
超精密加工是(shì)機械製造發展的主要方向之一。超(chāo)精密加工在元器件製造中(zhōng)是(shì)關鍵性(xìng)技術。在20 世紀60 年代, 通過(guò)使用當時適用的精密機床,開始開(kāi)發(fā)用於(yú)生產高質量的專用機械或光學元件的技術。整個70 年代, 該技術用於生產具有高精度、多功能及較(jiào)低的製造成本的光學元件。到了80 年(nián)代, 該技術就更(gèng)加廣泛地用於工業生產, 如製造鋁製掃描鏡和計算機存儲盤的鋁製基片等。超精(jīng)密(mì)加工最近的應用是生產(chǎn)光學元件, 這種元(yuán)件具有複雜的形狀, 極高的幾何精度及表麵質量。用鋁基襯片磨光X 射線望遠鏡中的鏡麵(miàn)是對非傳統鏡片坐(zuò)標精(jīng)度(0. 2 拌m ) 的特殊需求: 直徑在1. s m 以下時(shí), 圓度要求2 拌m ; 粗糙度要(yào)求5 n m 。另一個例子是對(duì)用於同步加速器軌道發射(S O R )的橢圓形鏡麵(miàn)進(jìn)行快速切削, 結果是在長度為幾十至上百(bǎi)毫米的高(gāo)導無氧銅(O F H C co pPe r )上的加工精度為0. 13 拜m 、粗(cū)糙度為0. 0 43 拌m 。在易碎材料的鏡麵修整方麵, 超精密加工也(yě)得到了極為廣泛的應用。
超精密加工的發展依賴於超精密機床, 因而超精密機床的關鍵部分—精密定位測量(liàng)係統始終為研究人員所重視。
1 激光測量係統及其發展
研製超(chāo)精密機床, 需要有高精度的測量係統做保證, 特別是工作台的精密位移監測對機床加工精度有很大的影響。對於要求微量進(jìn)給分辨率為0. 01 拌m 的刀架溜板來說, 其位移測量精度也要達(dá)到相應的數量級, 否則刀架溜板(bǎn)的進(jìn)給量無法觀察、控製, 其進給的高(gāo)分辨率也就失去了意義。要完成高精度工作台位移測量, 需要解決測量原(yuán)理和測(cè)量(liàng)方法問題。
作為現代高精度位移測量技術(shù), 雙頻激光幹涉儀可以達到納(nà)米級的測量(liàng)分辨率, 是(shì)理想的高精度位移(yí)測量係統(tǒng)。
從1 9 60 年激光器出現以來, 由於它的單色性好, 空間相幹性好, 方向性好和光強大等特點, 很快就成了精密測長的理想光源。1 9 6 2 年美(měi)國國家標準局開始(shǐ)利用H e 一N e 激光器作光(guāng)源進行測長試驗。1 9 6 5 年年底至1 9 6 6 年初, 美國國家標準局正式(shì)使用激光幹涉儀作為l m 刻尺的日(rì)常鑒定工具。1 9 6 5 年英國國家物理實驗室(shì)製成1 台H e -N e 激光(guāng)幹涉儀, 頻率穩定性達到2 又10 一“ , 測量(liàng)精度為0. 25 拜m , 在(zài)15 m in 內就能自動檢完毫米(mǐ)間隔的標準米尺。1 9 6 5 年8 月, 美國T o ling a ndPr od uc ti on 雜誌報道激光幹涉儀(yí)開(kāi)始投(tóu)入現場(chǎng),量程達s m , 精度為0. 5 產m 。
1 9 6 5 年(nián), 繼Z e e m a n 雙頻激光問世之後, Pol an yi 等人首先提出了雙頻激光幹涉儀— 交(jiāo)流幹涉儀。 由於雙頻激光幹涉儀是采用(yòng)外差幹涉測量原理, 把被(bèi)測的位移信息加在(zài)一個交流載波上, 因(yīn)此光電接收器接收到的是一個交流載波信號, 信噪比高(gāo)。而(ér)接收的信號由單頻激光器調幅信號變成了調頻(pín)信號, 故可實現高(gāo)分辨率測(cè)量。
隨著激光測長技術的不斷發展, 1 9 6 9 年《菲利浦技術期刊》上最(zuì)早介(jiè)紹了雙頻激光幹涉儀, 到1 9 7 0 年H ew le tt 一P a e k a r d 公司相繼生產(chǎn)了雙頻的5 5 0 0 A型和5 5 2 5 A 型激光幹(gàn)涉儀, 投入市場。該產(chǎn)品采(cǎi)用外差法和(hé)多普勒效應計算條紋(wén), 是一般的單頻(pín)幹涉儀的進一步發展。20 多年來各國都在研製開發雙頻激光幹涉測量係統(tǒng), 美、英、日等國都有了自己的產品。
產水平和技術指標還有待進一步提高。
2 單頻和雙頻激光測量係統性能的比較
雙頻激光測量與單頻激光測(cè)量的不同處在(zài)於, 雙頻激光測量是交流(liú)係統而不是直流係統, 因而可以從根本上解決影(yǐng)響測量係統可靠性的直流漂移問題。雙頻測量係統抗振性強, 不需要(yào)預熱時間(jiān), 不怕空氣(qì)湍流的(de)幹擾, 而空氣湍流幹擾正是造成激光幹涉儀不良性能的最普遍的原因。
圖ia 表示當可動反光鏡移動時, 單頻直流測量係統光電接收器的輸出。這時光強環(huán)繞著計數器的(de)觸發電平起伏變化。如果光束強度的變化(huà)不正常或電源強度發生變(biàn)化, 光電接收器的輸出就有可能超越不過(guò)觸發電平, 如圖lb 所示。因(yīn)此, 強度的變化可以使計數器的(de)工作停(tíng)止, 直到觸發電(diàn)平調整以後, 計數器才能恢複工作。上述強度變化的原(yuán)因, 一是激光器(qì)的衰老, 但更為常見的原(yuán)因是空氣湍流的幹擾, 使光束偏移或使其波麵扭曲。對於(yú)時限較長的強度(dù)變化, 可以用調整觸發電(diàn)平的辦法去克服, 但在(zài)現(xiàn)場使用(yòng)的不利大氣(qì)條件下, 光束強度的迅速變化, 任何觸發電平調整的自動化都解決不(bú)了問題。
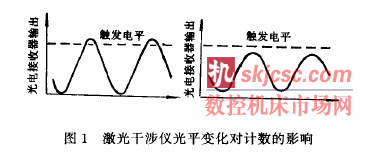
雙(shuāng)頻係統的優越性在於其距離信號是(shì)由交流載波傳遞而不(bú)是(shì)由直流波型傳遞的。交流放大器不同於直流(liú)放大器, 它不受輸入直流電平(píng)變(biàn)化的影(yǐng)響。雙頻激光測量無須進行周期(qī)性的電平調整,不存在調整光強和觸發閩的問(wèn)題。
另外, 單頻激光測量隻允許50 % 的信號損失, 雙頻激(jī)光測量則可允許信號損失達95 %。
3 超精密機床激光測量係統
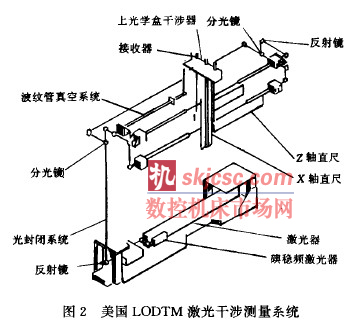
高精度的激光幹涉測量係統(tǒng)是(shì)精密位移測量的決定因(yīn)素。為了滿足超精密機床定位(wèi)測量精度的要求, 各國都在研究激光幹涉(shè)測量係統的精度影響(xiǎng)因素, 以及如何保證激光幹涉測量係統在超精密機床的位移監測中達到固有的精度指標。目前(qián), 在超精密機床研製方麵水平最高的是美國, 美國L L N L 國家實驗室、M or e 、V ni on C ar-bid e 、Pn e u m o Pr e e ision 等公司(sī)均在超精(jīng)密機床研製與開發方麵做出了(le)卓有成效的工作。美國國防部高等研究計劃局(jú)(D A R PA )投資1 30 0 萬美元由L L N L 實驗室(shì)於1 9 8 3 年7 月研製成功(gōng)的L O D T M 大型(xíng)超精密(mì)機床, 其激光幹涉測量係統見圖(tú)2 [ , 〕, 可(kě)加工(gōng)小(xiǎo)i 6 2 5 m m 義(yì)s o o m m 、重1 36 o k g 的工(gōng)件。該(gāi)機床采用高壓液體靜壓主軸, 剛度大, 動態性能好。為實現超精密(mì)位置的確定,采用了精密數字伺(sì)服方式, 控製部(bù)分為(wéi)內裝式C N C 裝置(zhì)和幹涉測量係統, 以保證隨機(jī)測量定位。為了實現刀具的微量進給, 在IX 二伺服機(jī)構內裝有壓電式微位移(yí)機構, 可實現納米級微位移。該機床采用恒溫油淋浴係統, 油溫控製在20 士S X l o 一喀℃ , 消除了加工的熱變形(xíng)。還采用了壓電晶體誤差(chà)補(bǔ)償技術, 使加工精度達到0. 0 25拜m。該機(jī)床可用於加工激光核聚變工(gōng)程的零件、紅外線裝置用零件以及(jí)大(dà)型天體望遠鏡零件, 可加工(gōng)平麵、球麵及非球麵, 是世(shì)界公認的當今最高水平的超(chāo)精密車床。
英國G IT 技術學院所屬的CU P E 精密工程研究所(suǒ)以其紮實(shí)的基礎技術研究、卓(zhuó)越的研究(jiū)成果和超群的開發能力而享有較高的聲譽, 它(tā)是當今世界上精密工程的研究中心之一。
C U P E 成立於(yú)1 9 68 年, 在成立初期(qī)到(dào)70 年代末期, 該所(suǒ)主要從事精密加工機床、精密測量儀器及相關基(jī)礎技、術的研究、設計和發展。進入80 年代後, 該所以其在70 年代積累起來的基礎研究成果和(hé)設備, 對超精密加工(gōng)、超精(jīng)密測量技術進行了大量研究和開發。今天C U PE 主要從事納米技(jì)術、超精密計量技術及相關的機器子係統的基礎研究。為(wéi)了將C U PE 的研究成果迅速轉化成商品, 滿足世界各(gè)地用戶(hù)對C U PE 產(chǎn)品日益(yì)增長的需求, 1 9 8 7 年在CU PE 的基礎(chǔ)上(shàng)成(chéng)立了C PE 精(jīng)密工程有限公司(sī),它(tā)擁有一個當今世界上最現代化的安裝與測(cè)試實驗室。除擁有各種先進設備(bèi)外, 該實驗室為恒溫(wēn)控(kòng)製, 且(qiě)為(wéi)全封閉式, 7 天內(nèi)室溫變(biàn)化可控製在1 ℃內。另外, C P E 還有一個超精密加工實驗室, 為超淨室(shì), 其室溫被控(kòng)製在士(shì)0. 1 ℃ 內。這個實驗室裝備有多(duō)台超精密金(jīn)剛石車床, 其中一台用於加工(gōng)大型非常規光學零件的車床是世界上3 台精度(dù)最高的超精密機床(chuáng)之一。
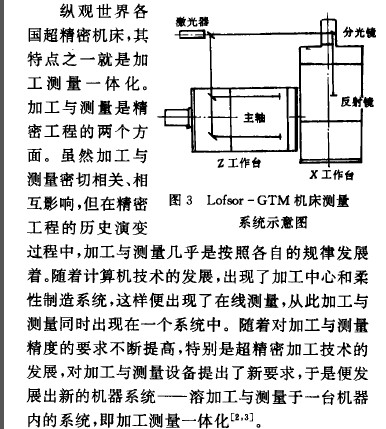
日本近年來花費大量人力物力, 開發(fā)、研究並生產超精密機床。日本光(guāng)學、豐田工機、東芝機(jī)械、日立精工等公司在(zài)中小型超精密機床方麵(miàn)已達到很高水平。但在大型超精密機床方麵落後於歐美,有關方麵(miàn)正疾呼以期趕超歐美。圖3 為日本光學(xué)公司的L of so r 一G T M 型機床測量係統示(shì)意圖。
上述超精密機床中(zhōng)最重要的問題是超精密位置的確定技術。實現精密定位測量任務的測量方法首推雙(shuāng)頻激光(guāng)測量係統。為了實現機床(chuáng)縱向和橫向進給的同(tóng)時監測, 在我們新研製的超精(jīng)密機床上采用(yòng)了雙路雙(shuāng)頻激光測量係統, 如圖4 所
示[’]。這一方案的提出, 在我國尚屬首次。該係統的測控結構如圖5 所(suǒ)示。由(yóu)雙頻(pín)激(jī)光的多普勒效應獲得的交流信號轉換成脈衝後(hòu), 通過74 F 1 93集成電路轉換成並行量, 經數據處理後(hòu), 實現電(diàn)機的閉環控製(zhì)。
因為(wéi)雙頻激光(guāng)測量是以光波長為基準進行的, 所以對波長的(de)穩定性要求很高。環境空氣的(de)波動, 氣壓、溫度、濕度的變化均影響空氣(qì)折射率, 即影響光的(de)波長穩定性。折射率的變(biàn)化量
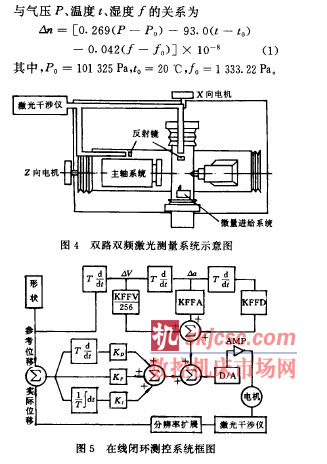
據此, 我們(men)設計了一套波長(zhǎng)補償係統(tǒng), 實現自動補償, 以保證檢(jiǎn)測係統的分辨率為0. 01 拜m。為使係統硬件擴充和更換方便, 采用了(le)模塊(kuài)式結構,級板聯接為(wéi)S T D 標(biāo)準總線。同時采用多層布線以使機械結(jié)構緊湊, 布(bù)局合(hé)理。數據采集(jí)係統采用通用G P 一(yī)IB 總線與主機通訊(xùn), 使檢測係統的接口實現(xiàn)標準化。
如果(guǒ)您有機(jī)床(chuáng)行業(yè)、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








