


基於 PLC 和(hé)變頻器的 C650 臥式車床主(zhǔ)軸電機多段速係統設計(jì)
2017-7-3 來(lái)源(yuán):廣東石油化工學院 機電工程(chéng)學院 作者:喬東凱,陳 軍
摘要: 闡述了 C650 臥式(shì)車床主軸轉速控製的現狀和缺點,並介紹了采用可編程控製器和(hé)變頻器(qì)對C650 臥式車床的主軸進行轉速控(kòng)製的具體方法,從而實現了對主(zhǔ)軸多段調速的目的。實踐證明該方法經濟實效,對其它類型的機床電氣(qì)改造(zào)具有借鑒和指導意義。
關鍵詞: 可編程控(kòng)製(zhì)器; 變頻器; 車床; 主軸多段速
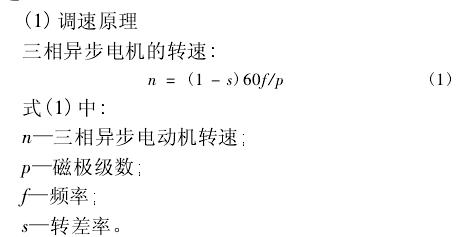
0 引言
C650 車床廣泛應(yīng)用於(yú)旋轉工件的車削加工,可以加工內、外圓、圓錐麵、端麵、鏜孔、割槽、鑽孔、滾花,亦(yì)能車削常用的公製和英製螺紋[1],對於不同(tóng)的加工工藝,需(xū)要主(zhǔ)軸(zhóu)電動(dòng)機輸出不同的轉速。C650 車床主軸轉(zhuǎn)速的多段性,是通過(guò)幾個不同(tóng)的齒(chǐ)輪之間的齧合來實現的(de)[2]。一直以(yǐ)來,C650 臥(wò)式車床的主(zhǔ)軸轉速的(de)選擇都是通過轉動手柄到不同(tóng)的刻度(dù)上來改變的,要改變主(zhǔ)軸轉速時,必須在(zài)主軸(zhóu)停止的(de)情況下[3-4]。速度轉換時要轉動手柄,操作起來非常不便。有時候需要頻繁地更換其主軸轉速,加快了齒輪之間(jiān)的(de)磨損,導致轉速達不到要求。此外,齒輪在運(yùn)轉時,會出現噪(zào)聲大,啟動(dòng)、傳動時不平穩,換速時衝擊大等問題[5-6]。為了延(yán)長機器使用年限和方便操作人員(yuán)使用,同時考慮到(dào)經濟因(yīn)素,對 C650 車床進行小型化改造具(jù)有重(chóng)要意(yì)義,同時該方法對其它機床類設備(bèi)的電氣改造具有借鑒和指導意(yì)義。通過調節變頻(pín)器的參數使不同輸出(chū)端(duān)口具有不同頻率(lǜ)信(xìn)號,再將 PLC 的輸出端口接至對應(yīng)信號的輸出端口上來實現主軸多段(duàn)調速控製的目的。
1.調速改造方案
未改造前(qián),主軸(zhóu)調速是(shì)通過齒輪減速箱(xiāng)中不同齒(chǐ)輪之間的齧合,即齒數少的齒輪來帶動齒數多的齒輪來達到減速的目的。機床改造後(hòu),用(yòng) PLC、變頻器和三(sān)相異步電機來代(dài)替(tì)整個減速箱,實現主軸(zhóu)電機的有級調速
通過公(gōng)式(1) 可知,改變變(biàn)頻器的頻率就可以達(dá)到調節電機速度的效果,且變頻器頻率 f 可以在(zài) 0 ~400Hz 的範圍內變化,對於變頻電動機轉速調(diào)節範圍非常寬[7-8],普通三相異步電動機因為結構和製造的原因其頻率調節範圍會小一些。(2) PLC 及變頻器(qì)的選擇根據 C650 臥式車床主軸所(suǒ)采用的電機的型號和(hé)變頻器控製(zhì)電機的特(tè)點,並考慮(lǜ)到(dào)經濟性,PLC 選擇AB Micro 830 2080-LC30-24QWB,其輸入點 14 個,輸出(chū)點為 10 個。為使電機能有多種(zhǒng)速度,選擇有 4 個數字量輸入端口和 8 種預設置(zhì)速度的(de) Power Flex 40 變頻器。( 3) PLC 與變頻器的(de)連接設(shè)置(zhì)如圖 1 所示,PLC 的輸出端口 DO_01、DO_02、DO_03、DO_05、DO_06、DO _07 分別接變頻器端口 01、02、03、05、06、07 端口。為了防止輸出端子公共端流過過大電流,將 PLC 的 COM0 ~ COM3 接在一起。
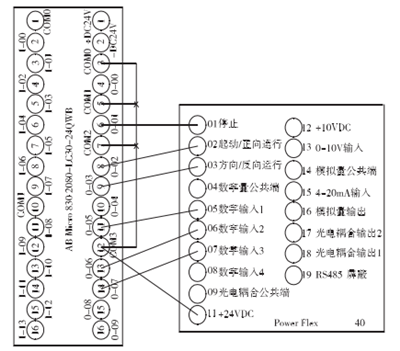
圖 1 PLC 與變(biàn)頻器的接線圖
(4) 電(diàn)機的多段(duàn)速控製(zhì)三相異步電機采用三線製(zhì)控製,需要將變頻器的啟動源[P036]的參數設置為 1,其正轉、反轉和停止分別通(tōng)過變頻器的端口 02、03 和 01 來實現的。因為變頻器的預置頻率參數隻有 8 個,隻需要使用三個數字(zì)量輸入端口,如表 1 所示。
表 1 多段速的(de)頻率參數與對應端子

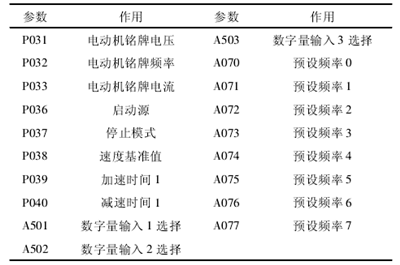
對(duì)於電機的多段速的控製,需要將(jiāng)變頻(pín)器的 P038[速度基準值]參數設置為 4,A501、A502 和(hé) A503 數字量(liàng)輸入參數設置為 4,由變頻器的端口 05、06 和(hé) 07 來實現,並由變頻器的預先設置頻率(lǜ)參數 A070 ~ A077來保存 8 個多(duō)段速頻率值。要設置的變頻器參數如表2 所示。
表 2 變頻器參數(shù)設置
通過 PLC 的按鈕 DI_00、DI_01、DI_02 分別來控製電動機的正傳、反轉(zhuǎn)和停止(zhǐ),將 PLC 的輸出端口 DO_01、DO_02、DO_03、DO_05、DO_06、DO _07 分別接變頻器端口 01、02、03、05、06、07 端口。另外,將 COM 口接在(zài) 11 端(duān)口,提供 + 24V 電源。正轉和反轉隻有(yǒu)在變頻器接通電源後才(cái)能進行; 變頻器隻有正反轉都不工作的時候才能切斷電源。電機正轉的(de)不同(tóng)頻率控製程序如圖 2 所示。
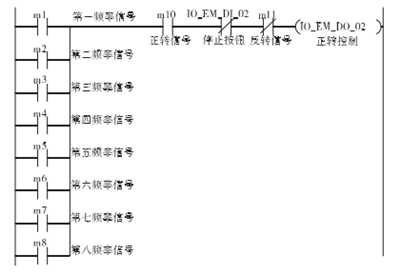
圖 2 電機正轉的不同頻率控製
圖 2 中,當 m1 ~ m8 中任一個頻(pín)率信號有效,並且按下(xià)正轉信號(hào)按鈕時(shí),電動機正轉。當按下停止按鈕時,電機停止(zhǐ)運行。當電(diàn)動機正在反轉時,不能正轉。電機反轉的不同頻率控製程序如圖 3 所示。
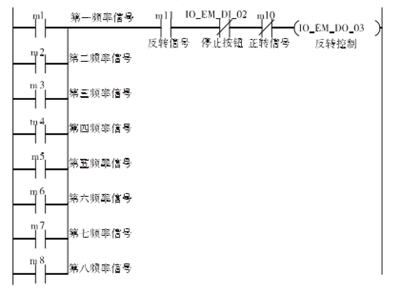
圖 3 電機反轉的不同頻率控(kòng)製
圖 3 中,當(dāng) m1 ~ m8 中任一個頻率信號有效,並(bìng)且(qiě)按下反轉信號按鈕時,電動機反轉。當按下停止按鈕時,電機停(tíng)止運行。當電動機正(zhèng)轉時,不能反轉。電機(jī)正轉、反轉和停止控製程序(xù)如圖 4 所示。
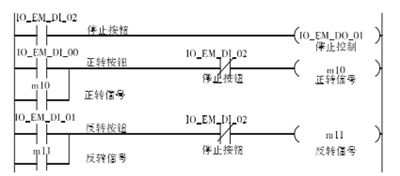
圖 4 電機的正轉、反轉和停止控製圖
4 中,當按(àn)下停止按鈕時,電動機停止,並使正轉信號 m10 和反轉信號 m11 複位; 當按下(xià)正轉按鈕時,發送(sòng)出一個正轉信號 m10,m10 常開觸點閉合並且形成自鎖回路; 當按下反轉按鈕時,發送出一個反轉信號(hào) m11,m11 常開觸點閉合(hé)且形成自鎖回路。電機頻率的選擇控製程序如圖 5 所示。圖 5 中,當按下頻率選擇按鈕 IO_EM_DI_03 ~ IO_EM_DI_13,相應(yīng)的(de)頻率信號 m1 ~ m8 通電並自鎖。當按下停止按鈕時,頻率信號 m1 ~ m8 信都將複位。
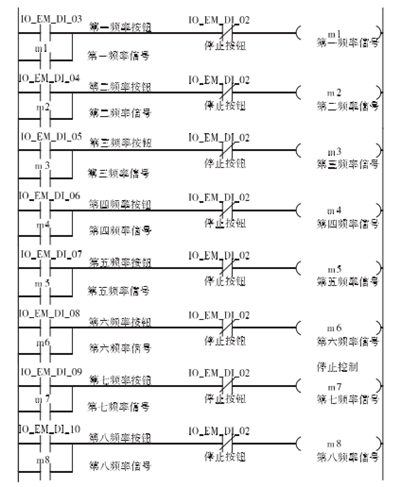
圖 5 電機頻率的選擇
電(diàn)機第(dì)七(qī)、第八頻率選擇控製程序如圖 6 所示。
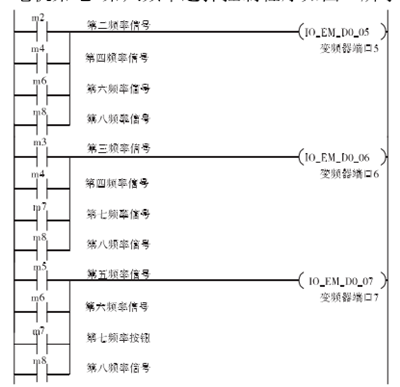
圖 6 電機第七、第八頻率選擇
如圖 6 所示(shì),並結合表 1 所示,當第二、第四、第六和第八頻率接通時,變頻器端口 5 有輸(shū)出; 當第三、第四、第七和第八頻率接通時,變頻器端(duān)口 6 有輸出; 當第五、第(dì)六、第七(qī)和第八頻率接通時,變(biàn)頻器端口 7 有輸出(chū)。
2.結束語
針對 C650 車床以前采用的通過轉動手柄來調速的手工操作方式,該方(fāng)法(fǎ)自動化程度低,齒輪傳動副磨損大,設(shè)備經常出現故(gù)障,工作效率較低,為了(le)提高效率(lǜ),該(gāi)設備的電氣化多段速(sù)控製改造勢在必行(háng)。針對原係統的不足之處,本設計從電氣控製方案、元器件選型及機加工係統(tǒng)現場環境等諸多不利因素綜合考慮,對 C650 車床(chuáng)的主軸多段速進行了電氣化改造,經改(gǎi)造(zào)後的該設備控製電路簡單,穩定性和可靠性也大大(dà)增強,實操非常方便,變頻調速擁有節能、容易實(shí)現(xiàn)對現有電(diàn)動機的調(diào)速控製、可以實現大範圍的高效連續調速控製(zhì)[9-10]。設備改造(zào)後至今從未出現(xiàn)過故障,工作效率(lǜ)為 100 ﹪,係統工作的穩定(dìng)性、安全性和可靠性(xìng)得到(dào)了保證,受到了行業人員(yuán)的一致好評。
投稿(gǎo)箱(xiāng):
如果您有機床行業、企業(yè)相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信(xìn)息

業界視點
| 更多

行業數(shù)據
| 更(gèng)多
- 2024年11月 金屬切削(xuē)機床(chuáng)產量數據
- 2024年11月 分地區金屬切削(xuē)機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基(jī)本型乘用車(轎車)產量數據(jù)
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況(kuàng)
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據(jù)
- 2024年10月 金屬(shǔ)切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據