



數控臥式(shì)車床自動化上下料及對刀係統的設計
2023-3-28 來源:力勁精密機械(昆山)有限公司 作者: 董鳳龍
摘要:針對數控臥式車床加工小型回轉體零件這一需求,設計了自動化上(shàng)下料係統,並增加(jiā)全自動對刀儀功能。 介紹了自動化上下料及對刀(dāo)係統的(de)總體設計,分析了主要配置(zhì)和技術難點。 這一(yī)係統可(kě)以大大縮短小型回轉體零件的加工節拍,提高生產(chǎn)效率和(hé)經濟效益,並保證產品的一致性。
關(guān)鍵詞:車床(chuáng) 自動化 上下料 對刀 設計
1、設計(jì)背景
中國製造的(de)核心是智能製造,機械製造業的發展趨勢(shì)是自動化技術,可以助推製造業效率的提升。 而數控機床(chuáng)是製造業的工業(yè)母機(jī),數控機床自動化是智能製造發展趨勢中必不(bú)可少的一環,許多大中小微企業也越來越重視。 為加快實現智能工廠(chǎng)與數字化車間,資金雄厚的企業每年都會引入自動化生產線。 小微企業由於資金相對有限,對產品的淨(jìng)利(lì)潤要求較高(gāo),對單機自動化需求也更為迫切。 而零件(jiàn)的(de)加(jiā)工節拍是所有企業都要麵對(duì)的問題,對於小型零部件的加工尤為重要(yào),單品本(běn)身利潤就很低,如果沒有數量上的(de)優勢,企業很難獲取(qǔ)利潤,在同行業(yè)競爭中也很(hěn)難生存,由此(cǐ)筆者設(shè)計了一數(shù)控(kòng)臥式車(chē)床(chuáng)自動(dòng)化上下料係(xì)統。
2、係(xì)統總體設計
基於數控臥式車床 LT-6 型號,筆者設計了一套自動化上下料及對刀係(xì)統,實現單機自動化生產(chǎn)加工,使零件加(jiā)工能夠完成上料、加工、下料的自動化生產過程(chéng),滿足客戶對生產的需求,提高加工效率。加工零件參數中,直徑為 25 mm,長度為 50 mm,材質(zhì)為45號鋼。
零件的加工類型為外圓及鏜孔精加工。
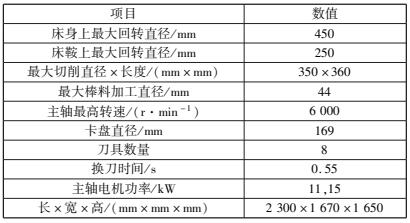
數控臥式車床 LT - 6 型號適合小型回轉體零件加工,配置發那科係統(tǒng),二軸聯動,半閉環控(kòng)製。 該設(shè)備基本參數見表 1。
表 1 數控臥式車床 LT - 6 型號基本參(cān)數
基於產品(pǐn)零件及實際生產需求,確認設備結構布局(jú),這一數控臥式車床自動化加工係(xì)統由數控臥式車床、自動(dòng)送料裝置、自動對刀儀裝置、自動接料(liào)裝置構成,如圖 1 所示(shì),一次上料完成零件批量化生產。
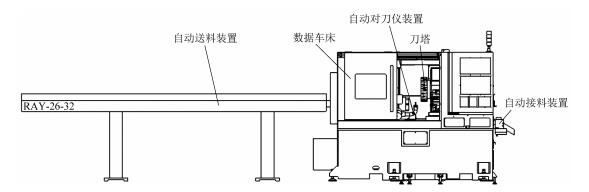
▲圖 1 數控臥式車床自動化上下料及對刀係統
3、主要配(pèi)置
(1) 自(zì)動送料裝置。 布置在數控(kòng)車床左(zuǒ)側,送料口回轉(zhuǎn)中心對準機床主(zhǔ)軸通孔回轉中心,根據零件形狀,采用某廠家的一款自動送料裝置。 自動送料裝置參數中,棒材(cái)直徑為5~ 26mm,棒(bàng)材長度為3000 mm。
(2)自動(dòng)對刀儀裝(zhuāng)置(zhì)。采用馬波斯全自動對刀(dāo)儀(yí),接觸式刀具測頭,對刀臂由電機驅動(dòng),可自動擺動到測量位置,快速地確定刀具的尺寸和位(wèi)置。 對刀儀主要(yào)參數中,重複定位精(jīng)度為 0. 005 mm,對(duì)刀臂轉動時間為 3 s,對刀臂擺動角度為 90°。 裝置由(yóu)數控係統控製,節省了人工對刀的耗時,適(shì)用於大批量生產(chǎn)和(hé)高水平自動(dòng)化場合。 自(zì)動對刀儀裝置布(bù)置於數控車床工作區域內,安裝在主軸(zhóu)箱體上,自動對刀儀裝置(zhì)安裝位置如圖 2所示。
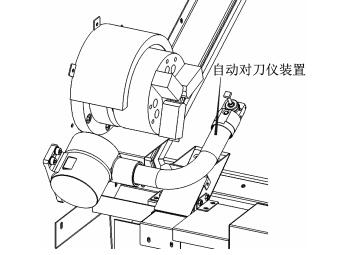
▲圖 2 自(zì)動對(duì)刀儀裝置安裝(zhuāng)位置
(3) 自動接料裝置。 該結(jié)構(gòu)安裝在卡盤下方,由接料道(dào)、氣缸、傳送帶、電機、出料道(dào)等組成。 氣缸控製接料道左右移動,不接料時在左側位置,上方配有擋屑(xiè)板,接料時移動到右側,將加工(gōng)好的(de)零件導入(rù)傳送帶上,氣缸雙向位置配置有行程到位檢測裝置(zhì),傳送帶由電機控製轉動。 自動接料裝(zhuāng)置(zhì)如圖 3 所示。
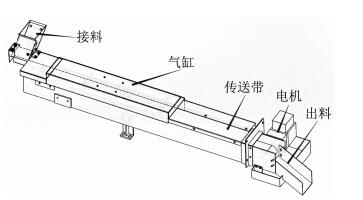
▲圖 3 自動接料裝置
4、係統循環動作
將一定數量的棒料放入自動(dòng)送料裝置上,啟動加工程序,自動送料裝置將棒料推入機床,通(tōng)過中空油缸(gāng)、中空拉杆、中空卡盤,直至刀盤上(shàng)由切斷刀位完成定位,卡(kǎ)盤夾緊,刀塔加工,零件(jiàn)切斷(duàn)時(shí)氣缸帶動接料道向右側移(yí)動,零件再經(jīng)傳送帶至出料口,氣缸複位,完成一次循環動作,直至尾料被自動送料裝置(zhì)抽回,然後(hòu)進行下一根棒料的加工。
5、技術難點
技術難點主(zhǔ)要集中在三個方麵。 第一,棒料在送入(rù)機床內部(bù)時如何防止下沉。 第二,在棒料高轉速下如(rú)何防(fáng)止顫動。 第三,零件如何準確落入接料道內。在實踐摸索過程中,隻(zhī)要(yào)做好三(sān)個方麵(miàn)的工作就可以避免這些問(wèn)題的發生。 第一,在(zài)油缸端及卡盤端(duān)或拉杆內安裝襯套,可(kě)以有效防止棒料下沉,能有效(xiào)從卡盤內孔中伸出(chū)。 第二,防止顫動(dòng)需要控製好送料裝置的回轉中心(xīn)與主軸(zhóu)回轉中心在一條(tiáo)直線上,盡量保證其同軸度。 第三(sān),當工件在切斷時,影響下落位置的因(yīn)素主要有主軸旋轉(zhuǎn)時零件所產生的離心力,以及(jí)零件(jiàn)切斷時所承受的切削力,在切斷加工時可以(yǐ)調整適(shì)當的加工參數,如主軸轉速、進給量、吃刀量等,然後再控製(zhì)好切削液流出刀盤的流量大小,這樣就可以抵消大部(bù)分的離(lí)心力和切削力,使零件能夠準確落入接料道內。
6、實物樣(yàng)機
為驗證該自動化上下料及對刀係統是(shì)否滿足使用要求(qiú),最(zuì)終製作實物樣機,如圖 4 所示

▲圖 4 自(zì)動化上下料及對刀係統實物(wù)樣機
對棒料進行循環加工(gōng),批量加工,動作順暢(chàng),穩定性良好,可以有效實現單機自動化生產。
7、結束語(yǔ)
所設計的自動化上下料及對刀係統原理清晰,動作合理,性能穩定,可以實(shí)現小型回轉體零件批量自動化加工。 這一係統能(néng)夠使企業提高產量,提高效益(yì),減少工人作業強度,並且(qiě)可以為同(tóng)類型數控臥式車床自(zì)動化設計提供借鑒。
投稿箱:
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進(jìn)行資訊合(hé)作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新(xīn)聞稿件發表,或進(jìn)行資訊合(hé)作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相(xiàng)關信息
馬")
業界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年11月 分地區金屬切削機(jī)床產量數據
- 2024年11月 軸承出口(kǒu)情況(kuàng)
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年(nián)11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷(xiāo)量(liàng)情況
- 2024年10月 新能源汽車(chē)產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年(nián)10月 金屬切削機床產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據