


深(shēn)孔內腔鍍硬(yìng)鉻修複工藝
2020-6-10 來源(yuán): 國營蕪(wú)湖機械廠 作者:馬(mǎ)良冬,胡繼東,胡水(shuǐ)蓮(lián)
摘要:對某型飛機進氣道保護裝置作動筒外筒內腔腐蝕鍍鉻修複進(jìn)行工藝研究,從腐蝕原因及影響方麵論證修複必要性(xìng),從零件結構特點,夾具設計(jì),鍍鉻處理和檢驗驗證等技術難點方麵闡述論證。設計一套用於該型號的外筒內腔鍍鉻修複保護(hù)夾具,設定鍍鉻層厚度參數,磨修參數,熱處理方式和檢驗驗證程序(xù)等(děng),成功完成(chéng)對內腔尺寸修複。結果表(biǎo)明:夾具,尺寸,電流(liú)和檢驗等方麵設計良好,對同類型產品腐蝕修複具有一(yī)定參(cān)考意義(yì)。
關鍵詞(cí):深孔;內腔;硬鉻;修複
引言目前,國內外鍍鉻修複主要以外圓(yuán)修複為主(zhǔ),內(nèi)腔修(xiū)複案例較少(shǎo),尤其對於內徑尺寸小、孔徑深的外筒,鍍(dù)鉻過程中若無法有效(xiào)保(bǎo)證鉻層均勻性(xìng)與致密性,將(jiāng)為後期補充加工恢複精度增加困難。分析原因,不難發現電鍍前內(nèi)腔表麵質量處理不到位、電(diàn)流密度大小控製不恰當和夾具(jù)結構設計不合理等多個(gè)因素均會導致內腔鍍鉻失敗。外筒內腔鍍鉻對鉻層質量(liàng)要求高,一次鍍覆合格率(lǜ)約 20%~30%[1],相比其他表麵處理(lǐ)方式成功率相對較低,周期較長,無法有效保證生產任務,因此提高外筒內腔鍍鉻修理質量十分必要。
1、 故障概(gài)述
某型飛機進氣道保護裝置作動筒(tǒng)外筒內腔鍍鉻(gè)屬於鍍硬(yìng)鉻,經分解檢查,發現外筒內腔存在(zài) 1處深度約(0.1~0.2)㎜腐蝕坑,清除腐蝕表麵油汙(wū),塗抹硫酸銅檢驗。外筒內腔鉻層完整的致密性良好,硫酸銅不會與鉻層發生化學反應,一旦發(fā)生(shēng)掉塊,鉻層不致密區域裸露出基體,硫酸銅與基體 Fe發生(shēng)置換反應生成(chéng) Cu 單質,出(chū)現銅的紅色。化(huà)學反應如下:Cr + 3CuSO4= Cr(SO4)3+
3Cu,經檢驗確認掉鉻(見圖1)。
圖1 內腔局(jú)部腐蝕模擬圖
活塞杆活塞頭裝配(pèi)的密封圈存在一定凸出量,與外筒內腔屬於過盈配合,短期工作過程中內部串(chuàn)油可能性較小,但長期停放以及使用時,串油風險加(jiā)大,且存在腐蝕若不作處理直接使用,後(hòu)期(qī)腐蝕麵積(jī)及深度勢必會(huì)加大。為保證產品性能,對(duì)外筒修複恢複其表麵質量(liàng)。
2、 修複方案
鍍鉻層具有很高的硬度和耐磨(mó)性能(néng),維氏硬度一般可達(dá) HV900~HV1200,通過鍍鉻能夠有效提高零件的耐磨性,延(yán)長其使用壽命。但是鍍鉻層(céng)也存(cún)在其(qí)缺陷性即隨著鉻(gè)層厚度的增加,其(qí)與與基(jī)體結合力隨之降低,這意味(wèi)著脆性增大,零件強度降(jiàng)低[2]。故采用鍍鉻(gè)修複零(líng)件表麵質量(liàng)時需要嚴格控製鍍層(céng)厚(hòu)度。
若單獨對腐(fǔ)蝕部位進行刷鍍,鉻層貼合力(lì)、強度無法有效(xiào)保證,產(chǎn)品質(zhì)量始終處於第一位,對(duì)產品采用重新退(tuì)鉻鍍鉻(gè)處理。因外筒內腔重新鍍鉻合格率低返工率高,在(zài)修理過程中充分吸取失(shī)敗經驗,完善修理(lǐ)過程中各步驟相關參數,為同類型產品鍍鉻修複提供一定借鑒。
圖2 修理流程示意圖
2.1 鍍前預處理
鍍鉻(gè)質量評(píng)價標準中最基本的兩項(xiàng)是鉻層致密性和均勻性。鍍前零件粗糙度值低的產品,鍍後(hòu)表麵(miàn)質量相比粗糙度值(zhí)高的有明顯改善,究其原因(yīn),電鍍部位(wèi)粗糙度值低,表麵光潔自然較高,鉻層沉(chén)積過程(chéng)中與內壁貼合(hé)緊密(mì)。其他電鍍條件相同的條件(jiàn)下,單位表(biǎo)麵積鉻層沉積致密性能夠得(dé)到(dào)很大提高,自然鉻層(céng)表麵質量(liàng)以及光潔度能夠提高一定等級[3]。故可采用對外筒退鉻後(hòu)進行必要的鏜磨處理,提高內腔光潔度,保證鉻層具有較強的貼合力。
外筒磨修過程中去除一定尺寸後零(líng)件(jiàn)內部產生(shēng)一定應(yīng)力,不做處理後期工(gōng)作過程中容易產生裂紋,一般機加處理後通過低溫回火來(lái)去除內(nèi)應力,提高產品(pǐn)質量。
2.2 尺寸控製
圖樣技術要求鉻層厚度為(48~80)μm,圖示規定鍍後內徑為Φ40 mm+0.062 mm(見(jiàn)圖(tú)3)。經計算,退鉻後基體尺寸應控製在如下範圍:
鏜磨設備(bèi)磨修精度為微米級,為減小(xiǎo)磨修工作量,需嚴格控製鍍層厚度。根據(jù)磨修(xiū)經驗,0.01 mm餘量(liàng)去除需要 1~3 h,餘量較大不利於(yú)磨修且磨(mó)修後表麵質量較差。圖樣(yàng)要求電鍍合(hé)格的外筒內徑尺寸在 Φ40 mm+0.062 ㎜範圍(wéi)內,去除約 0.01 mm餘(yú)量,尺寸應控製在 Φ40 mm+0.050範圍內,後續采用精磨恢複內徑尺寸及表麵粗糙度[4-5]。
2.3 夾具設計
液壓外筒內孔鍍(dù)鉻質量高低與夾具的結構設計有著(zhe)直接關係(xì),結構設計合理、恰當,很大程度上可以提(tí)高外筒內壁鉻層圓度和精度。傳統電鍍裝掛方式適用於內孔深度淺、壁厚和(hé)電鍍質量要求(qiú)低的零件,而該外筒內孔小、深(shēn)、結構發雜(zá)且存在無(wú)需電鍍部位,采用常(cháng)規的電鍍方式無法滿足工藝要求。
故需根據外筒(tǒng)結(jié)構特性、外形尺(chǐ)寸和工(gōng)藝鍍鉻要求重(chóng)新設(shè)計鍍鉻夾具,選用大小合適的不溶性陽極,且(qiě)保(bǎo)證陽極與內孔同心,以減小(xiǎo)鍍(dù)層(céng)的橢圓度。一方麵陽極長短要適當,保證排氣(qì)暢通,鍍液能順暢流過(guò),另一方麵要保證陰陽極之間的絕(jué)緣,確保電鍍過程中內(nèi)孔(kǒng)上、中、下部位鉻液均勻變化且端口不產生鉻瘤、龜裂(liè)。針對不需鍍(dù)鉻的部位采用,絕緣保護,防止鉻液滲(shèn)透,而選(xuǎn)取的(de)保護材料要(yào)能耐酸鉀、耐(nài)高溫(wēn),易剝離、易操作(zuò)[6-7](見圖(tú)4)

2.4 電流控(kòng)製
電鍍(dù)過程中電流過大容易鍍層表麵大片(piàn)的起(qǐ)皮並產生鍍(dù)瘤繼而導致修複失敗需要二次電鍍,嚴(yán)重影響修理周(zhōu)期,同時(shí)對於高強(qiáng)度零件,一般鍍鉻返工(gōng)次數不宜超過 3 次,否則將影響機體強度,故確定合適的電流參數對修複至關重要[8]。外筒內腔屬於異形件,鍍層質量要(yào)求(qiú)更高,電鍍過程中需要嚴格把控電鍍相關參數(見表 1),吸取電鍍過程中失(shī)敗的經驗,最終確定最適宜的電流密度(25~30)A/dm2。最後根據電流密度、溫度、鍍層(céng)厚度和鍍層(céng)沉積速度等(děng)計算出所需電鍍時間。
b1
3 、驗證方案
外筒鍍(dù)鉻處理結(jié)束後,通過強度實驗、磨合實驗和氣密性實驗驗(yàn)證產品質量。
3.1 強度實(shí)驗
重新退鉻、鏜磨和鍍(dù)鉻等對外筒強度產生(shēng)一定影(yǐng)響,為檢驗修複(fù)後的(de)外筒質量是否滿(mǎn)足要求,采用(yòng) 1.5 倍工作壓(yā)力實驗外筒強度,要求(qiú)在高壓冷氣強度實驗台中實驗(見圖6),具體操作如下:輪流給管嘴 1 和管嘴 2 供 1.5 倍工作壓力,並保持 3 min,檢查作(zuò)動筒應無裂紋和永久變形,保壓時固定密封處允許(xǔ)出現肉眼看不見但借助濾紙可發現的微滴,活動密封處允許目視(shì)可見的積(jī)累但(dàn)不成滴落下(見圖5)。
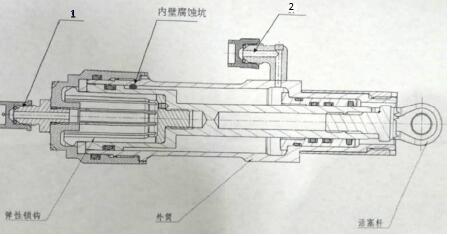
圖5產(chǎn)品結構原理圖
圖(tú)6強度實驗檢測
3.2 磨合實驗
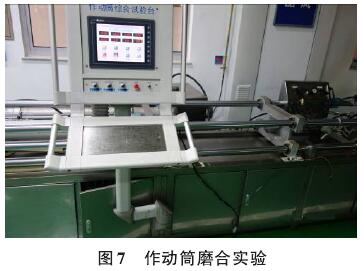
磨合實驗屬於模擬機上工作(zuò)狀態,產品在工作壓(yā)力條件下多次收放,完成磨合後分解檢(jiǎn)查相關配合(hé)零件質量,確認(rèn)無問題方可裝配交付,具體操(cāo)作如下:對管嘴 1、2 提供工作(zuò)壓力,使活塞杆組件完成100 次雙行程,每經 25 次循環,將活塞杆組件旋轉90°(見圖 7)。磨合後分解作動筒檢查其內部密封件、氟塑料擋圈、活塞頭部狀況。
3.3 密封性實驗
重新電鍍的鉻層致密性需要嚴格把控,產品長期使用過程(chéng)中鉻層疏鬆會導致滲(shèn)漏油、串油(yóu)等風險,故在上述強度實驗、磨合實驗符合要求後,仍需對產品(pǐn)裝配進行密封檢測,具體操作如下(xià):向作(zuò)動筒兩管嘴 1、2 同時施加工作壓力,保持5 min,作動筒各密封處不允許泄漏(見圖8)。
4、 結(jié)論與建議
通過參照以往修理經驗、摸索該產品結構征,設定合理電鍍電流、夾具和(hé)機加處理等方式修複產品,並且通過上述 3 項檢驗要求,確定內腔修複質量滿足工藝要求。外筒內腔鍍鉻(gè)修理合格率較低,鍍前處理不當、電流密度(dù)大小不恰當和夾(jiá)具設計不合理等多(duō)個因素均會導致內腔鍍鉻失敗,返工過程中要能夠學會分析研究失敗的原因,總結相關參數,摸索出(chū)適合(hé)該(gāi)產品的(de)最佳方案,提高產(chǎn)品的修複質量與效(xiào)率。修複工藝流程、處理方式和相關參數等為同類型(xíng)產品腐蝕修複具有一定借鑒意義。
投稿箱:
如果您有機床行業、企業相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關(guān)新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業(yè)界視點
| 更多

行業數據
| 更(gèng)多
- 2024年11月 金屬切削機床產(chǎn)量數據
- 2024年11月 分地區金屬切削機床產量數據
- 2024年11月 軸承出口情(qíng)況
- 2024年11月 基本型乘用車(轎車)產量數(shù)據(jù)
- 2024年11月 新能源汽車(chē)產(chǎn)量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口(kǒu)情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床產量數據
- 2024年9月 新能(néng)源汽(qì)車銷量情況(kuàng)
- 2024年8月 新能源(yuán)汽車(chē)產量(liàng)數(shù)據
- 2028年8月 基本型乘用車(轎車)產(chǎn)量數據
博文選萃
| 更多
- 機械加工過程圖示
- 判(pàn)斷一台(tái)加工(gōng)中(zhōng)心(xīn)精度的幾種辦法
- 中走絲線切割機床的發展趨勢
- 國(guó)產(chǎn)數控係統和數控機床何去(qù)何從?
- 中國(guó)的技術工人都(dōu)去哪裏了?
- 機械老板(bǎn)做了十多年,為何還是小作坊?
- 機械行業最新自殺性營銷,害人害己!不倒(dǎo)閉才
- 製造業大逃亡
- 智能時代(dài),少談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車床加工刀具補償(cháng)功能
- 車床鑽孔攻螺紋加工方法及工裝(zhuāng)設計
- 傳統鑽削與螺旋銑孔加工工藝的(de)區別