


特大型(xíng)轉盤軸承徑向油孔數控鑽床電控係統設計
2021-3-25 來源:- 作者(zhě):秦永(yǒng)晉 付力(lì)揚 郭亮 陳誌勇(yǒng)
摘要:為進(jìn)一步提高風力發電機(jī)核心部件偏航軸承和變槳軸承的生產效率,針對使用的特大型轉盤軸承徑向油孔加工工藝特殊的特點,研(yán)製了特大型轉盤(pán)軸承(chéng)徑向油孔數控鑽床。基於台達PLC和人機界麵作為控製係統,使用位置控製完成鑽孔(kǒng)、分度、攻絲的(de)工作循環,提高(gāo)了加工精度和(hé)生產效(xiào)率,降低了工(gōng)人的勞動強度。該設備每日可(kě)加工軸承40餘套,年產值超過1千(qiān)萬元。
關鍵詞:徑向油孔;數控鑽床;可編程控製器;人機界麵
0 引言
特大型轉盤軸承,是一種能夠同時承(chéng)受較大傾覆力矩和軸(zhóu)向、徑向負荷等綜合載荷的大型軸承,它的這種特性使其集傳動、旋轉、固(gù)定、支撐等多種功能於(yú)一身,多應用於風力發(fā)電、港口機械等大型回轉裝置上。特(tè)大型轉盤軸承一(yī)般帶有安裝孔、潤滑油(yóu)孔、內(nèi)齒圈或外齒圈(quān)以及密封(fēng)裝置。它(tā)的潤滑油孔分布在軸承的外圈徑向上,油孔一般是階梯孔,有的孔還需要攻絲。
以(yǐ)圖 1 所示的某(mǒu)型號風電特大型轉盤軸承加工(gōng)為例,采用的工藝為鑽螺紋(wén)底孔,鑽沉孔,鑽注油底孔,攻絲。
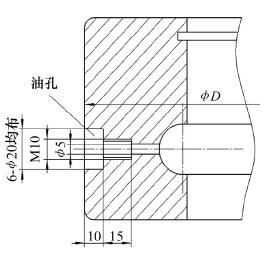
圖1 轉盤軸承套圈油孔
在國內,特大型轉盤軸承套圈(quān)的安裝(zhuāng)孔、齒麵以及溝道的加工都已經有了專用加工設備,但對(duì)於轉(zhuǎn)盤軸承徑向油孔的加工則依然使用鑽床或搖臂鑽,先人工分度劃(huá)線,再進行裝夾,固定(dìng)在工作台(tái)座上,最後孔加工(gōng),這樣加工不(bú)僅分(fèn)度和(hé)定位精(jīng)度得不到保(bǎo)障(zhàng),工件裝夾困難費時費力,同時自動化程度低、加工效率低下。為了解決上述(shù)問題,特設計特大型轉盤軸(zhóu)承徑向油孔專用數控鑽床來進行徑向油孔的加工。
1 、設備結構
機床結構簡圖如圖(tú) 2 所示。設備加工工序有鑽孔和攻絲,可以進行回轉運動和水平直線運動,主(zhǔ)要由(yóu)床身部件、回轉工作台(tái)、電氣控製係統、液壓係統、冷卻係統和拖板(bǎn)部件等(děng)8部分組成(chéng)采用臥(wò)式結構(gòu),床身(shēn)固定在地基上並支承工作台,由可編程控製器和人機界麵控製拖板的進給運動、主軸的切(qiē)削運動、工作台(tái)的分度動作。
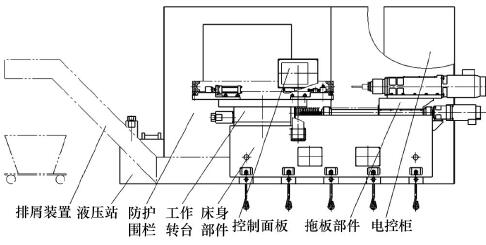
圖2 機床(chuáng)結構簡圖
設備加工流程為(wéi):(1) 工件吊裝到台麵;(2) 手動更換刀具;(3) 定位、夾緊一次完成;(4) 回轉工作台自動分(fèn)度;(5) 依次鑽底孔、沉孔,再(zài)攻絲。該(gāi)設備具有自動找正、自(zì)動夾緊功能,采用可編程控製器和人機界麵控製,相比(bǐ)普通鑽床或搖臂鑽床自動化(huà)程度高、定(dìng)位準確、數控進刀、高速切削,大大提高了加工(gōng)精度和(hé)生(shēng)產效率,降低了工人的勞動強度[1-2]。
2 、電氣係統組成
該設備的動力係統由 6 大部分(fèn)組(zǔ)成。主軸伺服電機負責完成刀具的旋轉,進給伺(sì)服電機完成刀具的(de)進給,旋轉伺服電機(jī)完成轉台(tái)分度,液(yè)壓電機負責軸承夾緊固定,冷卻冷(lěng)卻電機負責切削時冷卻(què)、排屑器電機完成排屑工作。機床(chuáng)電機及伺服(fú)驅動器接線如圖3所示(shì)[3]。
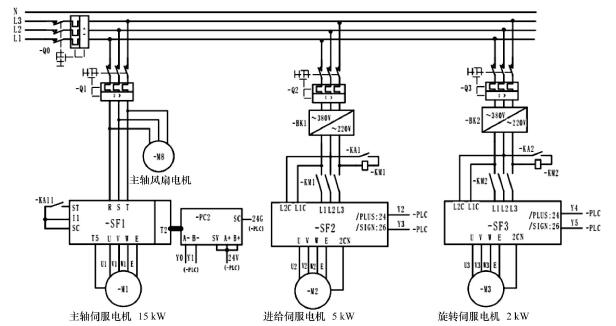
圖3 機床電機及伺服驅動器接線圖
2.1 PLC 控製係統
為保證(zhèng)攻絲的精度,主軸電機采用了位置控製;拖(tuō)板的進給和(hé)轉台的(de)分度(dù)都要求位置精確,進給(gěi)伺服電機(jī)、旋轉伺服電機也采用位置控製模式,所以選用的PLC至少要具有3組高速脈衝輸出的功能。經過比較,最後采用中達電通股份有(yǒu)限公司的 EH2 係列的 PLC 作(zuò)為(wéi)主要控製係統。EH2 係列主機是有 2 組(zǔ) AB 相200 k Hz 脈衝輸出、2 點 200 k Hz 脈衝輸(shū)出的可編程序控製器,PLC的(de)具體型號為DVP40EH00T2 ,輸入輸出點數為40點。由於(yú)無法滿足鑽床的輸入輸出點(diǎn)數,所以增加了1 個 DVP16HP11T 輸入輸出各(gè) 8 個點的模塊。圖 4 所示(shì)為(wéi) PLC 的接線圖[4-5],PLC的輸出點Y0-Y7是高速脈衝和方向輸(shū)出端,把輸出點Y0和Y1用來接主軸伺服驅動器(qì)的脈(mò)衝輸入;輸出點Y2和Y3接進給軸伺服驅動器的脈(mò)衝輸入,輸出點Y4和Y5接旋轉軸(zhóu)伺(sì)服(fú)驅(qū)動器脈衝輸入。
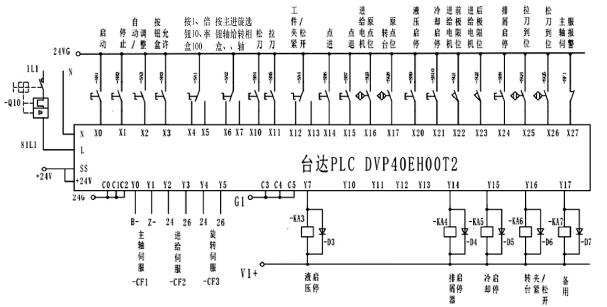
圖4 PLC接線圖
PLC擴展模塊接線圖如圖5所示[4-5]。
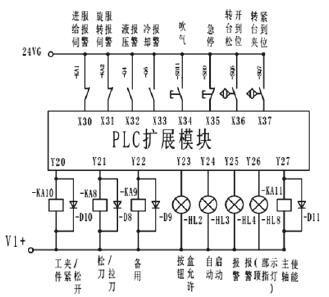
圖5 PLC擴展(zhǎn)模塊接線圖[4-5]
程序設計流程圖如圖(tú) 6 所(suǒ)示。圖(tú) 7 所(suǒ)示為 PLC 回原(yuán)點程(chéng)程是進給軸和旋轉軸的回原點指令。台達PLC可編程邏輯控(kòng)製器(qì)在使(shǐ)用原點回(huí)歸指令有特殊要(yào)求,原(yuán)點回歸開始(shǐ)時(shí)的速(sù)度,EH/EH2/SV 主機 16 位指(zhǐ)令可(kě)指定範圍 10~32 767 Hz,32 位指令可指定範圍 10~200 000 Hz。原點開關的輸入點隻能使(shǐ)用X10~X17中的一個,EH/EH2/SV 主機若是指(zhǐ)定外部輸入X10~X17以外的裝(zhuāng)置
X、Y、M、S ,因其會受掃描(miáo)周期影響,故會造成原點(diǎn)位置偏離,且不可與 DCNT、PWD 指令指定相(xiàng)同的X10~X17 輸入(rù)點[6]。
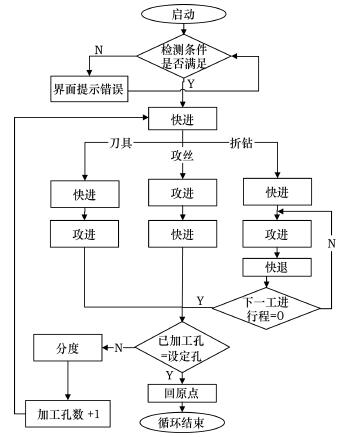
圖6 程序設計流程圖
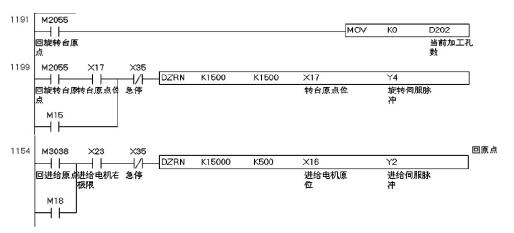
圖(tú)7 PLC回(huí)原點程序[7]
2.2 人機界麵控製係統
選用中達電通股份有限公司的DOP-B係列人機界麵(miàn)作為主要控(kòng)製係(xì)統。控製器型號為 DOP-B10S115,屏幕尺寸為10.1 寸,65 536 色液晶顯示麵板(bǎn)。直流 24 V 供(gòng)電。具有精細高畫質的顯示,它還有(yǒu)強大的控製器支持性(xìng),除(chú)了支持(chí)台達全係列自動(dòng)化產品外,還可與歐姆龍、西門子、圖6程序設計流程圖(tú)三菱等30多家廠商的(de)PLC或設備進行(háng)通訊。另外,它還有豐富多樣的(de)外圍,除標準的串行通訊接口 RS232/RS485/RS422 外, DOP-B 人機還支持 USB、以太網、音效、SD 卡接口,它便利的宏指令和配方功能使編程更便(biàn)捷[7]。
啟動鑽床後,調整界(jiè)麵如圖8所示,在此界(jiè)麵完成鑽床的相關調整動作,並通過各開關顯示(shì)鑽床(chuáng)是否(fǒu)調整到位。圖9所示為刀具選擇界麵,界(jiè)麵采用了觸摸屏的配方(fāng)功能,把各刀具相對應的參(cān)數保存在(zài)斷電保護單元裏,方便操作工調取各參數。
圖10所示為鑽床的主界麵,鑽床調整完成後(hòu),開始自(zì)動加工時一般停留在主畫麵(miàn),首(shǒu)先進行孔數設定,加工時畫麵可(kě)以顯示圖上信息。圖11所示為(wéi)觸(chù)摸屏角度設置界麵,圖12所示為觸摸屏折鑽參數界麵,都是為了方便操作工現場靈活(huó)調整在雜加工情況下的各種要求(qiú),並且最多可以一次加工 6 個(gè)油孔。圖13所示為觸摸屏報警界麵,共有7種報警項目(mù),可以保存100條曆史報(bào)警信(xìn)息,方便操作工迅速(sù)發現問題並解決問題[8]。
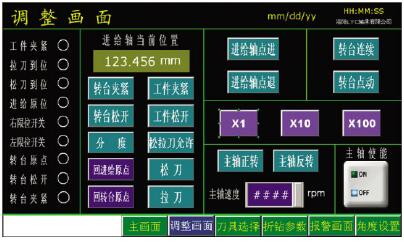
圖8 觸摸(mō)屏調整界(jiè)麵

圖9 觸摸屏刀具選擇界(jiè)麵
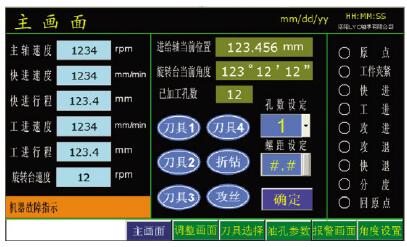
圖10 觸摸屏主畫麵界麵

圖11 觸摸屏角度設置(zhì)界麵

圖(tú)12 觸摸屏折鑽參數界麵
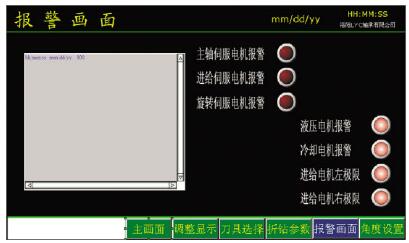
圖13 觸摸屏報(bào)警界麵
2.3 位置控製及電子齒輪
該設備使用的 3 台伺服電機都采用了位置控製模式,可(kě)以對速度和進行位置嚴格控製。現階段位置控(kòng)製普遍應用在各種定位場(chǎng)合,可以直接或間接替換各種步進傳動係統。伺服控(kòng)製(zhì)器通過接受程(chéng)序(xù)脈衝信(xìn)號來進行位置控製,脈衝數量決定了位置(zhì),脈衝頻率(lǜ)控製了電機的運行速(sù)度。一個脈(mò)衝對應的位置參數量,取決於電子齒輪本身參數(shù)以(yǐ)及設備機械結構的設計。位置控製中可能用到的參數[9]如表1所示。
表(biǎo)1 位置控製中可能用到的參數
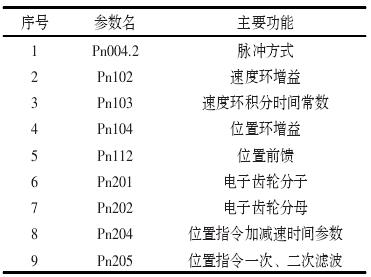
機床使(shǐ)用了位置控製模式,於是電子(zǐ)齒輪比(bǐ)的設置就至關(guān)重要,它決定了(le)機(jī)床的定位精度和加(jiā)工精度。使用電子齒輪設定將一個(gè)脈衝對應到一個位置當(dāng)量上。可以根據(jù)機械減(jiǎn)速比等設置好電子齒輪,如指令單位與機械需要移動的位移匹配(pèi)。設(shè)定電子齒輪本質(zhì)上隻要知道(dào)電(diàn)機軸旋轉一圈,控製器發的脈衝數 (齒輪分母 Pn202)、編碼(mǎ)器(qì)分辨(biàn)率 (齒(chǐ)輪分子 Pn201)。
PRONET編碼器為17位串型編碼(mǎ)器,即(jí)分(fèn)辨率131 072 P/R。如(rú):PLC要求1000脈衝一圈,電子齒輪比為Pn201/ Pn202=131 072/1 000。以進給軸為例,進給軸的減(jiǎn)速比為5,滾珠絲杠的節距為10 mm, 1 指令單位(wèi)為 0.001 mm,編碼器脈衝為 2 500 P/R,根據(jù)圖(tú)14所示電子齒輪(lún)比的計算(suàn)原理:
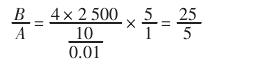
0.01×51=255所以,Pn202為5,Pn201為25。對於旋轉軸(zhóu)而言,旋轉軸的減速(sù)比為(wéi)360,1指令單位為(wéi)0.005°,編碼器脈衝為 32 768 P/R,根據(jù)圖(tú) 14 所示電(diàn)子齒輪比的計算原理。
所以,Pn202為50, Pn201 為32 768。
設置好各參(cān)數後(hòu),要進行斷電確認。鑽床內(nèi)部圖如圖15所示。
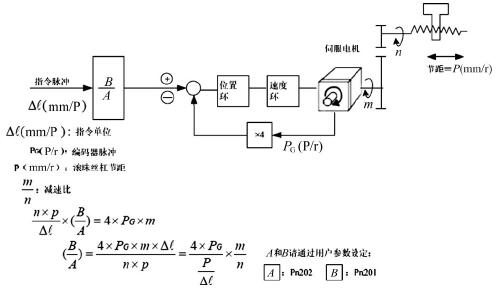
圖14 電子齒輪比計算

圖15 鑽床內部圖
3 、結束語
該油孔鑽床采用達(dá)電通股份(fèn)有限公司(sī)的 EH2 係列的 PLC和DOP-B係列人機界麵作為控製係統,采用交流伺服係(xì)統的位置控製模式保證機(jī)床的加工精度。機床的研(yán)製成功(gōng)實現了特大型(xíng)轉盤軸承徑向(xiàng)油孔的自動加工,提高了加工精度和效(xiào)率讓企(qǐ)業對相關市場占有率大大提高。設備每(měi)日可(kě)加工軸承40 餘套,年產(chǎn)值超過 1 千萬元。
投稿箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本(běn)網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息

業界視點
| 更多

行業數據
| 更多(duō)
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承(chéng)出口(kǒu)情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產量數據
- 2024年11月 新能源汽車(chē)銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年(nián)10月 分地區金(jīn)屬切削(xuē)機(jī)床產量數據
- 2024年10月 金(jīn)屬切削機床產(chǎn)量(liàng)數(shù)據
- 2024年9月 新能源汽車銷量情況(kuàng)
- 2024年8月 新能源汽車產量(liàng)數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數(shù)據
博(bó)文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精(jīng)度的幾種辦法(fǎ)
- 中走絲(sī)線切割機床的發展趨勢
- 國產數控(kòng)係統和數控(kòng)機床何去何從?
- 中國的技術(shù)工人(rén)都去哪(nǎ)裏了?
- 機械老板(bǎn)做了十多(duō)年,為何還是小作坊?
- 機械行業最新自殺(shā)性營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談(tán)點智造(zào),多談(tán)點製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一文(wén)搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺(luó)紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔(kǒng)加工工藝的區別