


多類型數控加工設備故障診斷與維修(xiū)研究
2020-11-24 來源:豫西集團河南江河機械有限責(zé)任公司 作者:盧祥勝 趙慶(qìng)輝 陳全明(míng)
摘要:主要對立式鑽攻中心、數控車床和數控銑床等數控(kòng)加工機床設備的故障診斷及(jí)修理方法進行介紹。這些故障都是在日常生產中經常遇見的,有機械方麵也有電氣方麵。有針對性地對各故障(zhàng)診斷與(yǔ)維修方法進行了深入淺出地(dì)闡述,以便(biàn)數控維修(xiū)的同行有所借鑒。
1、概述
數(shù)控加工設備主要包括立式鑽攻中心(xīn)、數控車床、數控銑床及數控衝剪機等。這類設備的運行(háng)原理是根據按照生產工藝編製的零(líng)件加工(gōng)程序和操(cāo)作指令,由數控裝置(zhì)(CNC)進行相應的數字邏輯(jí)運算與處理後,輸出一(yī)對一的加工控(kòng)製指令,控製(zhì)設備各運動部件協調動作,加工出符合要求的零部件。這類設備具有精度高、係(xì)統運行可靠和輸出指令精確等特點,但發(fā)生故障(zhàng)後其診斷與修理較難操作。本文(wén)主要分類別對我單位幾種數控加工設備在日常工作過程中出(chū)現的故障診斷與修理方法進行總結,為設備修理同行們處理類(lèi)似故(gù)障提供思路。
2、 立式鑽攻中心故障診斷與修(xiū)理
立式鑽攻中心主要對工件進行鑽孔、攻螺紋及簡單的平銑等工作,一般由主軸、可在X、Y向移動的(de)工(gōng)作(zuò)台(有的地方叫十字滑(huá)台(tái))、刀庫及A軸等組成工作單元,其中刀庫故障現象很常見,下麵對刀庫故障的診斷與修理方法進行(háng)敘述。
(1)故障現象。一(yī)台立式鑽攻中心,型號為TC500,加工過程中(zhōng)無法執行換(huàn)刀(dāo)指令,在自動(dòng)模式下,程序執行換刀時刀庫(kù)無動作,係統無報警(jǐng),手動模式下也不執行(háng)換刀(dāo)動作。
(2)故障診斷與分析。根據立式加工中心運行原理診斷,經分析後認為造成此故(gù)障現象的原因主要(yào)有:①刀位檢測信號丟失。②換刀信號不(bú)對。③Z向坐標參考點丟失。④主軸(Z向)的行程在換刀(dāo)點位(wèi)置時係統未檢測(cè)到。⑤主軸下端麵與(yǔ)工(gōng)作台距離(lí)不對。⑥刀(dāo)庫電動機未動作。
(3)故障(zhàng)排除(chú)與修理。針(zhēn)對①將係(xì)統梯形圖(見(jiàn)圖1、圖2 )打開,用金屬片感應刀(dāo)位檢測(cè)開關,發現檢測開關信號與梯形圖裏程序觸點X9.6動作一致,因(yīn)此排除故(gù)障①;針(zhēn)對②在手動(MDI
)方式下編寫換(huàn)刀指令後,檢測換刀繼電器動作正常,換刀用變頻器有頻率輸(shū)出,因此(cǐ)排除(chú)故障②;針對③重新設定Z向坐標參考點,即使用手輪將Z軸移動至(zhì)機械坐標值為(wéi)Z=130時,將參數1815中的
APC(Z)對應的數(shù)值改(gǎi)為“0”後機床斷電再啟動,將APC(Z)對應的數值改為“1”, 機床斷電(diàn)再啟動後,刀庫依然不執行換刀指令(lìng),因此排除故障③;針對④打開係統梯(tī)形圖查看換刀點(diǎn)位置信號正常,因此排除故障④;針對⑤重新調(diào)整主軸(zhóu)下端麵與工作台距離即(jí)使用手輪將主軸向上移動,用尺子測量(liàng)主軸(zhóu)下端麵與工作台之間的直線距離達到540mm時,將係統K參數15的“0”位修改為1,機床(chuáng)
斷電再啟動刀庫仍然不執行換刀指令,距離分別調整為535mm、5 3 0 m m 、 5 2 0 m m 時依然不行,因此(cǐ)排(pái)除故障⑤;針對⑥將刀(dāo)庫電動機拆下來仔細檢查,發現電動機(jī)電源線因老化全部在進(jìn)行端子處斷掉(diào),將斷掉的(de)電源線重新連接好(hǎo),試運行刀庫能夠(gòu)正常換刀。
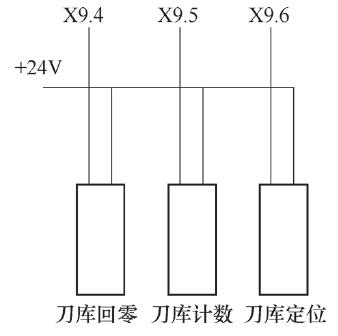
圖1刀庫信號檢測開關原理
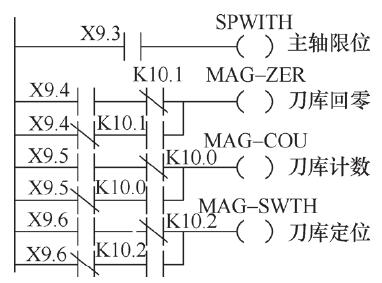
圖2刀庫信號檢測梯形
經調查該故障因刀庫在換刀過程中(zhōng)電源線被轉動的刀盤(pán)卡住拽斷造成,因此將電源線接好後,將電源線固定牢靠,避免此類現象再次發(fā)生。
3、數(shù)控車床故障診斷與修理
數控車(chē)床一般由(yóu)X、Z向移動工作台、主軸等工作單元組成,主要完成對工件的車削、鏜孔等工作,其故障有很多(duō)種類,其中(zhōng)有主(zhǔ)軸電氣控製方麵、有電(diàn)動刀架等方麵,下麵對一起典型的(de)電氣係統故障診斷與(yǔ)修理進(jìn)行闡述。
(1)故障現象。一台斜(xié)導軌數控車床,型號為HTC2050i,加工過程中突發故障,數控係統報警信息為:NO.2121液壓電機電源控製開關跳(tiào)閘;NO.2123液壓電機未(wèi)啟動;NO.2130卡盤壓力低。經(jīng)查(chá)電氣控製櫃(guì)內一單相直流24V控製用斷路器跳閘,若(ruò)強行將該跳閘斷路器合閘,數控裝置黑屏,直流電源板的電源指(zhǐ)示燈忽明忽(hū)暗。
(2)故障診斷與分析(xī)。根據係統報(bào)警信息,按(àn)照設備運行原理分析後,認為造成此故障現象的(de)原因主要有:①液壓站電動機發生故障。②檢測液壓卡盤壓(yā)力的壓力繼電器發生(shēng)故障。③繼電器板的直流(liú)24V電源有(yǒu)短路故(gù)障。
(3)故障排除與修理。針對(duì)①檢查(chá)液壓站電動機,液壓係(xì)統電路如圖3所示。
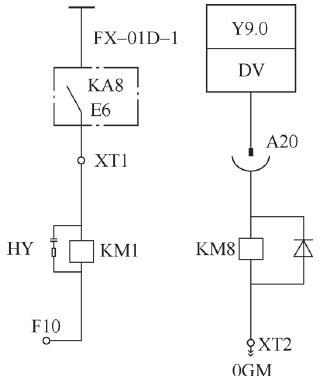
圖(tú)3
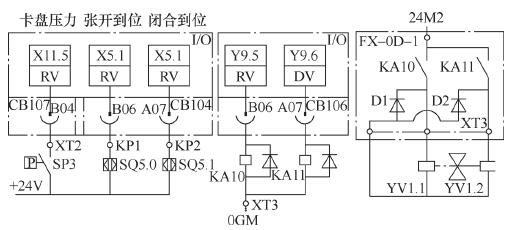
圖4
用兆歐表對液壓站電動機進行檢測,結果正常(cháng),將(jiāng)電動機直接連接到控製用電(diàn)源開關下端,合閘後液壓電動機能夠(gòu)正常啟動,因此排除故障①;針(zhēn)對②檢(jiǎn)查液壓卡盤壓(yā)力繼電器SP3,卡盤控製電(diàn)路如圖4所示,經測量壓力繼電器信號正常,將壓力繼電(diàn)器電源線從繼電器上方拔掉,開機後上述報警信息仍存在,因此排(pái)除故障②;針(zhēn)對③先檢查跳閘斷路器兩端線(xiàn)路,測量其控製電壓,經檢測上端線路正常,下端(duān)+24V電(diàn)源對地(dì)短(duǎn)路,經查下端(duān)與繼電器板連接,用萬(wàn)用表檢測繼電器板上(shàng)麵各線路(lù)+24V電源狀況,發現各線路均對地短(duǎn)路,因各限位與測量信號均為+24V電源,且斷路器上有(yǒu)液(yè)壓(yā)監控(kòng)觸點,先檢測液壓監控觸點是否正常。將各端子與(yǔ)+24V電源連接的另一端從繼電器板上拆下(xià)來,逐一用萬用表進行檢測發現XT3端(duān)子對地(dì)短路,引起各+24V電(diàn)源對地短(duǎn)路(因各+24V電源在繼電器板上是全部連接在(zài)一起的,隻要連接(jiē)中的線路有一條對地短路均會造成所有+24V電源對地短路),經檢查XT3端子是排屑器裝置脹緊檢測信號線,拆開防護罩發現該信號線纏住脹緊輪,脹緊輪隨排屑電動機旋轉,將信號線拽(zhuài)斷,斷(duàn)開的信號線+24V電源通過(guò)床(chuáng)身對地短路(lù)從而發生上述故障。將損壞的信號線恢複後,故障解(jiě)除,機床試運行正常。將該信號線固定牢靠,避(bì)免此類現象(xiàng)再次發生。
4、數控銑床故障(zhàng)診斷與修(xiū)理
數控銑床一般由 X 、 Y 向(xiàng)移動的工作台、主軸等工作單元組(zǔ)成(chéng),主要(yào)完成對工件的銑孔、溝、槽等工作,其故障有很多種類(lèi),其中有(yǒu)電氣控製方麵的、也有機械方麵的,下(xià)麵對一起典型的電(diàn)氣故障回不了(le)工(gōng)作零點的診斷與修理進行闡述。
(1)故障現象。一台數控銑床,型號為(wéi)CK7136,采用山東凱恩帝(KND)數(shù)控係統(tǒng)進行控製,在開機使用回零點過程中(zhōng),X向、Y向、Z向(xiàng)均回不了零(líng)點,係統報警:+X、+Y、+Z均超程。
(2)故障診斷與分析。根據係統報警信息,按照設備運行原理分析後認為(wéi)造成此故障現象的原因主要(yào)有:①各向限(xiàn)位開關發生故障。②各向限位線路發生故障。③係統參數發生變動。
(3)故障排除與修理。針對(duì)①對各方向限位開關進行通斷閉合檢測(cè),發現X、Y向限位開關正常,Z向限(xiàn)位開關減速檢測(cè)擋無信號,檢查知(zhī)Z向限位開關減速擋不能有效閉合與鬆開,更換Z向限位開關後,點數控裝(zhuāng)置上麵的“診斷”鍵進入診斷界麵,手(shǒu)動移(yí)動各(gè)方向,檢查X、Y、Z向分別對(duì)應的參數X000、X001、X002,檢查各對應的從左(zuǒ)往右數(shù)前四位(wèi)二進製數是否有變(biàn)化,發現(xiàn)隻有Z向能夠有效響應,X、Y向限位開關正常,但還是不能回零(líng)點,因(yīn)此排除故障(zhàng)①;針對②檢查X、Y向限位開關至數控係統的線路,發現線路因長時間使用,經含油切削液的浸濕發生(shēng)老(lǎo)化,造成 X、Y向線路絕(jué)緣皮脫落,再(zài)加上X、Y向線路在一起固定並(bìng)隨工作台(tái)運動(dòng),導(dǎo)致線路與設備本體短路,將X、Y向線路(lù)進行處理後,通過(guò)數控係統進行診斷,發(fā)現X、Y 、 Z 向線路均正常,但仍然回不了零點,因此排(pái)除故(gù)障②;針對③點(diǎn)數控裝置(CNC)上麵的“參數”鍵,進入參數界麵,查找參數“0015”,下(xià)方提示為:POD GB4S FXC0 FXCS…ZRSZ Z R S Y Z R S X檢(jiǎn)查其(qí)參數是否為“01000111”,該參數為(wéi)X、Y、Z方向的零點設定值,發現為“01000001”顯然不正(zhèng)確,需調整。
調整方(fāng)法為 : 點數(shù)控裝置上(shàng)麵“設置”鍵,進入參數設置麵,將光標(biāo)下移至“參數開關”處,點數控裝置(zhì)鍵盤上(shàng)“向右”箭頭,將“參數開關”打(dǎ)開,然後點“參數”鍵,進入參數設定界麵,光(guāng)標移至參數0015處,登(dēng)錄方式修改為“錄(lù)入”狀態(tài)後,在下方的數字設定框(kuàng)內輸(shū)入“01000111”,點數控裝置麵板上(shàng)麵的“輸入(rù)”鍵(jiàn),然後將參(cān)數開關關上,複位(wèi)報警信息後,關閉設(shè)備電源,重新啟動機(jī)床執行各方向回(huí)零,機床運行正常,故障解除。
此故障(zhàng)類型為典型的(de)限位開關硬件故障與係統零(líng)點參數(shù)丟失雙方麵發生的故障,該故障的出現是因為限位線路絕緣皮老化,在回(huí)零過程中造成短路,導致係統回零參數丟失,發生上述故障。此類故(gù)障發生後,應該先(xiān)排除硬件故障,再排除(chú)係統參數(shù)方(fāng)麵的軟(ruǎn)件故障。
5、結語
綜上所述 , 數控加工設備是(shì)集數字化、智能化和專業化為(wéi)一體的設備,其故障診斷與維修工作較複雜,因此,在要求故障維修人員掌握相關理論知識的同時,還需有豐富的實踐經驗。這就要求弄清楚各數控加工設備的結構(gòu)與運行機能,在處理(lǐ)故障問題時善於按照數控加工(gōng)設備運行原理進行故障分析與判(pàn)斷,然後才能進一步(bù)地進行針對性地故障排除,隻有(yǒu)這(zhè)樣才能夠行之有效(xiào)地解決故障問題,且達到舉一反三的效果。
投稿箱:
如果您有機床行業、企業相(xiàng)關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相(xiàng)關新聞(wén)稿件發表,或進行資訊(xùn)合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月(yuè) 分地區金屬切削機床產量數據(jù)
- 2024年(nián)11月(yuè) 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源(yuán)汽車銷量情況
- 2024年10月 新能源(yuán)汽車產量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數(shù)據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數據