



改善工藝提高(gāo)數控車床交(jiāo)付能力
2024-1-15 來源: 沈陽優尼斯智能裝備有限公司 作者:劉妍
通用(yòng)技術集團沈陽優(yōu)尼斯(sī)智能裝備有限公司(以下簡稱 “優裝備”)為數控車(chē)床專業製造企(qǐ)業,根據市場競爭情況,以對標管理為(wéi)契機,設立《提(tí)高 T5 數控車床交付能力(lì)》改善項目,通過項目(mù)拉動(dòng)全麵提高主導產品 T5 係列臥式數控車床的產(chǎn)品交付能力,為客戶提供(gòng)質優價低的係列數控(kòng)臥車。
一、項目背景(jǐng)
數控(kòng)車市場發展潛力巨大,臥(wò)式數控車床國內年需求量在 5 萬台(tái)以(yǐ)上,其中中高端數控(kòng)車年需求量(liàng)在 1.5 萬台以上。優裝備現有 T5 係列臥式(shì)數控車床產品,已(yǐ)進入產品成熟發展(zhǎn)期,交(jiāo)期周期競爭力不強,急需響應市場需求,重回市場(chǎng)領頭地位。2021 年以(yǐ)來數控車市場需求呈上升趨勢,經市場調研(yán)發現,客戶對快速交貨的需求(qiú)日益強烈,中小規格數控車訂(dìng)單大部分要求現貨或1-2 月交貨,但優裝備 T5 數控車產品響應市場速度慢、交付周期(qī)長,不能完(wán)全滿足(zú)市場預期,急需提升產品交付能(néng)力,助力公司發展。
1.選定標杆企業
目前數控車有多種分類方式(shì),最普遍的按產(chǎn)品性(xìng)能可分為高、中、中低三大類。
高端產品高精度、高性能,代表品牌為哈挺(tǐng),馬紮克,大隈,德馬(mǎ)吉等,同規格產品價格約 50萬以上,以德日美進口品牌為主。
中端產品穩定性好、價格適中(zhōng),代表品牌為台灣友嘉、韓國迪恩、韓國威亞(yà)、海德曼、海天精工(gōng)等,同規格產品價格 25 萬以上為主,以台韓品牌為主。
中(zhōng)低端產品性價比高,代表品牌為寶雞,西格馬,魯南精工等,同規格產品價格約 15 萬以上,以(yǐ)本土品牌為(wéi)主。
優裝(zhuāng)備通(tōng)過產品相似度、行業認可度(dù)、工藝技術(shù)水平(píng)、信息獲取難易等多維度選擇(zé)標杆對象。
結合市場競爭現狀及標杆企業先(xiān)進(jìn)做法,優裝備選擇一家中國台灣地區公司為對標對象。

2.標杆企業先(xiān)進做法
這家中國台灣地區機床企業的(de)一款數控斜車主要麵向中、高端客(kè)戶群體,與優裝備 T5 係列數(shù)控車對比,目標市場一致、為中(zhōng)高端暢銷產品、市場(chǎng)認可度(dù)較高,產品(pǐn)結構相近(jìn)。整機供貨(huò)周期約為 60 天,在市場上具備較強的貨期優勢,擁有穩定供應鏈體係和製造體係。優裝備與該企業對標,易於開展工(gōng)藝改善。

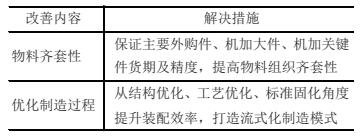
3.對標提升方(fāng)向
優裝備通過采集當期典型客戶交貨周期,得出從合同訂單簽訂(dìng)到產品包裝入庫(kù)、發貨到客戶的整個整機(jī)供貨周期約為 90 天,以此為依據(jù)設立改善目標(biāo)。
改善目標 : 產品(pǐn)交貨期由 90 天縮短到 60 天、達到與標杆(gǎn)對象相同(tóng)的水平,改善該(gāi)關鍵指標將有助於提升公司主導產品(pǐn)核心競爭力。
二、製定方案並實施改善
通過集思廣益(yì),頭腦風暴並結合標杆企業做法(fǎ),優裝備收集產生解決思(sī)路、製定了(le)具體的工藝方(fāng)案並實施了工藝改善、全麵提升了產品交付能力。
1.收集數據確定關(guān)鍵因素
通過網絡、樣本、典型(xíng)客戶供貨周期采集(jí)等多維度數據收集,優裝備分析出提(tí)升機(jī)床交貨(huò)期Y 的關鍵因素。
T5 機床交貨期 Y=Y1(主要外購件貨期)+Y2(機加大件及關鍵件(jiàn)貨期)+Y3(裝配周期)+ 其他(見表 1)。

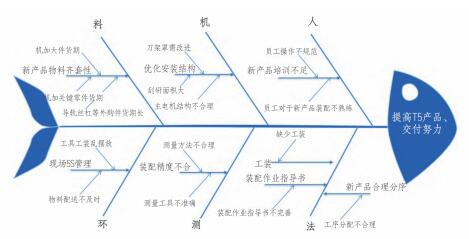
2.分析差距查找裝配工藝可能因子
通過分析人、機、料、法、環、測等影響產品交貨周期因素,進一步梳(shū)理(lǐ)出可能影響交貨周期的可能因子。
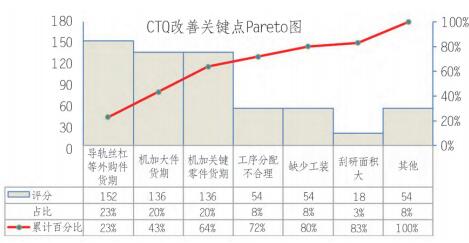
篩選主要因子後,優裝(zhuāng)備進行關鍵點 CTQ重要度評分,進(jìn)一步(bù)明確工藝精益改善點,具體如表 2。

可見,完成導軌絲杠外購件貨期、機加大件貨期等(děng) 7 大因子改善即可完成 83% 以上的改善任務。
3.製定改善方(fāng)案(àn)並實施工藝改進
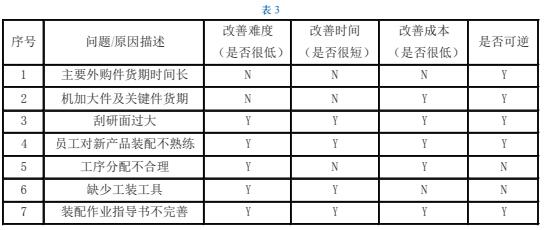
針(zhēn)對以上 7 大項目進行快速改(gǎi)善措施判斷,確定出刮研麵過大、員工對新產品裝配不熟練、裝配作業指導書不完善等三項適(shì)合實施快速改善,並製定了快速改善措施計劃(見表 3)。
(1)製定快速改善措施(shī)
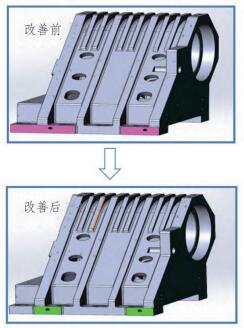
①針對刮研量大刮研時間長,設立改進措施為 : 設計更改圖紙,減少刮(guā)研麵積 ; 控製零件尺寸鏈誤差;利用現場設備提高刮研效率。
②針(zhēn)對(duì)員工對新產品裝配不熟練,設立改進措施 : 為對車間員工加強標準作業培訓 ; 組織開(kāi)展員工裝配(pèi)技能(néng)大賽。
③針對裝(zhuāng)配作業指導書不完善,設立改進措(cuò)施(shī)為(wéi) : 優化裝配作業指導書,使用平尺檢驗精度(dù) ; 增加(jiā)過程質(zhì)量控製、增(zēng)加裝配過程質量控製點。
(2)製定具體改善實施
針對主要外購件貨期、機加(jiā)大件及關鍵件貨期、裝配周(zhōu)期製定具體改(gǎi)善措施如表 4。
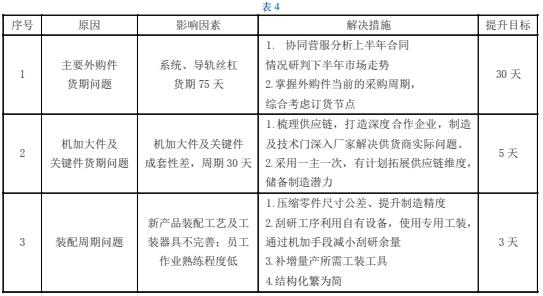
①針對訂(dìng)貨周期長物料情況,根(gēn)據合同(tóng)情(qíng)況及年(nián)度生產大綱製定滾動的安全庫存 ; 掌握外購件當前的采購周期(qī),綜合考慮訂貨節點(diǎn) ; 對訂貨周期長物料及(jí)特(tè)配物料形(xíng)成滾動采購計劃,采取提前備貨及供應商備(bèi)貨 ; 製定供應(yīng)商考核製度,選擇最優供應(yīng)商,采
用一主一次,有計(jì)劃拓展供應鏈維(wéi)度,儲(chǔ)備製造潛力。
②針對機加大件及(jí)關鍵件貨期問題,根據生產(chǎn)大綱對機加大件進行排查,建立內外部安全(quán)庫存預警機製,統籌(chóu)內配及外協機加件成套率 ; 對(duì)於機加(jiā)關鍵零件供應商加(jiā)工工藝定期檢查(chá),優化機加關(guān)鍵零件(jiàn)加工工藝,保證加工件質量與效率。
③針對(duì)裝配周期問題,通過準確(què)測時規範(fàn)各序作(zuò)業內容,平衡序間作業能(néng)力 , 形成流式線生產 ; 通過優化設計結構,縮短裝配時間 ; 通過優化工藝方法,補增量產(chǎn)所需工裝工具,提升裝配效(xiào)率,縮短裝配時間。
三、項目成果
《提高 T5 臥式數控車床交付能力》項目,著眼於縮短產品交貨期,提升產(chǎn)品交付能力問題,組建 T5 產品標杆團隊,運用標杆管(guǎn)理(lǐ) “八步法”,從源頭上(shàng)解決物料齊套性差和裝配周期長等難題,取得卓越成果。
1.硬性收益
縮短機床交貨期(qī),減少運營成本 ; 解決新產品響應市場速度慢、交付周期長問題。
2.潛在收益
通過項(xiàng)目的實施,優化了機床作業標準,提升產品(pǐn)一致性(xìng),提(tí)升產品競爭力 ; 提升團隊信心與(yǔ)凝聚力,培養了管理、技術、工藝(yì)人才。全麵進行成果複製推廣,提高機床製造質量。
投稿箱:
如果您有機床行業、企業(yè)相關新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相關新(xīn)聞稿件發表,或進行資訊合(hé)作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息(xī)

業(yè)界視點
| 更多

行業數據
| 更多
- 2024年11月 金屬切削機床產量(liàng)數據
- 2024年11月 分(fèn)地區金屬切削機床產量(liàng)數據
- 2024年11月 軸承出口情(qíng)況(kuàng)
- 2024年11月 基本型乘用車(轎車(chē))產(chǎn)量數據
- 2024年11月 新能源(yuán)汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽(qì)車產量數據(jù)
- 2024年10月 軸承出口情(qíng)況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金(jīn)屬切削機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年(nián)8月 基本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一(yī)台加(jiā)工中心精度的幾種辦法
- 中走絲線(xiàn)切割機床的(de)發展趨勢
- 國產數控係統(tǒng)和數控機床何去何從?
- 中國的技術工人(rén)都(dōu)去哪裏了?
- 機(jī)械老板做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造(zào)業大逃亡
- 智(zhì)能時(shí)代,少談點智造,多談點製造
- 現實麵前,國人沉(chén)默。製(zhì)造業的騰飛,要從機床
- 一文搞懂數控車床(chuáng)加工刀具補(bǔ)償功(gōng)能
- 車床鑽孔(kǒng)攻螺紋(wén)加(jiā)工方法及工裝(zhuāng)設(shè)計
- 傳統鑽削與螺旋銑(xǐ)孔加工工藝的區別