


車(chē)床上加工孔係的工藝裝備
2017-4-6 來(lái)源:江蘇清拖農業裝(zhuāng)備(bèi)有限公司 作(zuò)者:朱海燕,李軍
摘要:文章介紹了一種在車床上使(shǐ)用工藝裝備加工孔係的(de)加工方法,通過設計和調試,此工裝保證(zhèng)了(le)孔係的加工精(jīng)度及要求。
關鍵詞(cí):車床(chuáng);工藝裝備;孔係(xì)
對於具有孔係的零件來說,特別(bié)是精度要求高的,多在(zài)鏜床上或專機上加工,對於一般的零件,多采用鑽、鉸的(de)工藝方案來加工製造,就工藝(yì)成本(běn)來講,盡量安排在(zài)普通設(shè)備上(shàng)加工,如普通車床、鑽床等,這樣才(cái)能(néng)使加工製造成本最低。
1.本(běn)工件在此(cǐ)工裝的加工
如圖 1 所示,它是某農業機械上的一個零件,其主要尺寸及形位公差要(yào)求如圖。
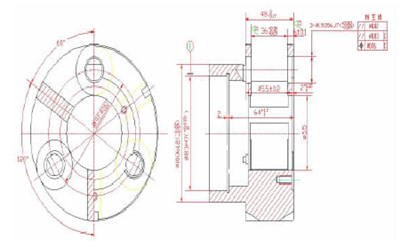
圖 1 零件的主要尺寸及形位公差要求示意圖
對於(yú)其上的孔係 3-φ19.056J7(+0.012-0.009)的加工就有較高的要求,當然,利用數控鏜床或在加工(gōng)中心上加(jiā)工 3 個孔,也(yě)不失為一種好方法,但其(qí)加工成本就會增加。因此為了更(gèng)好地利用普通車床,減小鏜床的負荷,並降低加工成(chéng)本,設計了一套用在車床上的工裝,以車床代替鏜床加工 3-φ19.056J7(+0.012-0.009),取得了很好的效果,同時(shí)也(yě)充分的利用了(le)車床。工裝如(rú)圖 2 所示。該工裝由四部分組成:過渡連接盤部分、配重平衡部(bù)分、定位及夾緊部分、加工孔的粗定位部分(fèn)。本工裝要求一次裝夾好工件(jiàn)後 ,通過分度裝置(zhì)實現對3-φ19.056J7 孔(kǒng)的加工。
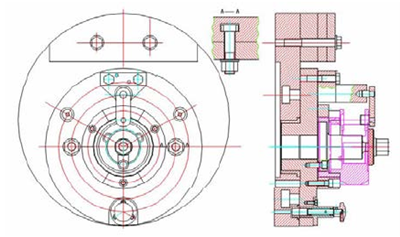
圖 2 車床的(de)工(gōng)藝裝備(bèi)
2.本工件利用此工裝的加工方法
除 3-φ19.056J73 及 3 螺孔外其餘均加工好,利用工裝加工前,粗鑽(zuàn) 3-φ19.056J7 至 3-φ17.5,加工時,先將工件按圖 2 所示裝在工裝上,利(lì)用粗定(dìng)位塊,將工件定好位,再將(jiāng)工件、轉盤和工件緊固成一體。此時將錐形插(chā)銷鬆開使轉盤在過渡連接盤上定好位。最後將 T 型螺栓上的螺母旋緊使轉盤和過渡連接盤緊固成為一體。現在拿去粗定位裝置,加工第一個孔。當第一個孔加工好後,將轉盤上的兩(liǎng)個緊固(gù)螺母鬆開,將(jiāng)插銷拔出,使轉盤旋轉一個角度(120°),再將緊固螺母旋緊即可加工(gōng)此(cǐ)孔。按如此順序(xù)可以(yǐ)將三個孔(kǒng)加工(gōng)好。
通過使用、分析、比較可得此工裝有三(sān)個優(yōu)點:①利用車刀(dāo)代替(tì)了鏜(táng)刀,從剛度上得(dé)到了很好的保證(因孔小,利用鏜床時,鏜杆較細,剛度較差(chà))。②孔徑的尺寸在車床上易於控製,可以(yǐ)省去專(zhuān)用的粗、精鏜刀(dāo),降低了(le)輔助(zhù)成本。③利用工裝上的分度裝(zhuāng)置進行分度,可以避免象鏜床的(de)坐(zuò)標輸入的失誤,同時降低了對操作工技術水平的要求。
3.本工裝(zhuāng)在設計和調試(shì)中(zhōng)的技術要求
本工裝在(zài)設計和調試中(zhōng)的技術要求:①轉(zhuǎn)盤回轉中心與過渡連接(jiē)盤偏心(xīn)距精度要高。②轉盤的回轉中心孔與過渡連接盤之間采用小間隙配合(hé)(H6/h6)。③三個定位銷(xiāo)孔對回轉中心的(de)位置精度(dù)要高。④整個工裝的動平衡要有嚴格的要求,因此,在工裝調試(shì)時,要對工裝(zhuāng)的配重進行合理(lǐ)的配置(zhì),以使其在工(gōng)作時轉動平(píng)穩。在本工裝中利(lì)用了粗定位裝(zhuāng)置,可以使在車床上加工時孔的加工餘量比較均勻,且使前一道工序的加工(gōng)誤差能夠得到很好的矯正,誤差複映小,這樣就能更好地保證所加工孔的精度(dù)。利用本工(gōng)裝通過批量生產的驗證,其各檢驗項目均達到圖紙設計要(yào)求,該裝備裝夾方(fāng)便,加工質量(liàng)穩定,且(qiě)很好地(dì)利用了普通車床。
投(tóu)稿箱:
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係(xì)本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多

行(háng)業數據
| 更(gèng)多
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割機床的發展趨勢(shì)
- 國產(chǎn)數(shù)控係統和數控機床何去何從?
- 中國(guó)的技(jì)術工人都去哪裏了?
- 機械老(lǎo)板做了十多(duō)年,為(wéi)何還是小作坊?
- 機(jī)械行業最新自殺性(xìng)營銷,害人害己!不倒閉才
- 製造(zào)業大逃亡(wáng)
- 智能(néng)時代,少談點智造,多(duō)談點製造
- 現實麵前,國人沉默。製造業(yè)的騰(téng)飛,要從機(jī)床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計
- 傳統(tǒng)鑽削與螺旋銑孔加工工藝的區(qū)別