


深孔加工恒扭矩智能控製係統的(de)設(shè)計
2018-5-4 來源(yuán):泰州學院 南京新穎氧醫療科技有限(xiàn)公司(sī) 作者:徐(xú)曉棟 龔玉玲 徐 俊
摘要: 針對深孔加(jiā)工中鑽(zuàn)頭易折(shé)斷,加(jiā)工效率低等問題,設計並搭建了基於模糊 PID 控製的深孔加工恒扭矩控製係統。在分析深孔鑽機傳動係統原理的基礎上,建立主軸進給係統的傳遞函數,構建鑽頭鑽削扭矩的自整定模糊 PID 控製器,介(jiè)紹以(yǐ)西門子 CPU224 型 PLC 和 CYB - 803S 型扭矩傳感器為核心的硬件組成,實(shí)現了通過調節鑽削進給(gěi)量進而保持深孔加工過程中鑽頭扭矩恒值,並利用Matlab 進行仿真驗(yàn)證。仿真(zhēn)結果表明,模糊(hú) PID 控(kòng)製與傳(chuán)統 PID 控製和模糊控製相比,具有更好的動態穩(wěn)定性,在鑽頭扭矩(jǔ)發生(shēng)突變時,調節時間約為 1. 2 s,比傳統 PID 控製和模糊控(kòng)製分別縮短57%和 25%,能夠較好地滿足深孔鑽削高效化、智(zhì)能(néng)化的要求。
關鍵詞: 深孔加工; 恒扭矩; 模糊 PID 控製(zhì)
深孔加工是在封閉或半封閉狀態下進(jìn)行的(de),很難使用普通方法檢測鑽削狀態,且鑽(zuàn)頭細(xì)長,對受力變化敏感(gǎn)。加工過程中,隨著鑽削深(shēn)度的增加,經常出現(xiàn)鑽削阻力快速增大(dà),鑽頭扭(niǔ)矩急速增大,導致鑽頭(tóu)折斷殘留在工件中,工件(jiàn)報廢的現象。目前,為了(le)保護鑽頭,一般采用過載(zǎi)停機保護的方法,即設定鑽頭扭矩閾值,一(yī)旦(dàn)鑽頭所受力矩超過閾值,進給係統立刻停止進給,複位後重新加工,如日本町(dīng)田鐵工生產的自動鑽床“Micro - hole”,國內杜(dù)宏(hóng)祺等人研製的深孔鑽鏜床刀具的扭矩保護係統(tǒng)等,這種做(zuò)法可以有效保護鑽頭,但中斷了鑽削加工的連續性,加工效率較低。隨著深孔加工機械高效化、智(zhì)能(néng)化的發展,對鑽削過程的控製提出更高要求,在(zài)鑽頭安全(quán)的前提下,連續、高效地(dì)加工(gōng)以提高生產率(lǜ),降低製造成本。因此,本文提出運用模糊(hú)控(kòng)製整定 PID 控製參數(shù),采用模糊PID控製係統實現鑽(zuàn)頭(tóu)扭(niǔ)矩的動態(tài)平衡,保證深孔加工的安全性(xìng),提高深(shēn)孔加工的效率。
1、傳動係統原理圖
深孔鑽機主要由主軸進給(gěi)係統、主軸旋轉係(xì)統、扭矩傳感器、PLC 控製器和控製係統組成。
主軸旋轉係統工作原理(lǐ): 主軸旋(xuán)轉係(xì)統固(gù)定在滑台上(shàng),由主軸旋轉電動機,經過減速齒輪組和扭矩傳感器,驅動刀具主軸轉動。
主軸進給係統工作原理: 主軸進給電(diàn)動機,經過電磁離合器(qì)、減速器,驅動絲杆旋轉,由螺(luó)母帶動滑台,實現刀(dāo)具的進給運動。
在鑽削過程中,扭矩傳感器實時檢測鑽頭扭(niǔ)矩,若鑽頭扭(niǔ)矩迅速增大,通過控製係統,經 PID 控製器傳到變頻(pín)器(qì)後,控製進(jìn)給電動機減速,減小進給量,減小鑽頭扭矩,若鑽頭扭矩較小,則增加進給電動機轉速,增大進給(gěi)量,保證鑽孔效率。
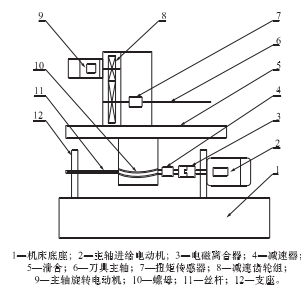
圖1 深孔鑽係統原理圖
2 、主軸進給係統的模型和傳遞函數
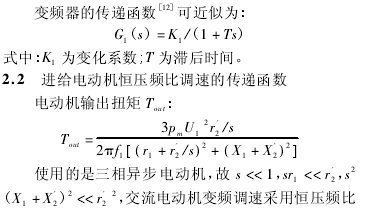
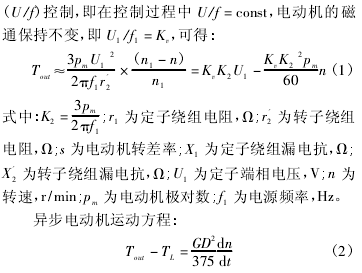
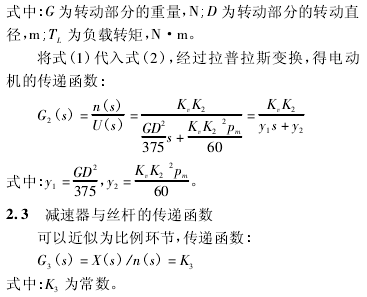
2.1 變頻器的傳遞函數
3、自整定模糊
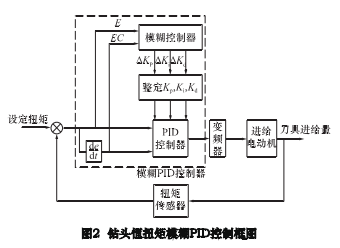
PID 控製方案在(zài)深孔加工過程中,鑽削環境多變,同時加工(gōng)工(gōng)件可能(néng)存在材質不均勻,從而使鑽頭扭矩變化較(jiào)大,需要控製係統能對鑽頭扭矩變化作(zuò)出(chū)快速響應,采用傳統的 PID 控製或者模糊控製達(dá)不到理想的控(kòng)製效果。本文對傳統 PID 控製進行改進,通(tōng)過模糊控製調節 PID控製的 3 個控製參數,形成自整定模糊 PID 控製方案,見圖2所示。
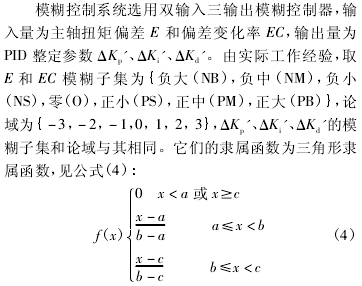
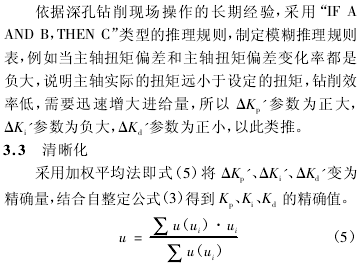
3.1 模糊化
4 、係統構成
4.1 硬件設計
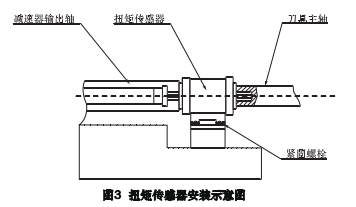
選用西門子(zǐ) S7 - 200 係列的 CPU224PLC 控製器,集成 24 個數字量 I /O 點,可連接 7 個(gè)擴展模塊輸入 /輸出(chū)模塊選用西門子(zǐ) EM223,用於接受主軸扭矩的信號和輸出控製進給電動機的變頻器調節(jiē)信號。主軸旋轉的調速(sù)電動機功率選用 5. 5 k W,進(jìn)給電動(dòng)機功率選用 3 k W。變頻器選用三菱 E540 變頻器。扭(niǔ)矩傳感器選用 CYB - 803S 型扭矩(jǔ)傳感器,其量程為 0 ~ 200 N·m; 輸出為4 ~ 20 m A 電流信(xìn)號; 過壓過載滿量(liàng)程 1. 5 倍壓力; 扭矩傳感器安裝位於電動機和(hé)刀杆之間,保證同(tóng)軸度小於 0. 05 mm,以避免產生彎矩。安(ān)裝示意圖如圖 3 所示。
4.2 軟件設計
4.2.1 上位機設計
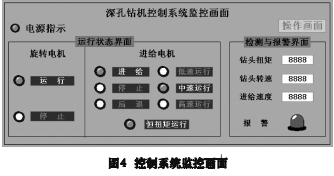
使用 PC 作為上位機,分為手動和自控兩種控(kòng)製方式,手動控製中通(tōng)過進給和後(hòu)退按鍵控製進給電動機正反轉,通過低(dī)、中(zhōng)、高控製(zhì)進給量的大小。自動(dòng)控製為自適應模糊 PID 控製,在保持鑽頭扭(niǔ)矩恒定(dìng)下,實現刀具持續(xù)進給。係統監控界麵還能實時顯示鑽頭扭矩、轉速和進給速(sù)度(dù)以及意外情況下的報警信號,控製係統監控畫麵如圖 4 所示。
4.2. 2 下位(wèi)機設(shè)計
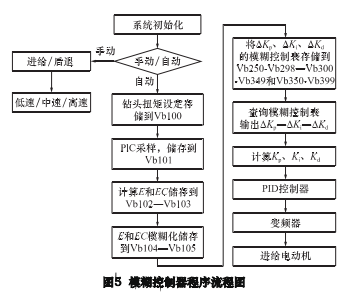
使用 STEP7 - Micro /WIN V4 SP8 對 PLC 進行編程,實現進給電動機的手動和自動控製。自動控製中(zhōng),主要是模糊(hú) PID 控製程序的設計,首(shǒu)先將設定扭矩值和測定的扭矩值儲存到(dào) Vb100,Vb101,計算 E、EC 值存儲到 Vb102,Vb103,經過(guò)模糊化後存儲到 Vb104,Vb105 中,然後將模糊控製表存儲到 PLC 中。模糊控
5 、仿真試驗
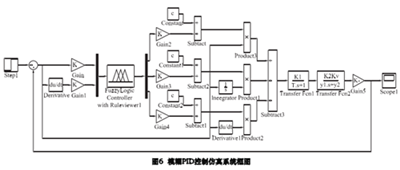
在Matlab /Simulink 環境下,將設計好的模糊規則導入進來,結合係統提供的其他功(gōng)能(néng)完成模糊控(kòng)製係(xì)統的模型,見圖6所示。
本文主要研究深孔鑽機鑽削過程(chéng)中鑽頭恒(héng)扭矩的控製,即當(dāng)鑽頭鑽削環境發生變化,主軸扭矩突變時,控製(zhì)係統對其的響應。在穩定狀態後的第 7 s 時刻,扭矩由52 N·m 增加至 70 N·m,觀察鑽頭扭矩的變化情況,如圖 7 所示,采(cǎi)用普通 PID 控製器在 2. 8 s 後回到平(píng)衡位置,最大超調量為 10%左右; 模糊控製(zhì)器需要 1. 6 s,最大超調量為 4% 左(zuǒ)右; 而模糊 PID 控製器大約需要 1.2s 且基本無超調。模糊 PID 控製器(qì)的調節時間比普通 PID 控製器縮短 57% ,模糊控製器25% 。在第 12s 時刻,再次將扭矩由 52 N·m 減小至34 N·m,同樣,模糊 PID 控製器經過 1. 2 s 後(hòu)再次回到平衡位(wèi)置。綜上所述,模糊控製器(qì)能夠迅速響應(yīng)主軸扭(niǔ)矩的變化,而且(qiě)具有較高的抗幹擾能力,控製效果比普通 PID 控製和模糊控製優越,能夠滿足快速(sù)、連續鑽(zuàn)削深孔的需要。
6、結語
該深孔鑽機(jī)床樣機已經運用到壓(yā)光輥的加(jiā)工中,該工(gōng)件直徑為900 mm,在圓周上分布12個小孔,孔徑為32 mm,長度為2 000 mm,經過(guò)多次重複試(shì)驗,樣機主軸進給速度穩定在 170 ~ 200mm/min 之間,每(měi)孔平均加工(gōng)時間為 11 min,實現了(le)深孔鑽(zuàn)削的連續加工。樣機實驗表明,模糊 PID 控製係統性能(néng)穩定,在保護刀具(jù)的(de)同時有效地(dì)提高了加工效率,具有較強的實踐指導(dǎo)意義。
投稿箱:
如果(guǒ)您有機(jī)床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
如果(guǒ)您有機(jī)床行業、企業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎(yíng)聯係本網編輯部, 郵箱(xiāng):skjcsc@vip.sina.com
更多相關信息

業界視點
| 更多(duō)
查")
行業數(shù)據
| 更多
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地區金屬切削機床產量(liàng)數據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月(yuè) 基本型乘用車(轎車)產量數據
- 2024年11月 新(xīn)能源汽車產量數據
- 2024年11月 新能源汽車銷量(liàng)情況
- 2024年10月 新能源汽車產量數據
- 2024年10月 軸承出口情況
- 2024年10月 分地區金屬切削機床產量數據
- 2024年10月 金屬切削機床(chuáng)產量數據
- 2024年9月(yuè) 新能源汽車銷量情況
- 2024年(nián)8月 新能(néng)源汽車產量數據
- 2028年8月 基本型乘用車(轎車)產量數(shù)據