


基於 PLC 和觸摸(mō)屏的數控(kòng)鑽床控製係統
2018-9-28 來源: 廣東石油化工學院 機電工程學院 作者:黃伯誌 鄧昌奇
摘(zhāi) 要:根據鑽床加工的(de)需求,設計(jì)一種(zhǒng)數控鑽床控製係統,係統采用(yòng) PLC 與觸(chù)摸屏結合的自動控製。 介紹鑽床的加工要求與工作(zuò)原理,控製係統的軟件設計,以及人機界麵的設(shè)計實現過程。
關鍵詞:PLC;觸摸屏;數控鑽床;設計;實現(xiàn)
傳統的普(pǔ)通鑽床鑽孔的精度和效率受到工人的(de)熟練程(chéng)度、疲勞程度等人力因素(sù)影響較大,滿足不了現代工業的發展需求,影響(xiǎng)到企業的生存、發展和經濟效益,因此大多數生產廠家都采用高度自動化的生產線。 為了(le)使工業控製更加簡單化、具體化,介紹一種基於 PLC 與觸摸屏的人機界麵(miàn)數控鑽床控製係(xì)統的設計,以方便(biàn)操(cāo)作者的操作與監控,來提高傳統普通鑽(zuàn)床控製(zhì)精度和生產效率。
1 、控製要求
PLC與觸摸(mō)屏控製(zhì)鑽床的加工要求 : 在觸摸屏 ,操作者可輕輕地接觸界麵的圖形與符(fú)號 ,實現自動、手動(dòng)、啟動、停止(zhǐ)、急停等控製功能;在觸摸屏可設定工件鑽孔的孔數(shù)、進給量、進給循環次數;可(kě)在觸摸屏顯示鑽頭運行、工件旋轉(zhuǎn)狀(zhuàng)態以及已鑽孔的孔數。
2 、硬件設計
工作鑽削時(shí),工件固定在工作台上,鑽頭(tóu)旋轉為主運(yùn)動,鑽(zuàn)頭軸向移動為(wéi)進給運(yùn)動。 數控鑽床的(de)刀具的進給(gěi)和(hé)工件的旋轉分別由兩台步進電動機拖動(dòng),鑽頭的進給由步進電機控製上下移動,鑽頭主軸(設為 Z軸)旋轉由三相交(jiāo)流電機驅動,轉速由(yóu)變頻器調節控製,工件的旋轉軸(設為 B 軸)由步進電機驅動,采用PLC 為控製核心。
係統硬件結(jié)構設計如(rú)圖 1 所示。
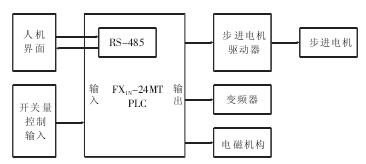
圖(tú)1係統硬件結構
3 、軟件設計
3.1 PLC控製係統的 I/O 分配
根據係統設計方案要求,PLC 的輸入元件包括啟動、停(tíng)止按鈕,手動、自動工作方(fāng)式選擇切換開(kāi)關,Z 軸主(zhǔ)軸點動、B 軸點動按鈕,B 軸清零按鈕、 行程控製開關,Z 軸(zhóu)清零(líng)按鈕,B 軸清零按鈕, 控製 Z 軸(zhóu)正向和(hé)負向的行(háng)程限位開關等。 PLC 的輸出元件包括 Z 軸步進電機三相繞組、B 軸步進電機三相(xiàng)繞組、 冷卻液電機接觸器線圈
、鑽頭主軸電機接觸器線圈。
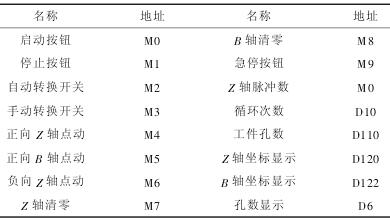
觸摸屏畫麵上的按鈕產生的信號不(bú)能送給 PLC 的輸(shū)入繼電器(如X000), 必須用輔助(zhù)繼電器 M 來傳(chuán)遞 , 因 為它們(men)的ON / OFF 狀態惟 一地取決於外部輸入電路的通斷狀(zhuàng)態,不能用觸摸屏上的按鈕來改變。 PLC 的地址分配如表 1 所示。
表 1 PLC 的地址分配
3.2 程序流程
係統控製流程如圖 2 所示。 初始化是檢測所輸入信(xìn)號是否滿足條件要求,如啟動、過(guò)載的要求。 程序有手動控製程序和自動控製程序,手動控製程序包括(kuò)主軸鑽頭上升或下降、工(gōng)作台旋轉等(děng);自動控製(zhì)程序包括冷卻液開、主軸鑽頭旋轉、自動(dòng)上升或下降(jiàng)等。
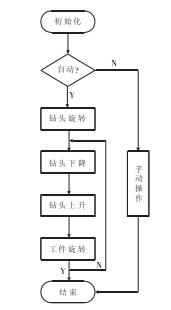
圖 2 係統控製流程
3.3 程序(xù)邏輯
PLC 是自動線控製係統的關鍵設備(bèi), 自動線在各種工作方式下(xià)的全部工作過(guò)程都是在 PLC 和觸(chù)摸屏的監控下進行的。 選擇 FX1N-24MT 型 PLC, 24VDC 穩壓電源。
用(yòng) PLC 提供有關的指令編寫梯形圖,如圖 3所示。
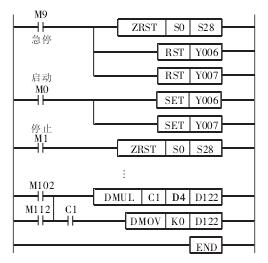
圖 3 程序梯形圖
4 、觸摸屏畫麵(miàn)設計
選用MT506T(320×240)觸摸屏來實現係統控(kòng)製。根據(jù)係統要求,觸摸屏(píng)需要設置(zhì)如下畫麵:
(1)開機顯示的首頁畫麵,如圖 4 所示。
(2)功能畫麵,如圖 5 所(suǒ)示。
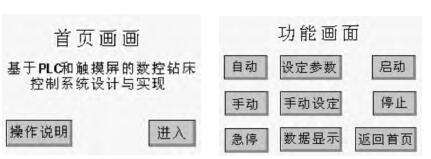
圖 4首頁畫麵圖 圖5 功能畫麵
(3)設定參數畫麵,如圖 6 所示。在按(àn)下“自動”前提下,單(dān)擊“設定參數(shù)”按鈕,畫麵將切換到(dào)設定參數畫麵,用戶可以在此設定係統的相關參數。
(4)手動設定畫麵(miàn),如圖 7 所示。
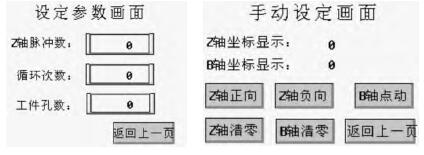
圖6 設定參(cān)數畫麵 圖 7 手動設定(dìng)畫麵
在按(àn)下“手動”前提下,單擊“手動設定(dìng)”按(àn)鈕,畫麵將切換(huàn)到手動設定畫麵, 用戶可以在此手動控製相關操作。
(5)數據顯示畫麵,如圖 8 所示。單擊“數據顯示(shì)”按鈕,畫麵將切換到數據顯(xiǎn)示畫麵(miàn),用戶可以觀察自動運行的狀態。
(6)操作說明畫麵,如圖 9 所示。

圖 8數據顯示(shì)畫麵 圖 9 操作說明畫麵
在(zài)首頁畫麵,觸控“操作說明”按鈕,畫麵(miàn)將切換(huàn)到操作說明畫麵,用戶可(kě)以在此查看係統的相關操作說(shuō)明,閱讀完後,任意觸控其畫麵,畫麵將切換到首頁畫麵。組態軟件采(cǎi)用 Easy Builder500 。 編程(chéng)好觸摸屏畫(huà)麵後,即可進行編譯:執行“工具”菜單命令,選擇(zé)“編譯”;編譯通過後,將畫麵下載到觸摸屏。
在下載(zǎi)屏幕文(wén)件之前,應(yīng)使用規定的通信電纜連接觸摸(mō)屏的通信接口與計算機的 RS-232C 接口,將觸摸屏切換到下載(zǎi)模式,設置(zhì)好通(tōng)信參數(shù),然後執(zhí)行組態軟件的下載命
令,將屏幕文(wén)件(jiàn)寫入到觸摸(mō)屏的存儲器。
5 、結語
由於(yú)運用 PLC 與(yǔ)觸(chù)摸屏(píng)的結合控製,因(yīn)此 PLC 的I/O 點(diǎn)數較少,接線較為簡單 。 經過安裝與調試 ,係(xì)統運行後(hòu),人機界麵顯示清晰,使用(yòng)方便,更加人性化,運行安全可靠,大大提高了(le)生(shēng)產效率,降低了(le)勞動強度。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多
調(diào)查")
行業數據(jù)
| 更多
- 2024年11月(yuè) 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量數據(jù)
- 2024年11月 軸(zhóu)承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月(yuè) 新能(néng)源汽車(chē)銷量情況
- 2024年10月 新能源汽車產(chǎn)量數據
- 2024年10月 軸承(chéng)出口情況
- 2024年10月 分地區金屬切削(xuē)機床產量數據
- 2024年10月 金屬切削機床產量(liàng)數據
- 2024年9月 新能(néng)源汽車銷量情況
- 2024年8月 新能源汽車產量數據
- 2028年8月 基本型乘用(yòng)車(轎車)產量數據