


數控龍(lóng)門深孔鑽床的設計分析
2018-11-5 來(lái)源: 德隆集團機床有限責任公司技術開發中心 作者:譚(tán)德寧 滕(téng) 雲
摘 要: 通過對數控龍門(mén)深孔鑽床的分析(xī),提出了機(jī)械結(jié)構設計和數控係統的改造設計。運用機(jī)電一體化知識進行改(gǎi)進設計,總體上提出了雙光柵檢測,伺服液壓缸、液壓閥控製,鋼絲繩調(diào)整橫梁和動力頭的平衡(héng),數控係統進行差值比較,達到微量補償的方法。
關鍵詞: 機械結構設計(jì) 雙光柵檢測 數控係統與平衡補償
數控龍門深孔鑽床是一種自主創新的專用機床,填補了國(guó)內空白; 這裏對與龍門刨床(chuáng)相似(sì)的結構不再闡述,主要進行機(jī)床的(de)結(jié)構(gòu)創新設計和數控係統分析。該專機適用於加工大型圓盤類零件,主要技術(shù)規格及參數如下: 最大(dà)鑽孔直徑 30 mm,最大鑽削深度 500mm; 工作台麵尺寸 2. 5 m × 1. 6 m,工作台行程 2. 5 m,承重可達 10 t 的滑動貼塑導軌,為滾珠絲杠傳動; 橫梁行程 0. 6 m,帶貼塑滑動導軌的立柱,立柱(zhù)最大移動尺寸 2 m,橫梁(liáng)垂直運動采用滾珠絲杠; 橫梁上鑽削動力頭左右運動為滾珠絲杠傳動(dòng)。
1 、數控龍(lóng)門(mén)深孔鑽床總體要(yào)求
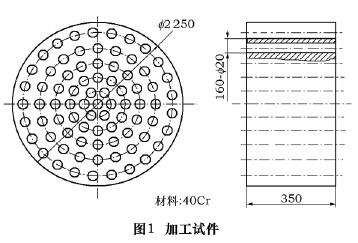
( 1) 試件為大連(lián)撫順煉油廠加(jiā)工零件: 換熱器管板孔的(de)深孔(kǒng)鑽削。
每(měi)件上有 160 個 20 mm × 350 mm的孔。如圖 1 所示。
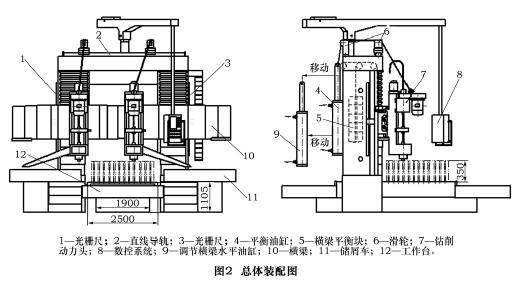
( 2) 動梁(liáng)龍門式、雙深孔鑽削(xuē)動力裝置的數控(kòng)機床。主機總體(tǐ)結構與龍門刨床比較相似,見(jiàn)圖 2。
( 3) 工作台(tái)水平運動( X 向) ,橫梁(liáng)上下垂直運動( Z 向) ,深孔鑽削動力頭裝(zhuāng)置橫(héng)向運動( Y 向) ,鑽杆箱垂直方向(xiàng)進給運(yùn)動,對管板坐標孔進行加(jiā)工。
( 4) 橫(héng)梁垂直運動導(dǎo)軌采用(yòng)帖塑滑動導(dǎo)軌.
(5) 工作台運動(dòng),兩個深孔鑽削動力頭裝置橫向運動,橫梁(liáng)上下垂直運動,鑽杆箱垂直進給運動均為交流伺服電動機驅動。
( 6) 集屑箱,收集鑽削後的切屑。
( 7) 數控係統,機電合一,提高機床的內部質量。
2 、提高鑽孔位置(zhì)度的(de)措施
該機床的外觀總(zǒng)體裝配圖如圖 2 所示。深孔鑽削(xuē)有這麽一個特點: 孔的尺寸公差及表麵粗糙度由深孔鑽刀具本身保證; 孔的(de)位置度與(yǔ)導向架(jià)、刀具(jù)有關; 各孔之(zhī)間的孔距與機床的位置控製有關。
將數控(kòng)係統、直線導軌及其光柵,簡(jiǎn)單地拚湊起來,並不能(néng)提高數控龍門深孔鑽床的工作精度,如何提高機床的內在質(zhì)量是需(xū)要解決的首要問(wèn)題。
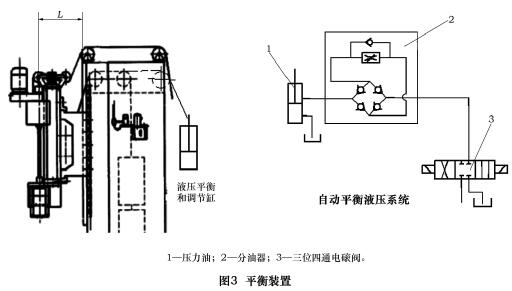
從圖 3 的局部視圖可以(yǐ)看出: 深(shēn)孔鑽動力頭和橫梁雖然采取了平衡裝置,但鑽孔(kǒng)中心線與龍門立柱間的導軌麵(miàn)距離 L 太大,深(shēn)孔鑽動力頭的重(chóng)量達 2 t 左右,橫梁 10 t 左右,它們的(de)重心與立(lì)柱垂直導軌形成一傾覆力矩,長期使用會使(shǐ)立柱與橫梁導軌結合麵橫(héng)梁一側(cè)的下部磨損快(kuài),導致動力頭鑽杆軸(zhóu)心線即導向架上的導向套軸心線前後方向(xiàng)傾斜偏離垂直位置,以致影響鑽孔的位置度。
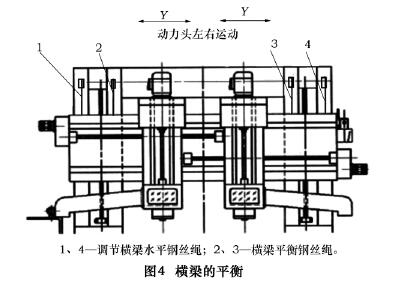
這(zhè)是需要解決的第一個問題。從圖 4 的局部視圖可(kě)以看出: 深孔鑽動力頭在 Y軸方向上左右運動,導致橫梁重心偏移變動,同樣會(huì)使(shǐ)導向架上的導向套軸心線左右方向偏離垂直位置,以致(zhì)影響鑽孔的位置度。
這是需要解決的第(dì)二個問題。上(shàng)述兩個問題是“數控(kòng)龍門深孔鑽床”設(shè)計成功與失敗(bài)的關鍵。第一個問(wèn)題是因為傾覆力矩產生前後方向導向套位置度偏差,可以采用反向預傾(qīng)斜的方法來實(shí)現補(bǔ)償。總裝(zhuāng)時(shí)測量出因(yīn)傾覆力(lì)矩(jǔ)產生的傾斜量(liàng),將立柱與橫梁之間的橫梁拖板再卸下來(lái),刮掉相應的部分,上部比(bǐ)下部多刮一些( 約 0. 03 ~ 0. 05 mm) ,使動力頭鑽杆軸心線相對於(yú)立(lì)柱導軌麵(miàn)略成抬頭狀。
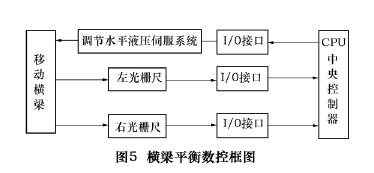
由(yóu)於立(lì)柱與橫梁之間隻有在安裝和拆(chāi)卸工件時才相對運動,所以(yǐ)立柱與(yǔ)橫梁導軌結合麵下(xià)部磨損很慢,一般在三年左右精度也在允差之內,提高了使(shǐ)用壽命。動力頭上(shàng)的鑽杆箱導軌麵磨(mó)損對精度影響很小。第二個問題是因為(wéi)重心移動產生的,可以采用“數控自動補償”的方(fāng)法消除,提高內孔的位置度。如圖 5 所示,運用機電一體化的知識(shí),可以在橫梁兩(liǎng)側分別安裝(zhuāng)兩個光柵尺,作為位移傳感器(qì)分別測量橫(héng)梁兩側的位移,通過 I/O 接口輸(shū)入 CPU; 在 Z 軸方向上任取一點做為原點,由總裝檢具和檢棒將導向架上的導向套軸心線調整(zhěng)到垂直位置,此時(shí)記錄下(xià)左、右光柵尺的數值(zhí),Z左= a,Z右= b。當橫(héng)梁上下移動,左、右兩側導軌位置不(bú)同步時( 導向有間隙) ,衡(héng)量重心產生變化,相對(duì)位移 ΔZ左= Z′左- a,ΔZ右= Z′右- b,如果ΔZ左> ΔZ右,則產生控製信號進(jìn)行補償,在橫梁右側的伺服油缸壓力增大,由數控係統 CPU 通過 I/O 接口控製調節水平液壓缸作相應的動作。
如圖 4 所示,鋼絲繩 2、3 是平衡配重(chóng)塊,在立柱裏麵,平(píng)衡橫梁和動力頭(tóu)的重量( 約 14 t) ; 鋼(gāng)絲(sī)繩 1、4 與調節水平液(yè)壓缸相連,使橫梁左右兩側力量(liàng)發生變化,產生重心偏移,實現橫梁的自動找回水平,當(dāng)達到(dào) ΔZ左= ΔZ右時,數控係(xì)統發出控製信號,兩頭調(diào)節水平液壓缸係統壓力不再(zài)變化,實現全閉(bì)環數字控製(zhì); 反之亦然。
平衡後由橫(héng)梁後(hòu)部的液壓缸(gāng)將橫梁鎖定,使導向架上的(de)導向套軸心線左右方向不再偏離垂直(zhí)位置,保證鑽孔的正確位置度。
橫梁(liáng)垂直進給運動用(yòng)光柵閉環控製,能達到小數點後三(sān)位,控製平衡確保(bǎo)鑽孔位置度。實際中的加工零件孔距精度保證在(zài) 0. 02 mm 就足夠了,橫梁上動力頭水平移動和動力頭上鑽杆箱的進給運動用交流伺服電動機上的編碼器控製就能滿足,對孔的加工精(jīng)度( 尺寸公差、表麵(miàn)粗糙度(dù)、直線度) 沒有影響。
3 、鑽杆箱的液壓平衡
垂(chuí)直運(yùn)動的部件,有三種方法實現自動平衡; 一(yī)種方法是當部件比較輕(qīng)時,采用電動機上的製(zhì)動器平衡;另一種方法是采用配重(chóng)的機械方法; 最後一種是采用液壓自動(dòng)平衡的方(fāng)法。
從上麵介紹可知,顯(xiǎn)然,橫梁已經采用了配重的機械方法平(píng)衡,空(kōng)間已(yǐ)經占去,鑽(zuàn)杆箱有垂直(zhí)方向的進給(gěi)運動,隻能采取液壓缸平衡的(de)方法消除重力(lì)下滑,難點就是滑輪的 Y、Z 兩軸的擺動,既不能脫開,又(yòu)不(bú)能影響平(píng)衡,這就需要采用創造性思維,用一種新穎的滑輪結構。
如圖 6 所示,繩索可以采用鋼絲繩索、鏈輪繩索,由於鏈輪繩(shéng)索中的(de)鏈輪不好換(huàn)向,在這裏采用(yòng)鋼絲繩(shéng)索。
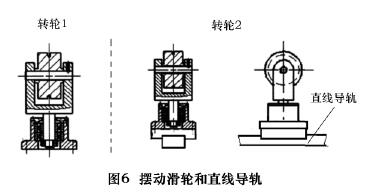
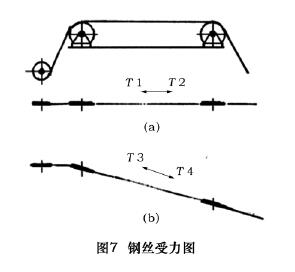
鋼絲繩套入轉輪深一些,確保鋼絲繩不脫出轉輪,轉(zhuǎn)輪(lún) 1 可以沿著軸承回轉,安放(fàng)在後部; 轉輪 2 可以沿(yán)著軸承回轉且沿著直線導軌運動,兩(liǎng)個轉輪(lún)的組合確保了鋼絲繩既不會脫開轉輪,又不會影響平衡,滿足Y、Z 兩軸的擺動。顯然,定滑輪上的鋼絲繩拉力(lì)是不變的,如圖 7 所示。T1= T2= T3= T4,拉力恒定,由液壓缸平衡深孔鑽動(dòng)力頭上鑽杆箱的重量。該(gāi)結構(gòu)的轉輪可(kě)以滿(mǎn)足深(shēn)孔鑽動力頭的左、右移動(dòng)要求,達到正常工作的目的。
4 、結語
通(tōng)過(guò)對數控龍門深孔鑽床的機械結(jié)構(gòu)設計和數控係統的改造設計,提出(chū)了一種保證鑽孔精度的方法(fǎ)。總體設計中提出了雙光柵檢測,伺服液壓缸、液壓閥控製,鋼絲繩(shéng)調整橫梁和動力頭的平(píng)衡,數控係統進行差值比較,達到微量補償。加工精度與(yǔ)臥式深孔鑽床ZK2102 相同,該(gāi)產品的設計成功為深孔鑽床開(kāi)辟了一種新型布局方式(shì),對實際(jì)應用提出了(le)理論基礎,具有(yǒu)現實意義。
投稿箱:
如果您有(yǒu)機床行業、企業相(xiàng)關新聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯(lián)係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機床行業、企業相(xiàng)關新聞(wén)稿件(jiàn)發表,或進行資訊合作,歡迎聯(lián)係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多(duō)相關信息

業界視點
| 更多
查")
行業數據
| 更多
- 2024年11月 金屬切(qiē)削機床產量數據
- 2024年11月 分地區金屬切(qiē)削機床產量數據
- 2024年11月 軸承出口情況
- 2024年(nián)11月 基本型乘用車(轎車)產量數據
- 2024年11月 新能(néng)源汽車產(chǎn)量數據
- 2024年11月 新能源汽車銷(xiāo)量情(qíng)況(kuàng)
- 2024年10月 新能源汽(qì)車產量(liàng)數據(jù)
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月 分(fèn)地區金屬切削機床產量數據
- 2024年10月 金屬切削(xuē)機床產量數據
- 2024年9月 新能源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文選萃
| 更多