下,昌飛(fēi)通過不斷的實踐,總結出了一套鈦合金精加工刀具解決方案,實現了動部件的高效生產。
刀具的選擇。鏜刀是精密孔加工中不可缺少的重要刀具,精密鏜孔能夠達到很高的尺寸精度和良好的表(biǎo)麵(miàn)粗糙(cāo)度。目前使(shǐ)用的主流(liú)鏜頭均采用絲杠原理調整刀具直徑,結構(gòu)大(dà)同(tóng)小異,因(yīn)此鏜(táng)頭在加工過程中反複進退的定位精度(dù)十分重要。經過多次實踐,昌飛最終(zhōng)選用了山高(gāo)的A76002鏜(táng)頭,其微調精度(在(zài)直徑(jìng)方向(xiàng)上 )可達2.5µm,徑精度最高可以實現 IT5,是(shì)用於孔的幾何形狀和表麵粗糙度全麵控製(zhì)的高剛性刀具(可以達到 Ra 0.6)。為了確保刀具的剛度,A76002采用“圓柱和法蘭(lán)”的刀具夾持設計,可以實現更高的速度、更高的生產率、更高的精度和更好的表麵粗糙度。可精密動平衡的A76002允許采用更高的速度,改善孔的幾何形狀和(hé)減小機床主軸的應(yīng)力。

圖(tú)2 A76002鏜頭配(pèi)合鏜杆具有2~20mm的鏜削覆蓋以及較大(dà)的刻度盤
刀片的選擇對於鈦合金孔加工有著直接(jiē)影響。優秀的鏜削刀片(piàn)可以(yǐ)在較廣的切削參數範圍內保(bǎo)持良好的表麵粗糙(cāo)度和圓度,並能有效減少深孔鏜削產生的讓刀現象。為此,昌飛在試切過程中針對刀片圓角、塗層及不同斷屑(xiè)槽進行對比試驗後,結合操作工的使用感受,選(xuǎn)擇了幾款刀片進行工藝優化(見表1)。其中,擁有PVD鍍(dù)層的(de)CP500在不鏽鋼(gāng)精加工和半精加工中具有極佳的韌性。
表1 試切刀片

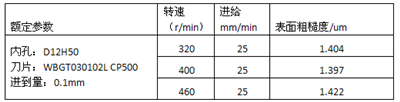
鏜削(xuē)參數(FS值)。鈦合金導熱(rè)性能較差且材質偏(piān)黏(nián),故鏜削線速度無法達到鋼材或(huò)鋁合(hé)金材質,一般維持(chí)在30~35m/min可保證表麵粗糙度在Ra1.6以上。測試使用的山高刀片在試驗件上均表現出良好的加工精度,帶有鍍層的CP500係列刀片擁有更(gèng)好的耐磨性和壽命,而傳統的26G6無鍍層(céng)刀片經濟性(xìng)更(gèng)好(hǎo)。表2所示為CP500刀片的測試結果。
表2 CP500刀片的測試結果
進(jìn)刀量的確定。合適的進刀量選擇可以更快地將零(líng)件加工到(dào)位(wèi),小直徑、大長徑比(bǐ)精度孔的(de)加工則需要注意讓刀現象(xiàng)的發生,並在穩定鏜削參數的(de)前提下摸清(qīng)刀具(jù)變形量及表(biǎo)麵粗糙度成型的規律。以某型機連接件為例,雙叉耳孔(見圖3)要求兩孔直徑Φ18+0.021、同軸度0.05mm,需要懸長(zhǎng)至少92mm的鏜刀一次完成連孔加工。山高的A76002鏜頭(見圖4)配合懸長95mm硬質(zhì)合金鏜杆,在粗鏜至(zhì)單側留量0.2mm左右的前提下,按照0.1mm進給鏜刀,讓刀量穩定在0.002~0.004之(zhī)間,操作工可按此規律在3~4次進(jìn)刀之後將該連孔加工到位(wèi),並保證了(le)孔(kǒng)徑(jìng)和表麵粗糙度要求。
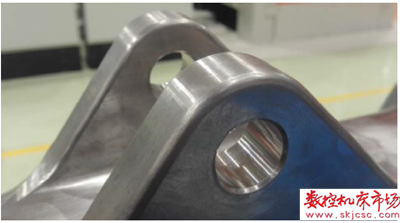
圖3 雙叉(chā)耳孔
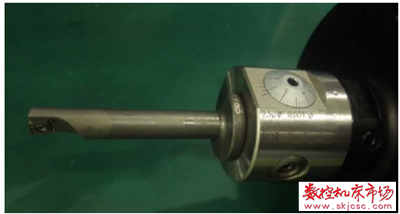
圖(tú)4 加工雙叉耳孔使用的刀具
大直徑連孔的加工則需要相對更(gèng)慢的轉速和進給,配合R0.4的刀片完成精加工。圖5所(suǒ)示的槳葉配合連(lián)孔Φ48+0.027,同軸度(dù)0.1mm,空間局182mm,采用山高的46~50mm鏜刀仍可在3次進刀後加工(gōng)到位。若使(shǐ)用三把鏜刀按定鏜方式加工,效率(lǜ)更高。
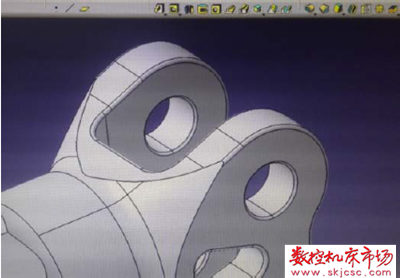
圖5 連孔數(shù)模
效率提升夥伴助力高效生產
作為智能製造的試點單位(wèi),“穩產”和“成線”是昌飛動(dòng)部件製造的第一步,也是打造智(zhì)能工廠的先決條件。為順應飛機產品質(zhì)量和精度越來越高的要求,以及(jí)生(shēng)產節點的(de)進一步(bù)壓縮,節拍(pāi)化成為批生產主流。為此,昌飛機加部門不斷尋找高效且優質(zhì)的加工方式。就動部件來說,刀具的正確選用和使用尤為重要,其質量、加工效率經常成為製約零部件加工品質和交貨周期的首要因素。
通過(guò)不斷實踐總結,昌(chāng)飛機加車間針對產品材質範圍廣的特點,形成了針對不同(tóng)材(cái)料的高效加(jiā)工解決方案。在昌(chāng)飛(fēi)呂蒙機加(jiā)片區,山(shān)高刀具基本覆蓋了70%以上的(de)零件的精密孔加工,材質涵(hán)蓋鋁合金、鈦合金、不鏽鋼和淬硬鋼等材料(liào)。基於深厚的刀具研發及(jí)製造實力,山高為昌飛機加提供的各種(zhǒng)非標刀具也在各條生(shēng)產線上大顯身手。此外,其每年組織的交流與發布會也(yě)給昌飛數控加工帶來了先進的切削理念,高效、高質的加工刀具使(shǐ)得數控加工由難變易,加工技術水平(píng)逐步得到提升。
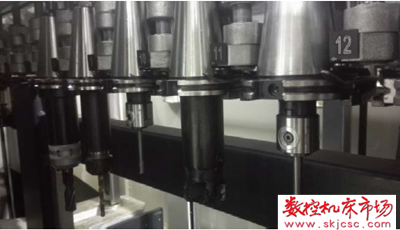
圖6 山高刀具基本覆蓋了其70%以上的零件的精密孔加工。
中航工業昌飛隸屬於中國(guó)航空工業集團公司,始建於1969年,是我國(guó)直升機科研生產基地和(hé)航空工業骨幹企業,具備研製和批(pī)量生產多品種、多係列、多型號直升機和航空(kōng)零部件的能力。曆經數十年的發展,昌飛現已形成軍機、民(mín)機和國際合作項目(mù)協調發展(zhǎn)的新格局,產(chǎn)品覆蓋1噸(dūn)級到(dào)13噸級直升機型號,並與美國西科斯(sī)基(jī)公司、波音(yīn)公司(sī)、意大利(lì)萊昂納多(duō)公司、中國商飛公司等國內(nèi)外知名航空企業開展深層次轉包合作生產。
山高(gāo)總部設在瑞典法格斯塔市,致力於開發創新的金屬切削解決方案,並與客戶密切合作以全麵(miàn)理解和專(zhuān)注於滿足他們的需求,因此譽滿全球。我們在 50 個國家/地區雇用了 5000 多名員工,並(bìng)通過培訓、發展和員工認同計劃以及開放的(de)溝通環境來提升(shēng)我們團隊成員的能力。我們的員工展現了三個核心價值觀 – 熱忱待客、家庭歸屬感和個人承諾,它定義了我們的經營之道以及我們與客戶、供應商和其他合作(zuò)夥伴之間的交往方式。如需了(le)解(jiě)更多信息(xī),請(qǐng)訪問 www.secotools.com。
投稿箱:
如果您有機床(chuáng)行業、企(qǐ)業(yè)相關新(xīn)聞稿件發表(biǎo),或進行資訊合作(zuò),歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床(chuáng)行業、企(qǐ)業(yè)相關新(xīn)聞稿件發表(biǎo),或進行資訊合作(zuò),歡(huān)迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更(gèng)多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機(jī)床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數(shù)據
- 2024年11月 軸承出口情況
- 2024年11月 基本型(xíng)乘用車(chē)(轎車)產量數據(jù)
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月(yuè) 新(xīn)能源汽車產量數據
- 2024年10月 軸(zhóu)承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產(chǎn)量數據
- 2024年10月(yuè) 金屬(shǔ)切削機(jī)床(chuáng)產量數據
- 2024年9月 新能源汽車銷(xiāo)量情況
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用車(轎(jiào)車)產量數據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台(tái)加工中心精度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢
- 國(guó)產數控係統和數控機床何去何(hé)從?
- 中國的技(jì)術(shù)工(gōng)人都去哪裏了?
- 機械老板做了十多年,為何還是(shì)小作坊?
- 機械行業最新自殺性(xìng)營銷,害人害(hài)己!不(bú)倒閉才
- 製造業大逃(táo)亡
- 智能時代,少談點智造(zào),多談點製(zhì)造
- 現實麵前,國人沉(chén)默。製造業的騰飛,要從機(jī)床
- 一文搞懂數(shù)控車床加工刀(dāo)具補償功能
- 車(chē)床鑽孔攻螺紋加工方法及工裝設計
- 傳統鑽削與(yǔ)螺旋銑孔加工(gōng)工(gōng)藝的區別