


某數控車床貼塑導軌直線度誤差的灰色預測術
2017-1-6 來源:南通職業大學機械工程學院 作者:張麗萍 李業農 趙建傑
摘要:以SL50數控車床為例(lì)。對斜(xié)床身(shēn)貼塑導軌的工作情況做了分析。通過對影響斜(xié)床身數(shù)控車床貼塑導軌直線度的多種因素的分析。將其過去及現在已知的或非確知的情況。視作一個灰色係(xì)統。通過激光幹(gàn)涉儀定期檢測貼塑導軌直線度的誤差值。構成一個原始等間隔數據序列(liè)。按灰色係統建模法(fǎ)建立灰色係統GM(1。1)模型的白化形式微分方(fāng)程(chéng),揭示貼塑導軌直線度的發展變化規律。再通過殘差(chà)模型的修正。提高了(le)計算精度。修正(zhèng)後的GM(1,1)模型(xíng)可用來預測貼塑導軌(guǐ)直線度的誤差值。
關鍵詞:數控(kòng)車床;貼塑(sù)導軌;直線度;誤差;灰(huī)色係統;灰色預測
導軌部件是數控車床的核心部件之(zhī)一,導軌的(de)運動精度及精度保持性決定了數(shù)控車床的精度和(hé)壽命周期,直接(jiē)影響著被加工件的精度。貼塑導軌(guǐ)是一種金屬對塑料(liào)摩擦形式的導軌,一個滑動麵貼有一層抗磨軟帶,通常(cháng)是門FE(聚四氟乙烯),另一個滑動(dòng)麵是金屬麵,與(yǔ)普通滑動導軌相比較,它具有壽命長、結構簡單、成本(běn)低、吸振性好等優點。門FE軟帶質地較軟,能嵌入跑進導軌副的切屑等金屬微粒,從而保護配對導軌的金屬表麵,受壓時彈性變(biàn)形較(jiào)大,使(shǐ)導軌麵(miàn)接觸(chù)良好,磨(mó)損均勻,所以貼塑導軌被廣泛應用(yòng)在各類數控(kòng)機(jī)床中。
機床的許(xǔ)多性能都受到導軌精度的影響,導軌的幾何精度決定運動(dòng)部件的(de)運動精度,導軌的直線度(dù)直接影響機床的導向精度,從而影響被加工件的幾(jǐ)何精度,故導軌的導向精度、精(jīng)度保持性和(hé)耐(nài)磨(mó)性對機床質量有重大影響。
灰色係統理論提供了在貧信息(xī)情況下解決係統(tǒng)問題的途徑(jìng)。灰色係統建模是以部分信息(xī)已知、部分信息未知的小樣本(běn)、貧信息、不確定性的係統為研究對象,通過對部分已知信息的生成,對係統的變化規律進(jìn)行描述,它強化了規律性的成份和弱化了不確定性的成份。對於離散過程,可(kě)在一定程度上相對增強確定性和相(xiàng)對(duì)減弱不確定性口叫o。灰色預測是根據過去及現(xiàn)在已知的或非(fēi)確知的信息,建立一個(gè)從過去引伸到將來的GM模型,構建係統(tǒng)在未來發展變化的(de)趨勢,對(duì)未來進行科學預測。
貼(tiē)塑導軌本身存在一定的幾何形狀誤差及微觀(guān)不(bú)平度,結合麵可能存(cún)在介質,導軌麵不同(tóng)程度的存在著磨粒磨損,其磨損過程由於受(shòu)到(dào)環境因素及材料不同的(de)影響,表現出複(fù)雜性、多(duō)樣性和(hé)隨機性。這些因素均影響著導軌(guǐ)的直線度。由於多種因(yīn)素作(zuò)用下的導軌直線度下降變化的趨勢難以預測,導軌直線度(dù)與工作小時數之間沒有確定的變化形式,沒有必然的變化規律,用數學語言來說,就是事物變化的過程(chéng)不能用一個(或幾個)時間£的確定的(de)函數來加以描述。就目(mù)前來說,為了得到(dào)比較(jiào)符合實際的精度壽命曲(qǔ)線,其做法是:在某一給定的小時間隔,測(cè)定其(qí)精度壽命值,小時間隔不少於三級。這是一個灰色係統,隻知道有限個試樣的信息(xī),而大部分未(wèi)知,可運(yùn)用灰色(sè)係統理論來建立灰色模型,描(miáo)述(shù)係統的動態微分方程,預測未來某一時刻的導軌直線(xiàn)度誤差值。
1.SL50數控車(chē)床斜床身導軌
如圖1所示(shì),SL50數控車床的床身采用整(zhěng)體鑄造45。斜床身結構,剛性好。為(wéi)了提高矩形(xíng)導軌的耐磨性和定位精度(dù),固定導軌表麵采(cǎi)用淬(cuì)硬、磨削和刮研等工藝處理,滑動導軌采用貼塑、磨削和刮研等工藝處理,貼塑材料為PTFE(聚四(sì)氟乙烯)。這種斜床身(shēn)結構在機床(chuáng)的布局、剛性、精度,以及排屑能力(lì)方麵(miàn),都比平床身數控車床有(yǒu)了顯著的提高。切屑可在重力作用下直接向(xiàng)下排,不易產生切屑纏繞刀具,利於排屑;同時配合中置絲杆和導軌防護板(bǎn),可以避免切屑(xiè)在絲杆(gǎn)和導軌E堆(duī)積。
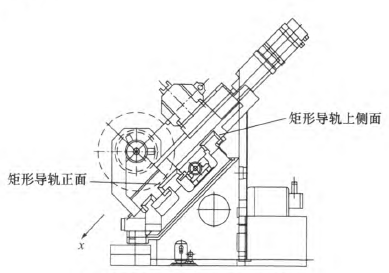
圖l SL50數控車床的斜床身結構
該斜床身(shēn)數控車床的大溜板(bǎn)斜壓在矩形導軌(guǐ)上,大(dà)溜板(bǎn)由於(yú)重(chóng)力的作用有沿著斜麵下滑的趨勢,故(gù)矩(jǔ)形導軌(guǐ)的承(chéng)載麵是其正麵和(hé)上側麵(miàn)(如(rú)圖(tú)1所示),滑動導軌貼塑層相對(duì)較軟,受壓會產生(shēng)彈性變形(xíng),通常對其施(shī)加一定的預緊力,避免其影響機床的剛度,故貼塑層不宜太厚,其厚度控製在1.2—1.5 mm為宜(yí)¨’9 J。隨著貼塑層的預緊(jǐn)力增大,滑動摩擦力也會增大。在大切削力作用下,貼塑層(céng)受壓變形增大,在這種情況下貼塑層會產生磨損(sǔn),故而影響導軌的導向精度。數控車床主軸軸線為。軸,小溜板移動方向為戈軸(如圖1所示),導軌在礎平麵內(nèi)的直線度(dù)誤差(chà)直接影響著被加工工件的直徑誤差,在燁平麵內的直線度誤差對加工精度的影響很小可忽略不計。
2.導軌直線度誤差的檢測
如上所述(shù),貼(tiē)塑導(dǎo)軌本身存在一定的幾何形(xíng)狀誤差,結(jié)合麵可能存在介(jiè)質幹涉,導軌麵的摩擦(cā)磨損,這些因素均導致導軌在戈舵平麵內的直線度誤差增大,且有隨(suí)著時間進一步增大(dà)趨勢(shì),是影(yǐng)響著被加(jiā)工工件的直(zhí)徑誤差的主要因素。
導軌在(zài)拋(pāo)z平麵內的直線度采用雷尼(ní)紹(shào)MLl0型激光幹涉儀檢測。如圖2所示,將MLl0激光器平行安裝(zhuāng)在傾斜的導軌麵上,在機床適當位置固定安裝幹涉鏡,將反光鏡安(ān)裝在大溜板上(shàng)並隨大溜(liū)板一(yī)起沿z軸移動,便可測量大溜板(bǎn)在(zài)並以(yǐ)平麵內移動的直線度。
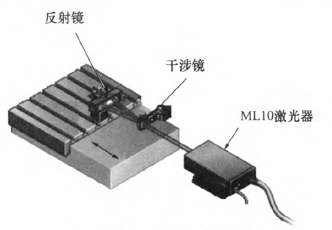
圖2激光幹涉儀(yí)的安裝方法
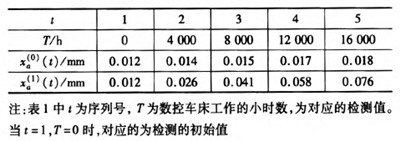
若SL50型數控車床一天2班製工作,機床一年工作4 000 h,檢(jiǎn)測周期即為4 000 h。導軌在茗∞平麵內的直線度誤差值如表1所示(shì)。
表1 導軌直線度誤差值的原(yuán)始(shǐ)數據序列
3.導軌直線度的(de)灰色預測
根(gēn)據灰色係統已知數據建立的模型,從時(shí)間發展來看(kàn),具有某種規律性和時(shí)間外推性,這種模塊才能用來預測H。6 J。導軌在拋=平(píng)麵內的直線度誤差(chà)值是隨著時間的(de)推(tuī)移,多種因素作用(yòng)導致直線度(dù)的下(xià)降。它是一個時間序列的灰色(sè)預測,可以看作一個等間隔序的數列預測。數列預測是以灰色係統模型GM(1,1)為(wéi)基礎的,等間隔序列(liè)的灰色建模步驟如下:
(1)一次累加生成運算設有原始等間隔數據序列
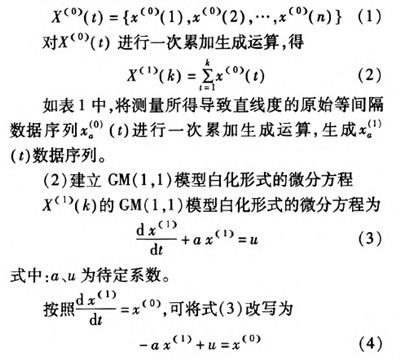


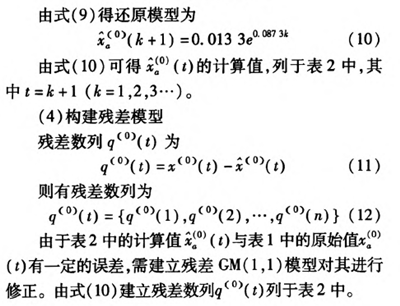
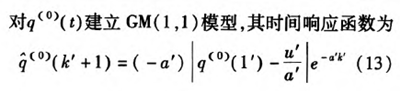
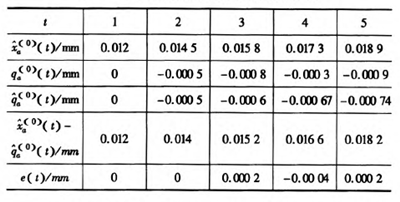
表2導致直線度誤差的計算數據序列

4.結語
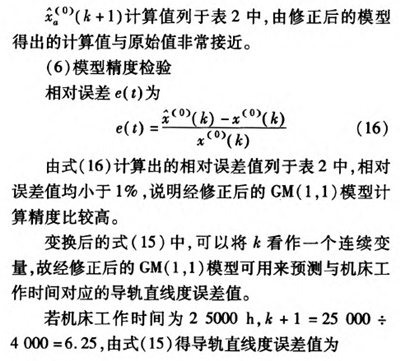
以SL50數控車床為例,對(duì)斜床身貼塑導軌的工作情況做(zuò)了分析。通(tōng)過(guò)對(duì)影響斜床身數控車床貼塑導軌直線度的多種因素的分析,將其過去及現在已知的或非確(què)知的(de)情況,視作一個灰色係統。通過激光幹涉儀定(dìng)期檢測貼塑導軌直線度的誤差值,構成一個原始等間隔(gé)數據序列。按灰(huī)色係統建模法予以(yǐ)建模,通過累加生成得到單調遞增的時間數據序列,據(jù)此(cǐ)建立灰色係(xì)統GM(1,1)模型白化形(xíng)式的微分方程,揭示貼塑(sù)導軌直線度的發展變化規律。通過表1、2的比較(jiào),說明龕:”(f)模型計(jì)算(suàn)值比較接近(jìn)於實際值,再通過殘差模型的修正(zhèng),提高了計算精度。修正後的(de)GM(1,1)模型可用來(lái)預測貼塑導軌直線度的誤(wù)差值。
投稿箱:
如果您有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行(háng)業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
")
業界視點
| 更多
查(chá)")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數(shù)據
- 2024年11月 分地區金屬切削機(jī)床(chuáng)產量數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量數據
- 2024年11月 新能源汽車產量(liàng)數據
- 2024年11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源(yuán)汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月(yuè) 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據
博文選(xuǎn)萃(cuì)
| 更多
- 機械加工過程圖示(shì)
- 判斷(duàn)一台加工(gōng)中心(xīn)精度的幾種辦(bàn)法
- 中走絲線切(qiē)割機床的發展趨勢
- 國產數控係統和數控機床何去何從?
- 中國(guó)的技術工人都去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行(háng)業(yè)最新自殺性營銷,害人害己!不倒(dǎo)閉才(cái)
- 製造業大逃亡(wáng)
- 智能(néng)時(shí)代,少談點(diǎn)智造,多談點製造
- 現實麵前,國人沉默。製造業的騰飛,要(yào)從機床
- 一文搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計(jì)
- 傳統鑽削與螺旋(xuán)銑孔加工工藝的區(qū)別