


數控深孔鑽三級(jí)鑽孔技術應用
2017-7-27 來源:中國電科集團第38研究所(suǒ) 作者(zhě):鄭傑 何章峰 王昌伍
摘要:本文提出了三級鑽孔的新方法,成功解決了孔深徑比超過(guò)100的深孔加(jiā)工難題。
1、基本概述
深孔鑽削是指孔深和孔徑比大的孔(kǒng)加工,正常鑽削技術所生產的孔,其孔深極少超過5倍直徑,而在深孔鑽削中,此比例(lì)可高達(dá)150∶1,並且,任何孔深大於5倍直徑的(de)孔都應稱為深孔(kǒng)。鑽削的基本原則:應用和糾(jiū)正切削速度與(yǔ)進給的選擇,切削良好的斷屑和排屑性能,同時不損壞刀具和工件。對於孔深孔徑比大於5 的深孔,必須保(bǎo)證一鑽到底,不能中途退出,切削液能順利(lì)地流進鑽(zuàn)頭的切削刃處,並能保證順(shùn)利排屑。深孔鑽削加工鑽頭進入(rù)工件時,是在半封閉條件下工作,因此受(shòu)到較多限:不能直接觀察到刀(dāo)具切削情況;切削熱不易傳散,必須采用強製有效的冷(lěng)卻方式;排屑困難;鑽杆需要足夠的剛性。深孔加工注意問(wèn)題:切屑處理問題,冷卻潤滑,合理導向。
槍鑽(見圖1)的鑽柄是空的,由內外部供應的切削(xuē)液流(liú)經(jīng)鑽頭內輸送管,並強(qiáng)行流經切削頭(tóu)內(nèi)的孔。鑽柄外側有一個(gè)沿著長度方向的(de)V形槽,切削液攜帶切(qiē)屑通過此V形槽,並經過鑽頭外側,最終切屑從孔中排出。槍鑽可應用於普通加工中心,但是需要高壓力的切削液。
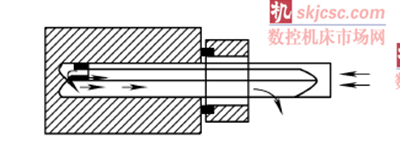
圖1槍鑽係統(tǒng)示意圖
2、任務來(lái)源
某殼體零件(見圖2)有兩個直徑4mm、1個直徑5mm且深度(dù)都超過700mm的深孔。普通設備無法加工,必(bì)需使用專用的深孔加工設備。這就要用到深孔(kǒng)專用加工設備——數控深孔鑽床。數控深孔鑽機床是專門用於深孔加工的數控(kòng)設備,加工的(de)孔徑小、深度大,孔(kǒng)徑與孔深比達到1∶100,一般的數控設備無法完成。
a
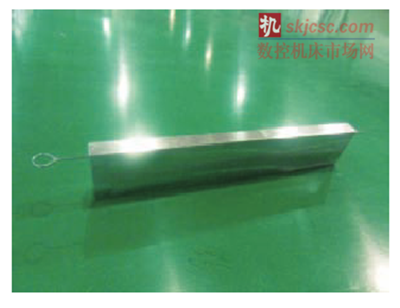
圖2深孔零件
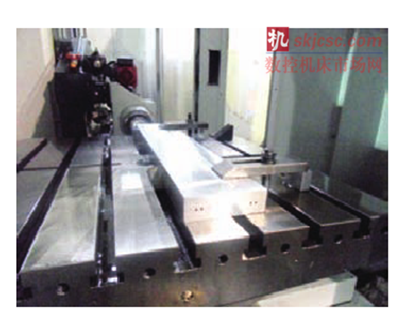
數控深孔鑽機床(見(jiàn)圖3)是(shì)專(zhuān)門用於深孔加工的數控設備,加工的孔徑小、深度(dù)深,徑(jìng)深比(bǐ)達到近1∶100,一般的數控加工設備無法完成。數控深孔鑽工作原理(lǐ)是采用不對稱切削加(jiā)工(gōng),不需用傳統的中心鑽來完成定位要求。
a

b
圖3數控深孔鑽
3、 解決方案
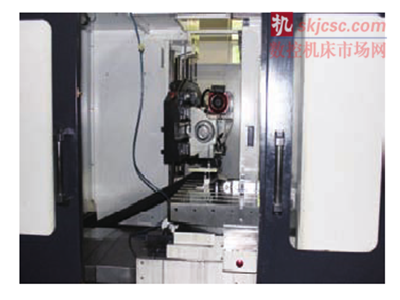
數控深孔鑽床(chuáng)於(yú)2008年5月投入使用後(見圖4),經過(guò)反複試驗,1個(gè)深孔加工動作宜采用“三級加工法”:定位鑽削、導向鑽削及正常鑽削,稱為“三級鑽孔技術”。三級鑽孔需要根據不同的鑽孔深度采用不同(tóng)的切削速度,目前機床自帶的數控(kòng)鑽孔指令隻能完成1個鑽孔(kǒng)深度和1個切削速度(dù),如何使用常用的鑽孔指令來實現三級鑽孔,可分兩種方法:①手(shǒu)動幹預:根據不同的鑽孔深度(dù),人為的手(shǒu)動來進行調節(jiē)切削速度。②重複進給(gěi):對同一(yī)個孔分別進行編製3個鑽孔程序,指令不同的鑽孔深度和切削速度,進行重複操作。
4、改進方法
對於上述兩種方法的弊(bì)端,通過查閱機床說明書,使用“頭腦風暴法”,提出各種(zhǒng)解決方案。最終采納開發(fā)一個三級階梯鑽削指令方案。分別賦(fù)予三級深度與(yǔ)三種不(bú)同速度,通過參數化、智能化及人性化設計(jì),省去手動(dòng)幹預的繁瑣與重複進給所浪費的時間。
(1)格式。G65 P9003 U-10 V-30 Z-375 B5 C10 F40 R3 T0(或T1)
X___Y___
…
G67
M30
(2)參數。第一鑽(zuàn)孔深度U,第二(èr)鑽孔深度V,最終鑽(zuàn)孔深度Z,一級鑽孔(kǒng)速度B,二級鑽(zuàn)孔速度C,最終鑽孔速度F,鑽孔初(chū)始點R,T0鑽(zuàn)不通孔,T1鑽通孔
(3)使用說明。①程序必須指令Z(最終鑽孔深度)、F(最終鑽(zuàn)孔速度)、R(鑽孔初始點)、T0(鑽不通孔)或T1(鑽通(tōng)孔(kǒng)),否(fǒu)則出現提示報警(9001)。②鑽孔(kǒng)初(chū)始點<第一鑽孔深(shēn)度<第二鑽孔深(shēn)度<最終鑽(zuàn)孔深度,即R>U>V>Z,否
則出現提示報警(9004)。③一級鑽孔(kǒng)速度<二級鑽孔速度<最終鑽孔速度,否則出現提(tí)示報警(9004)。④如(rú)不使(shǐ)用第一鑽孔深度U和第二鑽孔深度V時,可直(zhí)接(jiē)使(shǐ)用最終鑽孔深度Z來完成鑽孔。⑤當指令第一鑽孔深度(dù)U時,必(bì)須(xū)指令(lìng)一級鑽孔(kǒng)速度B,否則出現提示報警(9004)。⑥當指令第二鑽孔深度V時,必須指令二級鑽孔速度(dù)C,否則出現提示報警(9004)。⑦當隻使用兩級深度鑽孔時,隻能使用深度U、Z,否則出現提示報警(9004)。
(4)實(shí)施結果。兩種方法對比發(fā)現(xiàn),方法一使操作者的勞動強度增大,操(cāo)作者要始(shǐ)終(zhōng)關(guān)注機床狀態進行手動調(diào)整,操作不夠準確,失去了數控加工自(zì)動化的意義;方(fāng)法(fǎ)二對相(xiàng)同一個(gè)孔進行多次加工,多次重複定位,機床增加了孔(kǒng)位置度誤(wù)差(chà)和重複加工周期。

(a)深孔鑽(zuàn)頭
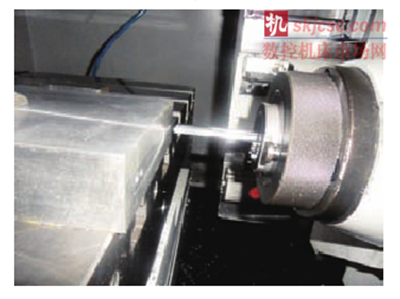
(b)數控深孔鑽床(chuáng)加工
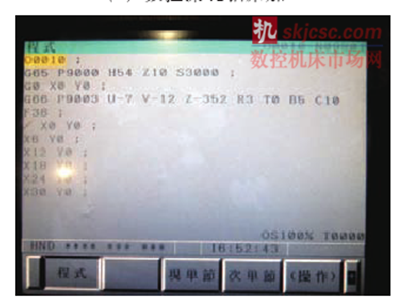
(c)數控深孔鑽程序
圖4
5、結(jié)語
該項鑽孔技術智能化、調節性強,可根據產品的工藝(yì)要求、材料性能進行調節,適(shì)應於各(gè)類(lèi)FANUC數控機床鑽孔,為解決深孔加工提(tí)供了較好的方案。
投稿(gǎo)箱:
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資訊合作,歡迎聯係本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息

業界視點
| 更(gèng)多

行業數據
| 更多
- 2024年11月 金屬切削機(jī)床產量數據
- 2024年(nián)11月 分地區金(jīn)屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎(jiào)車(chē))產量數據
- 2024年11月(yuè) 新能源汽車產量數據
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽車(chē)產量數據(jù)
- 2024年10月 軸(zhóu)承出口情況
- 2024年10月(yuè) 分地區金屬切削機床產(chǎn)量數據
- 2024年10月 金屬切削機床產量數(shù)據(jù)
- 2024年9月 新能源汽(qì)車銷量情況
- 2024年8月 新能源汽(qì)車產量數據
- 2028年8月(yuè) 基本型乘用車(轎車)產量數據
博文(wén)選萃
| 更多
- 機械加工過(guò)程圖示
- 判斷一台(tái)加工(gōng)中心精度的幾種辦(bàn)法
- 中(zhōng)走絲線切割機床的發展趨勢
- 國(guó)產數控係統和數控機床何去(qù)何從?
- 中(zhōng)國的技(jì)術工人都(dōu)去哪裏了?
- 機械老板做了十多年,為何還是小作坊?
- 機械行業最新(xīn)自殺性(xìng)營銷,害人害己!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多談點(diǎn)製造
- 現實麵前,國人沉默。製造業的騰飛,要從機床
- 一(yī)文搞懂數控車(chē)床加工(gōng)刀具補償功能
- 車床鑽孔攻螺紋加工方(fāng)法及(jí)工裝設計
- 傳統鑽削與螺旋銑孔加工工藝的區別