



梯形螺紋加工中宏程序應用
2018-8-14 來(lái)源(yuán):轉載 作者: 張(zhāng)廣君,蒲 城,魏忠才
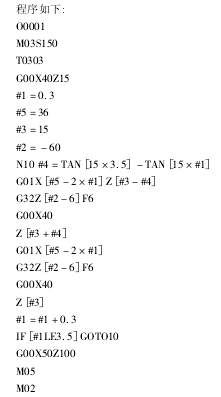
摘 要: 在普通車床上(shàng)加(jiā)工梯形螺紋有一定的難度並且需要較高技(jì)術; 在數控車床上加(jiā)工梯形螺紋需要(yào)懂得編程。采用(yòng)宏程序左右進刀(dāo)法切削梯形螺紋,就能實現不同參數的多種梯形螺紋加工,隻(zhī)需稍加改動即可實現,並且減少了程序編輯的繁瑣。
關鍵詞: 梯形螺(luó)紋(wén); 加工方法; 宏程序
0 、引言
在現代機械加工製造業(yè)中,數控車床的應用越來越廣,而傳動(dòng)的梯形(xíng)螺紋( 與三角形螺紋(wén)相比精度要求較高) 在普車上加工有(yǒu)一(yī)定難度,要求操作者有較高的(de)技術,而螺紋加工精度受機床本身精度(dù)影響。數控車床本身定位精度 0. 01 mm 和重複定位精度 0. 005 mm 都高於普通車床。所以為加工梯形螺紋提供了良好的基礎,加工零(líng)件的精度和加工效率優於普車。
1 、梯形螺紋零件的加工工藝
用 FANUCOi Mate - TD 係統 CK6132 機床加工梯形螺紋,如圖 1 所示 Tr36 × 6 梯形螺紋。長為 60 mm,表(biǎo)麵粗糙(cāo)度 Ra = 3. 2 μm,工件材料為 45#鋼(gāng)。為保證螺紋加工精度,應注意以下幾方麵:(1) 加工前對機床進行精度檢(jiǎn)驗,以確保機(jī)床精度能滿足螺紋加工的需要。(2) 數控加工螺紋程序中 F 值表示螺距(jù)或導程,主軸轉速太高換算後進給速(sù)度( mm/min) 將超過正常值而使加(jiā)工困難(nán),所以宜定為 120 ~ 150 r/min 為好。( 3) 加工螺紋時,刀具在其(qí)移動(dòng)的開始和(hé)結束都受(shòu)伺服係(xì)統升降頻率、數控裝置、插補(bǔ)運算速度的約束(shù),可能因主進給(gěi)運動“超前”“滯後”導致開始、結束部位(wèi)的(de)部分螺距不正確,所以在程序中必須考慮刀具導(dǎo)入(rù)長度和導出長度。
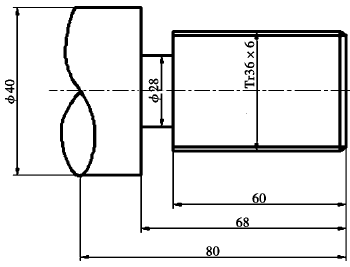
圖 1 T 型(xíng)螺紋零件圖
(4) 正確安裝螺紋車(chē)刀。刀具安裝時垂直(zhí)工件,如不(bú)垂直(zhí)會造成加工出的牙形角傾斜,因此裝刀時,用螺(luó)紋(wén)角度樣(yàng)板(bǎn)校正車刀左右位置,使對稱中心與工件軸線(xiàn)垂直刀尖與工件中心等高。數車上加工螺紋指令(lìng)眾多,一(yī)般情況(kuàng)下采用低速切削,用(yòng) G76 指令斜進法或用 G92 指令(lìng)直進法加工,它們編程優點是簡(jiǎn)單易懂,但對機床剛性要求(qiú)高(gāo),缺(quē)點是容易紮刀,在精(jīng)加工時空刀次數多,浪費(fèi)時間。現介紹一種運用宏程序左右借刀(dāo)分層切削可避免直(zhí)進法和斜進法的缺點。分層切(qiē)削法其原(yuán)理如圖 2 的 C 圖先將螺紋刀 X 向進(jìn)刀,走螺旋線後,刀具退回起點。移動 Z 軸再 X 向進刀,走螺旋(xuán)線,刀具退回,如此(cǐ)反複到(dào)進(jìn)刀(dāo)深度為止。其方法使刀具一邊受力(lì)工(gōng)作平(píng)穩,不易紮刀或產生振(zhèn)動。另一方麵,它將進刀過程規律化,方便係統計算,利用宏程序變量,實現梯形螺紋的參數化編程與加(jiā)工。
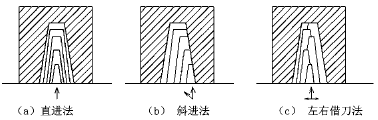
圖 2 加工方法(fǎ)及走刀規律
2 、梯形螺紋的計算
國標規定梯形螺紋的牙型角為 30°,代號用字母 Tr 表示。左旋螺紋在尺寸規格(gé)之後注“LH”,右旋不注。梯形螺(luó)紋(wén)各(gè)部分名稱、代號及計算公式表示如表 1:
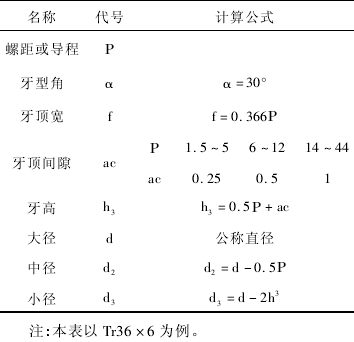
表 1 梯形螺紋各參數計(jì)算公式
3、 參數確定及編程(chéng)
利用宏程序采用左右借刀分層切削法加工,分粗車和精車兩部分,刀具選用塗層可轉位機夾(jiá)刀。程序變量(liàng)名稱及取值如表 2。
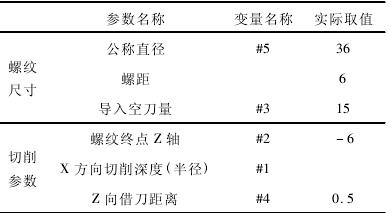
表 2 程序變量表(biǎo)
4 、結束語
通過對比試驗,采用標準刀具用宏程序加工梯形螺紋更精確穩(wěn)定,特別是一個程序稍加修改,可用在多種(zhǒng)不同尺寸的梯(tī)形螺紋上,也可用於蝸杆、大(dà)模數蝸杆,而(ér)英製梯形(xíng)螺紋的加工更(gèng)顯示出編程的優(yōu)越(yuè)性。
來源:中國礦業大學 大學生創新訓(xùn)練中(zhōng)心, 中國礦業大學 總(zǒng)務(wù)部
投稿箱:
如果您有機床行業(yè)、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果您有機床行業(yè)、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多
")
行業數(shù)據
| 更多
- 2024年11月 金屬切削機床(chuáng)產量數據
- 2024年11月(yuè) 分地區金屬切削機床產(chǎn)量數據
- 2024年11月 軸(zhóu)承(chéng)出(chū)口情況
- 2024年11月 基本型(xíng)乘用車(轎車)產量數據
- 2024年11月 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
- 2024年(nián)10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切(qiē)削機(jī)床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基(jī)本型乘用車(轎車)產量數據
博文選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台加工中心精度的幾種辦法
- 中走絲線切割(gē)機床的發展趨勢
- 國產數控係統和數控(kòng)機床何去何從?
- 中國的技(jì)術工人都去哪裏了?
- 機(jī)械(xiè)老板做了(le)十多年,為何還是小作坊?
- 機(jī)械行業(yè)最新自殺性營銷,害人害(hài)己!不倒閉才(cái)
- 製造業大(dà)逃亡
- 智能(néng)時代,少談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文搞懂數控車床加(jiā)工(gōng)刀具補償功能
- 車床鑽孔攻螺紋加工方法及工裝設計(jì)
- 傳統鑽削(xuē)與螺(luó)旋銑孔加工工藝(yì)的區別