


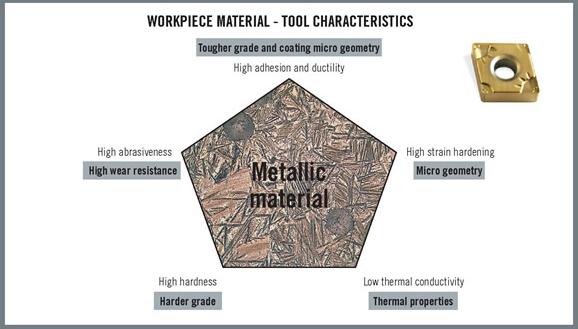
工件材料的 ISO S 分類包括高溫合金 (HRSA) 和鈦合金。這些材料的熱硬度和熱強度使其能夠(gòu)廣(guǎng)泛應用於航空航天、能源和其他領域的(de)關鍵應用。但是(shì),這些合金的(de)有益屬性也帶來了不同(tóng)於傳統鋼鐵(tiě)加工的加工特性。為應對這一問(wèn)題,刀具製造商已開發出一係列產品和應用策略,用於解(jiě)決材料可加工性(xìng)難題,並實現可靠、穩(wěn)定和相對經濟的 ISO S 材料組合金加工(gōng)。如 今,這些(xiē)刀具(jù)製造商(shāng)還(hái)力求為生產商提供有關新型刀具和策(cè)略的培訓,並且說(shuō)服機床技工重(chóng)新考慮過時的加工技術,這些技術很可能將無法適用於當今的先進材料。 可加(jiā)工性因素 術語“可加工性”描述了金(jīn)屬對加工工藝的反應(yīng)。可加工性包括四個基本因素:加工中產生(shēng)的機械力、切屑形成 和排屑、熱量產生和轉(zhuǎn)移,以及刀具磨損和故障。其中任何(hé)因素或(huò)全部因素的過(guò)度作用均會導致材料(liào)被視為“難以加工”。
如果(guǒ)試圖將過去幾十年來(lái)用於鋼鐵等材料的相同刀具和技術用於高溫合金和鈦合金加工,就會造成刀具壽命、加工時間和可靠性以及零件質量方麵的可加工性問題。最近幾年中(zhōng),刀具開發時才考慮了鎳基合金和鈦基合金。加工這些相(xiàng)對較新的材(cái)料並不一定比加工傳統(tǒng)金屬更困難,這(zhè)其實是兩種不同的加工類型。
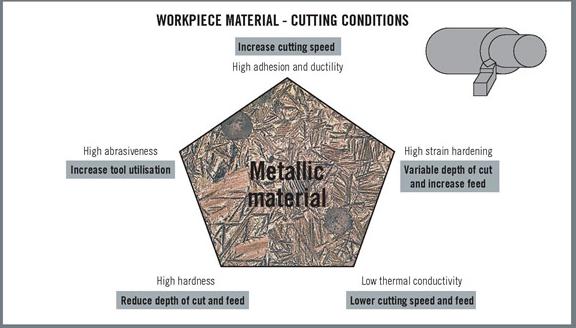
例如,加工“難加工”材料的(de)通常方法是謹(jǐn)慎操作,並使用較低的切削(xuē)參數,包括減小的進給率、切削深度和速度。然而,使用專為(wéi)這些高性能工件材料開(kāi)發的刀具時,基(jī)本準則反而是增加切削深度和進給率。旨在處理這些較高參數(shù)的刀具含有細粒度硬質合金材質等級,可提供良好的高溫刃口強度和鍍層(céng)粘附性,並且特別注意對(duì)加工硬化的(de)工件(jiàn)造成的(de)溝槽磨損的耐受性。此外,刀具(jù)製造商還開發了陶瓷和(hé) PCBN 刀具,用於對這些高性能合金進行粗加工和精加工。
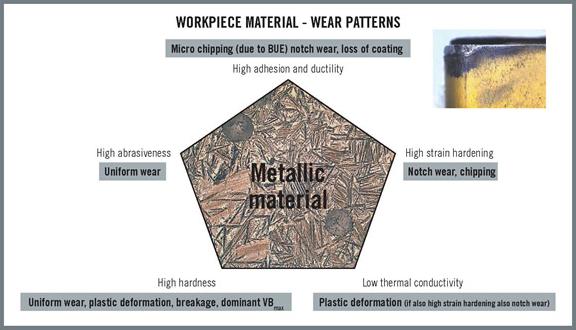
對(duì)於特定可加工性因素,高溫合金在機械(xiè)或與力相關的問題方麵與堅韌的鋼鐵材料並無很大差別。但是,在熱量的產生和(hé)散(sàn)熱方麵,它們之間有著顯著差異。金屬切削(xuē)過程中(zhōng)產生的熱量會導致工件材料變形,而切削過程中產生的切屑能夠帶走(zǒu)熱量。然而,這些材料產生的分段(duàn)式切屑通常無法提供良好的散熱效果。此外,耐熱材料本身就是不良導熱體。切削區的溫度可達 1100° - 1300° C,當熱量無法消散時(shí),就會在刀具和工件(jiàn)上積聚(jù),並(bìng)最終導致(zhì)刀具壽命縮短,甚至造成工件變形和冶金學特性的改變。
要解決這一問題,就需要改變對刀具強度的認識。通(tōng)常認為刃(rèn)口鋒利的刀具較為脆弱,但控製刀具溫度積聚的方(fāng)法(fǎ)之一正是使用鋒利的刀具,鋒利刀具能切削更多(duō)的材料並(bìng)減少材料變形,因此生成的熱量更少。實施這一策略需要專為刃口強度而設計的刀具,並在具有充足(zú)功(gōng)率(lǜ)、穩定性和抗振性的(de)機床上使用。
應變硬化和沉澱硬化的趨勢也增加了(le)高溫合金加(jiā)工的複雜(zá)性。在應變(biàn)硬化中,切削區內的材料在受到切(qiē)削過程的應力和高溫作用時變得更硬。鎳基和鈦基合金表現出比鋼更大的應變硬化趨勢(shì)。而在沉(chén)澱硬(yìng)化中,當高溫(wēn)激活本應處於靜(jìng)止狀態的合金元素時,工件材料中會形成硬點。無(wú)論哪種趨勢,材料的結構都可能會在第一次走刀後即發生顯(xiǎn)著變化,二次走刀後將能夠穿透硬度更大的表麵。而這正是將走刀次數降至最低(dī)的解(jiě)決方案。例如,與其(qí)使用兩次 5 mm 切深的走刀切除 10 mm 的(de)材料(liào),不如使用一(yī)次 10 mm 切深的走刀。盡管在許多情況(kuàng)下無法實現一次走刀加工,但這仍是理論上能夠實現的目標。
這種(zhǒng)方法還要求重新考慮精加工工藝,傳統的精加工工藝包含以小切深和(hé)輕進給率進行的多次走刀。作為替代,機床技工應尋找盡量提高參數的可能性(xìng),這樣才能改善刀具壽命和表麵粗糙度。
用(yòng)於精加工走刀的稍微加大的切深還(hái)可將切削刃最鋒利(lì)的部分置於零件的任何應變硬化(huà)或沉澱硬化(huà)區域的下方。然而,過深的精加(jiā)工走刀可能產生振動並對表麵(miàn)粗糙度造成不利影響。因(yīn)此,尋找進取和(hé)謹慎間的最佳平衡便成(chéng)為了關鍵。
可(kě)靠性和經(jīng)濟性
憑借如今專為(wéi)鎳基和(hé)鈦基(jī)合金開發的刀(dāo)具和策略,完成(chéng)加工基本上不(bú)會有技術問題(tí)。持續挑戰不僅僅在於加工工件,還在於在規定的時間內以規定的成(chéng)本正確地進行工件加工。目標是改善工藝可靠性和生產經濟性。
考(kǎo)慮到先進工件材料和由其製成的零件(jiàn)成本較高,因此加工工藝必須絕對可靠。生(shēng)產商無(wú)法承擔在尋求可(kě)靠(kào)加工工藝的同時生產報廢件的損失。使用適當的(de)刀具和加工(gōng)參數有助於確保穩定的加工結果。
就加工參數而言,增加切深(shēn)和(hé)進給(gěi)率有助於提高(gāo)生產率。更高的切削速(sù)度還可加快零件加工,但這一有利條件尚未得到充分開發利用。目前在鎳基和鈦基合金中所用的速度仍然低於鋼材中的速度。不過目前的研究重點是開(kāi)發能夠實(shí)現更高切削(xuē)速度並仍然保持合理刀具壽命的刀具屬性。
除了刀具,金屬切削工藝的其他部件(如(rú)使用高(gāo)壓定向輸送冷卻液 (HPDC) 係統)還有助於提高生產率。如(rú)果 ISO S 材料的切削速度(dù)為(wéi) 50 m/min,HPDC 可使切削速度高達 200 m/min,從而使(shǐ)產(chǎn)量提高四倍。
在加工高溫合金時(shí),刀具壽命是另一個可(kě)從新視角加以審視的因素。刀具壽命的(de)傳統測算方法(fǎ)是計(jì)算刀具需要更換前(qián)的(de)切削分鍾數。另一種(zhǒng)測算方(fāng)法則是計算成(chéng)本。
例如,如果生產特定工件需要 2 個小時,且必須每(měi) 20 分鍾更換(huàn)一次刀具,則必須購買 6 個刀具才能完成零件(jiàn)的加工。按照這個思路(lù),目標(biāo)將(jiāng)是降(jiàng)低刀具成本,並獲得 30 分鍾的刀(dāo)具壽命,而非 20 分鍾。
然而,在加工采用高溫合金或鈦合金製成的昂貴零件時(shí),刀具成本不過占零件總體價值的(de)很(hěn)少一部分。因此,刀具利用率(也稱作(zuò)刀具的利用指數(shù))才是更相關的測算方式。在比較兩種示例刀具時,如果一種刀(dāo)具維持 10 分鍾並生產一個工件,則刀具成本為每工件一個刀具。另一種刀具,以不同方式使用,可能僅維(wéi)持 5 分鍾,但生(shēng)產兩個零件。即便第二種刀具的壽(shòu)命按照分鍾來計算(suàn)比第一種刀具少了(le)一半,但零件產量增加了一倍。目標是以可接受(shòu)的價格在最短(duǎn)時間內生(shēng)產出(chū)最大數量的合格工件。考慮到高溫合金零件的(de)成本較高,因(yīn)此刀具利用指數才是更好的真實(shí)生產率測算標準。
結論
同往常一樣,要想最大(dà)限度地(dì)發揮新開發的金屬切削技術的優勢,關鍵因素在於(yú)了解如(rú)何以最佳的(de)方式使其適用於特定應用。隨著在高溫合金和鈦基合金等高性能工件(jiàn)材料方麵(miàn)繼續取得(dé)進展(zhǎn),刀具製造商還將繼續為新合金的加(jiā)工工藝設計最大限度(dù)提高生產率的新方法。生產商將從對新刀具可用性的了解以及刀具(jù)製造商在如何以最佳方式使(shǐ)用這(zhè)些刀具方麵的廣博(bó)知識中獲(huò)益。
持續的刀具開發
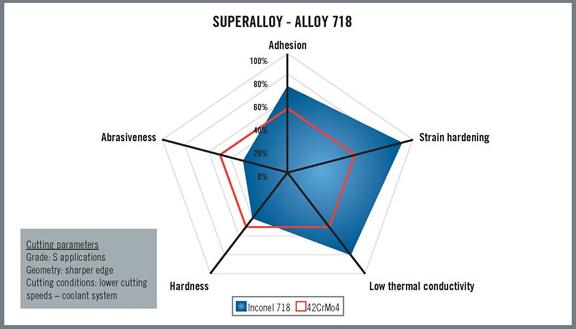
不鏽鋼,在約 100 年前就以各種形式取得了專利,成(chéng)為邁向現代高溫合金的第一步。在第一種不鏽鋼合金中,為抗(kàng)氧化和腐蝕,向鋼中添加了鉻 – 在基礎不鏽鋼合金中,鉻含量至少占總重量的 10.5%。接著,為改善不(bú)鏽鋼的硬度和剛度,又添加了鎳。隨著合金被應用於越來越嚴(yán)苛的環境中,鎳的比例也(yě)隨之提(tí)高(gāo),最終,鎳成為了該材料(liào)中的主要合(hé)金元素。在今天為人熟知的(de)高溫合金 718(商品名稱為 Inconel 718)中,鎳含量為 50% 至 55%、鉻含量為 17% 到 21%,其他元素占 10%,剩餘(yú)成分為鐵。現代的高(gāo)溫合金和鈦基合金具有優異的強度、耐(nài)熱性、耐腐蝕性以及穩定性。
在麵(miàn)對這些難加工的新工件材料時(shí),生產商首(shǒu)先應嚐(cháng)試使用熟悉的加工實踐。然而(ér),隻有在他們采用了專門(mén)用於這些特定材料和加工的刀具和技術時,才能真正獲得最大的生產率。
例如,在 20 世紀 80 年(nián)代中期,山高成立了由科學家和工程師組成的“阿爾法小組”,來尋找更有效的不鏽鋼加工方法。該小組與大(dà)量不鏽鋼製造商合作,開發了新型硬質合金(jīn)材(cái)質等級(jí)和槽型,以及用於不鏽鋼的特殊切削方法。20 世紀 90 年代,他們將開發活動延(yán)伸至高性(xìng)能的高溫合金材料。
除了硬質合金材(cái)質等級、鍍層和槽(cáo)型,還開發了用於在金屬切削流程的特定階段中優化高溫(wēn)合金加工(gōng)生產率的刀具(jù)。例如針對粗加工操作,山高的 CS100 矽鋁氧氮陶瓷材質等(děng)級具(jù)有非常出色的化學穩定性(xìng)、耐腐蝕性和(hé)剛度,能夠實現長久(jiǔ)、穩定的刀具壽命。典型的粗車加工應用參數(shù)包括 150 m/min 至(zhì) 305 m/min 的切削(xuē)速度,0.2 至 0.4 mm/rev 的進給率,以及 0.5 mm 至 3.75 mm 的切深。
Secomax CBN170 是對 CS100 材質等級的補充,這是一種強韌且耐磨(mó)的(de) PCBN 材質等級,設計用於(yú)對鎳基高溫合金進行連續精車(chē)加工。
CBN170 材質等級含有晶須陶瓷粘(zhān)接劑,可延長刀具壽命,從而減少更換切削刃所(suǒ)需的機床停(tíng)機次數。此(cǐ)材質等級旨在滿足鎳基(jī)高溫(wēn)合金精加工操作中的表麵粗糙度、公差和切削長度的精確要求。CBN170 刀具設計用於使用冷卻液、切深深達 0.5 mm、切削速度為 300 m/min 至 400 m/min 的(de)連續切削工況下的加工。該材質等級的 CBN 含量占總體積的 65%,並具(jù)有(yǒu) 2-?m 的顆粒規格。刀(dāo)片(piàn)具有 25-?m 的刃口研磨(mó)規格。
其他旨在改善高溫(wēn)合(hé)金加工中的刀具壽命(mìng)和生產率的開發還包括山高的 Jetstream Tooling 高壓定向輸送冷卻液 (HPDC)係統,該(gāi)係統可向切削刃附近輸送(sòng)冷卻液(yè)。冷卻液噴射(shè)流從前刀麵帶走切屑,改善了切屑控製和刀具壽命,並實現了更高(gāo)的(de)加工參(cān)數的應用。在某些情況下,切屑的迅速冷卻使其變得易碎(suì),因而更容易斷裂。
山高總部設在瑞典(diǎn)法格斯塔市,致力於開發創新(xīn)的金屬切削解決方案,並與客戶密切合作以全麵理解和專注於滿(mǎn)足他們的需求,因此(cǐ)譽滿全球。我們(men)在 50 個國家/地區雇用了 5000 多名員工,並通過培訓、發展和員(yuán)工認同計劃以及(jí)開放的溝通環境來提升我們團隊成員的能力。我們的員工展現了三個核(hé)心價(jià)值觀 – 熱忱待客、家庭歸屬感和個人承諾,它定義了我們的經營之道以及我們與客戶(hù)、供應商和其他合作夥伴之間的交(jiāo)往方式。
如果您有機床行(háng)業、企(qǐ)業相關新聞稿件發表(biǎo),或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
")

- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸承出(chū)口(kǒu)情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能源汽車產(chǎn)量數據
- 2024年11月 新能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月(yuè) 軸承出口情況
- 2024年(nián)10月 分地區金屬切(qiē)削(xuē)機床產量數據(jù)
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月 基本型乘用車(轎車(chē))產量數據(jù)