


金剛石工具(jù)在鑄鐵加工中的應用實例
2014-3-16 來源:數控機床市場(chǎng)網 作者:-
前言
目(mù)前,國內用於加工鑄鐵的(de)工具主要為硬質合金刀具(jù)、剛玉(或碳化矽)磨(mó)具等,這類工具在使用中普遍存(cún)在著(zhe)加工效率低、加工質量(liàng)差、工(gōng)具安全性低等缺點,尤其在加工材質為耐磨鑄鐵以及(jí)鑄鐵(tiě)件(jiàn)的白口層、孕沙層時,這類工(gōng)具表現出明顯的不適應。借鑒日本利根公司(sī)關於鑄鐵(tiě)切(qiē)斷用金剛石鋸片的設計思路,在生產同種產(chǎn)品的同時,我們延伸開發了金剛石磨片、金剛石鑽(zuàn)頭等(děng)係列(liè)產品,使金剛石工具滿足了針對鑄(zhù)鐵的開槽、切斷、修(xiū)磨、鑽孔等幾種不同作業的要求。對比(bǐ)於傳統工具,金剛石(shí)工具在加工質量、使用壽命、加工效率幾方麵指(zhǐ)標成倍的提高,表現出高效、低耗、安全的特點。
技(jì)術方案(àn)與原理
該工具采用電鍍(電鑄)方式製造,屬電鍍金屬結合劑金(jīn)剛石工(gōng)具。
針對鑄鐵材料和金剛石工具的特性及使用(yòng)要求,在工具的設計製造中著重解決(jué)了以下幾(jǐ)個方麵的關鍵問(wèn)題:
1、金屬鍍層與基體間(jiān)的結(jié)合強度問題
鑄鐵件的切、磨(mó)加工往(wǎng)往是在一種無(wú)冷卻水環境中,即幹切、幹磨,對電鍍類產品而言,無冷卻作(zuò)業使工具自身的溫度升(shēng)高,極易使鍍層與基(jī)體間開裂,導致鍍層脫落。為解決這(zhè)一難(nán)題,采取以下幾種設計:
(1)基(jī)體的材質選擇低膨脹係(xì)數合金鋼,選用接近基體材(cái)質成分(fèn)的金屬鹽作為鍍液的主鹽,降低基體與鍍層(céng)間不同(tóng)材料的熱膨脹係數差(chà);
(2)基體(tǐ)表(biǎo)麵預鍍Cu層作為(wéi)過渡層,增(zēng)加基(jī)體與鍍層(céng)間的結合強度;
(3)基體采用電學活化工藝;
(4)上砂鍍與增厚鍍工(gōng)序采用不(bú)同鍍液配方(fāng),改善鍍層內(nèi)應力狀(zhuàng)態,減少鍍層異常脫落因素。
2、對工件的加工(gōng)效率問題(tí)
由於金剛石工具是以其表麵密布的金剛石微切刃來實現對鑄鐵的加工,因此(cǐ),使用中易出現切刃被切屑堵塞或(huò)磨鈍而影響效率的情況,為解決這一問題,采取如下設計:
(1)選(xuǎn)用高品級粗顆(kē)粒金剛石單晶作為(wéi)切削刃;
(2)通過控製增厚時間控製金剛石顆粒在(zài)鍍(dù)層中埋入深度,確保平均出刃高度0.1mm以上;
(3)優(yōu)化(huà)電鍍(dù)工藝(yì),采用(yòng)鍍液循環、過濾、仿形陽極等手段,改善電場中(zhōng)電力線的分布狀態,使鍍層平整,減少金(jīn)屬瘤出現。
3、安全問題
采(cǎi)用優質鋼板,設計(jì)合理結(jié)構形式,消除應力集(jí)中情況,從而避免了使用中基體碎(suì)裂。
實驗及應用
基於上述原理,設計製造了適應不同作業場合的金(jīn)剛石工具(jù):
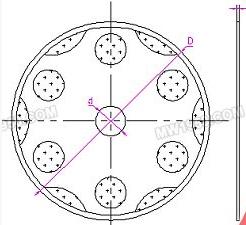
1、金剛石鋸片
該產品采(cǎi)用優選的設計方案,用於鑄鐵件的冒口、鑄管(guǎn)、活塞環等的切槽、切斷工(gōng)序。
基體采用退火合金鋼板,切(qiē)刃采用(yòng)MBD12級40/45粒度金剛石單晶,為防止(zhǐ)鋸片在作業中基體(tǐ)被劃傷影響使用,在基體兩側(cè)麵二次鍍覆RVD70/80金剛石單晶保護片。
該產品進行如下條件的切斷實(shí)驗(yàn):
實驗機:固定式切機RC-16型 功率:2.2KW 主軸轉速(sù):1900r/min
切斷對象:QT40-17 直徑30mm 退火硬度HB230
實驗方式:載荷:2Kgf 無冷卻 、切斷
實驗數據(jù)如下:
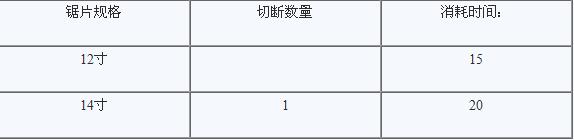
應用表明,該產品(pǐn)壽命相當於同規格樹脂切(qiē)割片的50-80倍,且(qiě)操作方便、安全性高、勞動強度低。
外觀及規格如下圖:
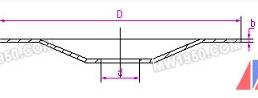
2、金剛石磨片
該產品用於鑄鐵件冒口清理,飛邊、棱刺的清除等作業中。
基(jī)體采用冷軋鋼板,模壓成型後精加(jiā)工而成。磨料選用MBD8品級40/456粒度。
應用表明,該(gāi)產品壽命相當於同規格樹脂鈸型(xíng)砂輪(lún)的30-50倍,且安全性極(jí)高。
外觀及規格如下圖:
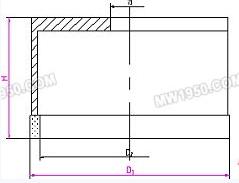
3、金剛石鑽頭
用於特殊情況下(xià)鑄鐵管的取芯鑽孔作業中。
基體(tǐ)采用45鋼(gāng)管(guǎn)材,磨料選用MBD8品級40/456粒度(dù)。
應用表明,該產品特點是高效、安全性極高
外觀及規格(gé)如下圖:
結論(lùn)
經合理設計與實驗(yàn),證明可以采用優(yōu)化工藝的金剛石工具對(duì)鑄鐵材料進行加工,該類工具表現出良好的使用性能。
投稿箱:
如(rú)果您有機(jī)床(chuáng)行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com
如(rú)果您有機(jī)床(chuáng)行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編(biān)輯部, 郵(yóu)箱:skjcsc@vip.sina.com

業界視點
| 更(gèng)多
調查")
行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分(fèn)地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情(qíng)況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機(jī)床產量數據
- 2024年10月(yuè) 金屬切削機(jī)床(chuáng)產量數據
- 2024年9月 新能源(yuán)汽車銷量情況
- 2024年8月 新能源汽車(chē)產量數(shù)據
- 2028年8月 基本型(xíng)乘用車(轎(jiào)車)產量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割機床的發展(zhǎn)趨勢(shì)
- 國產(chǎn)數(shù)控係統和數控機(jī)床何去何從?
- 中國的技術工人都去(qù)哪裏了?
- 機(jī)械老板做(zuò)了十(shí)多年,為何還(hái)是(shì)小作(zuò)坊?
- 機械行業最新自(zì)殺性營銷,害人害己!不(bú)倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點製造
- 現實麵前,國(guó)人沉(chén)默(mò)。製造業的騰飛,要從機床(chuáng)
- 一文(wén)搞懂數控車床(chuáng)加工刀(dāo)具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別(bié)