



以車代磨為模具行業(yè)帶來新技術變革
2023-3-10 來源:達諾巴特集團 作(zuò)者:-
在模具行業,硬質合金材料經常用於衝壓(yā)、拉伸和擠出(chū)模具。由於硬質(zhì)合(hé)金材料具有極強(qiáng)的耐磨性,且這些模(mó)具具有複雜的輪廓(kuò),需滿足極高的輪(lún)廓精度和表麵光潔度,因此傳統上采用磨削工藝,由專用的金剛石(shí)砂輪磨削(xuē)完成。然(rán)而,製造商不斷麵臨降低成本、提高質量和提(tí)高效率等多方麵的挑戰。事實證明,高精度硬車削(以車代磨)有助於實(shí)現這些目標(biāo)。
高精度車削是一種非常柔性的工藝(yì)。它設置簡單,換型容(róng)易,可以在(zài)一次裝夾中完成內孔和外(wài)圓的車削加工(gōng),有利於減少累計誤差並提高零件精度。同時車削加(jiā)工具備更高的金屬去除率,也就意味著可以(yǐ)提高(gāo)效率。然而(ér),它最大的優勢是可以便捷地加工複(fù)雜的零件輪廓,不同的零件輪廓形狀可以(yǐ)通過
CNC 程序,使用多軸插補的(de)方法,由超(chāo)精密機床(chuáng)精確生(shēng)成。而在磨削的情況下,通常需要多次設置才能加工完成複雜形(xíng)狀的工件,對於特定砂輪形狀進行加工的每個輪廓都需要更(gèng)換砂輪。因此就小批量加工而言,這會顯著(zhe)影響加工效率。現在,通過具有極佳動態剛性和超高(gāo)精度的車(chē)床以及新型金剛(gāng)石刀片,可以實現硬質合金零件(以車代磨(mó))的柔性製造工藝(yì)。
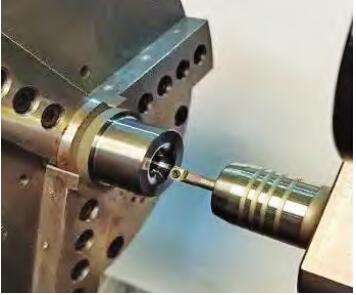
圖 1 在漢布雷格 MikroTurn 100 車床上(shàng)車削加工硬質合金拉伸模
全靜壓技術的超高精度硬車床
為了實現這種柔性製造工藝(yì),擁(yōng)有一台超高精度硬車床是必須的。最佳的機床和創新的刀具(jù)是(shì)成功將(jiāng)硬質
合金車削(xuē)到與磨削相同精度的關鍵。通常,硬質合金材料的硬度值可達 80 HRC, 而淬火鋼(gāng)的硬度範圍一般為58 ~ 65 HRC。
加(jiā)工更高(gāo)硬度的硬質合金需要遠高於淬硬鋼的切削力。較高的切削(xuē)力會(huì)導致機床導(dǎo)軌(guǐ)和主軸軸承會承受巨大的回推壓力。由於有(yǒu)限(xiàn)的減震特性,在傳統精密車床上這樣的力會導致嚴重的震(zhèn)動,同時會導致導軌過早磨損,這會引起一係列的(de)問題,諸如尺寸保持能力、輪廓精度和表麵(miàn)粗糙度,且會加快刀具磨(mó)損。
走近漢布雷格
荷蘭製造商漢布雷格機床公(gōng)司(Hembrug Machine Tools)為西班牙達諾巴特(Danobat Group)機床集團成員之一,專門從事高精度硬車床的開發和製造。此(cǐ)外,他們還擁(yōng)有車削亞微米級精度要求硬質合金工件的(de)豐富經驗。50 多年(nián)前,公司擺脫了傳統車床的生產,開發了以(yǐ)靜壓技術(shù)為核心的,包括靜壓主(zhǔ)軸和靜壓導軌的(de)超精密(mì)車床,以滿足用戶日(rì)益提高的(de)質量要求。

圖 2 最新設計的第三代全靜壓 Hembrug MikroTurn® 100 超精車床
Hembrug Mikroturn® 係列機床的主軸和導(dǎo)軌均采用這種“內部”開(kāi)發的靜壓技術。事實證明,它(tā)優於當今市場上的所有其他類型的主軸和導軌係統。該機床提供了卓越(yuè)的阻尼特性以及(jí)高動態(tài)剛(gāng)度,與速度無關,這對於(yú)最小化刀尖(jiān)的振動是(shì)非常有必要的,而減少振動對於表麵粗糙度和延長刀具壽命至關重要。
同時由於導軌副(fù)之間或主(zhǔ)軸(zhóu)軸承之間沒有金屬與金屬的接觸,因此無磨損,可以降低維護運營成本並長久保持機床的精度。
與傳統的精密車床相比(bǐ),這種以靜壓技(jì)術為核心,以(yǐ)天然花崗岩(yán)為床身的機床,無疑投(tóu)資成本更高。但是由於其固有的穩定性,我(wǒ)們得(dé)以持續穩定獲得滿足精度要求的零(líng)件,與此同時刀具壽命更長,調整時間更短(duǎn)。最重(chóng)要的是,工件質量與磨削相(xiàng)當。
如何選用刀具
除了這些對機床的基(jī)本要求外,還必須使用合適的刀具。近年來,這一領域有了更多進展,從而改善了硬質合金的可加工性。隻有(yǒu)最堅硬和最耐(nài)磨的刀具才能加工硬質合金,目前金剛石類刀具已經具備這個能力。現在有許多不同類型(xíng)的金剛石刀具,我(wǒ)們建議使用最新開發的無粘(zhān)結(jié)劑 PCD 刀片。它們比單晶金剛石型更(gèng)耐磨、更堅(jiān)韌。新型 PCD刀具壽命顯著延長、表麵粗糙度更好,從而增強了尺(chǐ)寸(cùn)精度控(kòng)製能力。這些刀具(jù)的出現使硬車(chē)削成為一種更加可行(háng)的加工(gōng)工藝。

圖 3 車削後油石超精,可實(shí)現工件表麵粗糙度(dù)R a0.02 μm
硬(yìng)車與超精(jīng)技術的結合
硬質(zhì)合金的粘合劑含量、硬度、耐磨性和粒度等,都(dōu)對其可加工性產生影響。合金晶粒尺寸越細,可獲得的表麵粗糙度的精度越高。對於粗晶粒且要求表麵粗糙度的(de)精度較高(gāo)的產(chǎn)品,Hembrug 提供可集成磨削主軸或超精絎磨(mó)的方案。Hemburg 獨(dú)家提(tí)供(gòng)的“Kombifin 超精磨削選(xuǎn)件”,零件表麵粗糙度可達(dá) R a0.02 µm。在一(yī)台機床上結合硬車加工和超精加工,顯著提高了精度和靈活性。通過這(zhè)種方式,無論晶粒大小如何,用戶都可以在表麵粗糙(cāo)度和表麵質量方麵獲得更加出色的結果。
在全球範圍內有許(xǔ)多 Hemburg Mikroturn® 機床用於硬質合金(jīn)成型工具的精加工。在最近一次應用(yòng)中,Hembrug再次(cì)證明了硬車削工藝的實(shí)力,這是一個含有 12% 鈷粘結劑(jì)的直徑 150 mm 拉伸模具。我們的工程師能夠(gòu)以0.2 mm 切削深度加工該(gāi)模(mó)具,總循環時間為 30 min。而同一零件的如(rú)果采用磨削的方式,則需要 8 h。

圖 4 拉伸模加(jiā)工精度相同的情況下(xià),硬車 30 min 內(nèi)完成,而傳統的磨削(xuē)工藝需要 8 h 才能完(wán)成
該用戶正在尋找(zhǎo)一種(zhǒng)在不犧牲零件質量的前提下更高效的加工方法。使用(yòng) CVD 金剛石刀片(piàn),刀具壽命長達2.5 km,而使(shǐ)用 PCD 刀片,刀具壽命甚至可以達到 4 km,表麵光潔度為Ra0.2。
盡管硬車削可以采用(yòng)幹式加工,但使用冷卻液(空氣(qì)或(huò)切削液)通常更有益。有了(le)冷卻液,排屑更順滑,從而(ér)最大限度地減少進入工件的熱量。冷卻液的使用還有助於提高工藝的穩定性。
擁有一種靈(líng)活的加工方法,如以車代磨加工,能夠生產出高質量的硬質合金模具,並保證磨(mó)削質量。尤其在小批(pī)量生(shēng)產中,以車代(dài)磨工藝,輪(lún)廓複雜的零件更易生產,換型時間快,調整時間短,這意味著成本更低,錯誤更少且交付周期更短。無論生產(chǎn)什麽樣的工件,都會帶來巨大的競爭優勢。
投稿箱(xiāng):
如果您有機床行業、企業(yè)相(xiàng)關新(xīn)聞稿件發表(biǎo),或進行資訊合作,歡(huān)迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業(yè)相(xiàng)關新(xīn)聞稿件發表(biǎo),或進行資訊合作,歡(huān)迎(yíng)聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com
更多相關信息
州金馬")
業(yè)界視點
| 更多

行(háng)業數據
| 更多
- 2024年11月 金屬切削機床產量數據(jù)
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽(qì)車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能(néng)源汽車產量數據
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新(xīn)能源汽車銷量情況
- 2024年(nián)8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎(jiào)車)產量數據