


簡易花(huā)盤角鐵式車床夾(jiá)具的設計與應(yīng)用
2016-12-30 來源:秦嶺(lǐng)特種電氣有限責任公司 作者:陳繼昌
摘要:本(běn)文介紹了一種簡易(yì)花盤角鐵式車床夾具,該夾具采(cǎi)用雞(jī)心卡箍的壓緊方式(shì),該夾具結(jié)構簡單、外形輪廓小、製造容易且操作方便。
1. 問(wèn)題的提(tí)出
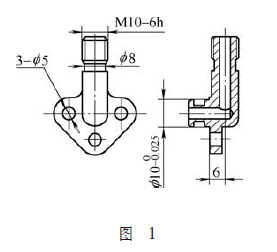
某產(chǎn)品零件彎管接頭是鍛件毛坯,頭部(bù)M10—6h外螺紋和φ 8mm環形槽如圖1所示。以往z工該螺紋是在車床上通過四爪單動卡盤(pán)找正後,車螺(luó)紋(wén)和環形槽,既費時又費力,加工位置精度(dù)不穩定,需(xū)要經驗豐富的老師傅來完成,這種情況製約了生產周期和產能的提(tí)升。為解(jiě)決生產(chǎn)中這一瓶頸問題,設計了一套車床夾具,以完成外螺紋和環形槽的加(jiā)工。
2. 車床夾具(jù)的(de)結構及工作原理
彎管接頭車(chē)外螺紋和環形槽, 常采用花盤角鐵式車床夾具,采用的壓緊方式為兩邊壓板壓緊,使夾(jiá)具體輪廓(kuò)尺寸變大(dà),製造需要專業工(gōng)裝廠生產(chǎn),且生產周期長,難以滿足生(shēng)產需要。在這種情(qíng)況下,大膽采用磨床夾緊工具(jù)雞心卡箍,使夾具體輪廓(kuò)尺寸明顯變小,製造容易,一般機加車間均能製造,解決了生產(chǎn)需要。
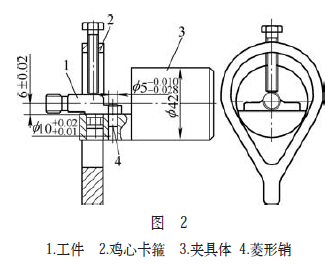
簡(jiǎn)易花盤角鐵式(shì)車床(chuáng)夾具如圖(tú)2所示,夾具(jù)體是在(zài)φ 42mm圓柱體銑一台階(jiē),保(bǎo)證台階麵與圓柱體中(zhōng)心偏離(lí)(6±0.02)mm,符合(hé)零件底麵與螺紋中心的要求; 再以φ 5 -0.010-0.028mm菱形銷及φ 1 0 +0.02+0.01m m 孔與彎管接頭中φ10 -0-0.025mm及φ5mm孔定位,其中彎管接頭3個φ 5mm孔中用於定位的φ 5mm孔按φ 5+0.05+0 mm加工;最後用雞心卡箍將彎管接頭壓緊在夾具體台階麵上, 車M10—6h外(wài)螺紋(wén)和φ 8mm環形槽(cáo),使(shǐ)其(qí)尺寸符合(hé)圖樣要求。
3. 結語
該車床夾具結構(gòu)簡單、製造(zào)成本低且使用效果(guǒ)好,降低了對操作人員的技術要求,對其他類似零件的生產具有借(jiè)鑒作用。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調查")
行業(yè)數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削(xuē)機(jī)床產量數據
- 2024年11月 軸承出(chū)口(kǒu)情況
- 2024年11月 基本(běn)型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新(xīn)能(néng)源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數(shù)據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據(jù)
博文選萃
| 更多