
1 引(yǐn)言
在傳統的模具生(shēng)產(chǎn)中, 一般用三軸立式加工(gōng)中心來加工, 而後需要大(dà)量的人工進行鉗工修整工作。而采用五(wǔ)軸加工時, 刀具- 工件的位姿角在加工過程(chéng)中可隨時調(diào)整, 避免了刀具幹涉, 使得一次裝夾就能完成複雜形狀(zhuàng)零件的全部或大部(bù)分加工, 與多次(cì)裝(zhuāng)夾相比, 顯著地縮短加工周期,提高了加工(gōng)精度。而且(qiě)在五軸加工中, 刀頭可靈活地(dì)進入複雜的模具型腔內部, 這有利於短刀具采用更(gèng)高的切削速度來進行加工, 避免刀具的顫動, 提高加(jiā)工精度[1]。
目前, 切削加工正朝著高速化的方向發(fā)展, 結合高速切(qiē)削的五軸加工技術, 采用高的切削速度和進給(gěi)速度, 大大(dà)縮短了(le)切削加工時間並獲得更好的加工表麵質量。在高速銑削加工過程中, 切削力大大減少, 使得刀具耐(nài)用度有較大幅度提高[2]。從提高加工精度、縮短生產周期、降(jiàng)低人工成本等角度出發, 為了提高競爭力, 模具加工企業采用高速(sù)五軸(zhóu)加工技術, 正成(chéng)為新的發展(zhǎn)趨勢。
2 高速五軸機床的結(jié)構特點
市場上常見的五軸加工機床, 按以旋(xuán)轉軸構成的型式來(lái)分可分為三類: 一是兩個旋轉軸都在工作(zuò)台一側, 即(jí)兩軸旋轉工作台; 二是一個(gè)旋轉軸在刀具一側, 另一個旋(xuán)轉軸在工件一側, 即(jí)旋轉主軸頭加上旋轉工作台; 三是兩個旋轉軸都在刀具一側, 即兩(liǎng)軸旋轉主軸(zhóu)頭。
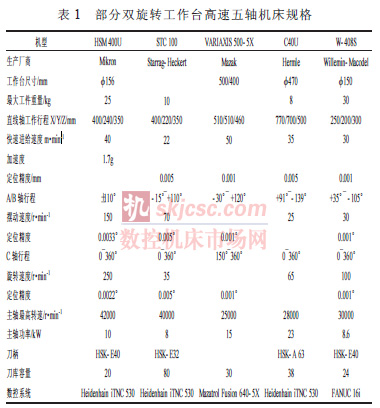
2.1 雙旋轉(zhuǎn)工(gōng)作台的高速五軸機床
雙旋轉工作台五軸加工機床的主軸不擺動, 兩個旋轉運動均由雙旋轉工作台實(shí)現。雙旋轉工作(zuò)台中能作360°的回轉運動的坐(zuò)標為回轉坐標, 另外一個作旋轉(zhuǎn)運動的坐標一般不能作360°的旋轉, 稱之(zhī)為擺動(dòng)坐標, 故此工作台也稱為旋轉/擺動工作(zuò)台( 圖(tú)1) 。
德國Hermle 公司生產(chǎn)的C40U 高速五軸加工中(zhōng)心 ( 圖2) 屬於這種(zhǒng)配置(zhì)的(de)機床, 采用工作台雙(shuāng)擺動結構, 通過定軸A 的(de)擺動和(hé)動軸C 的轉動實現五軸(zhóu)聯動加(jiā)工。工作台(tái)擺動角度大, 動態性能(néng)好(hǎo), 適用於複雜曲麵加工(gōng)( 含負角度加工) 。機床的幾何精度及位置精度高的特點適合高精度零件加工, 尤其孔係位置(zhì)精度( 平行(háng)度, 重複度) 要求高的零件加工。
‘

Mikron 公司生產的(de)HSM400U( 圖3) 的配置有30000~60000r/min 的高速(sù)主軸( 用HSK E 40 高速刀柄) , 3 個直線軸采用水(shuǐ)冷的大功(gōng)率伺服(fú)電機驅動, 以保證高的動(dòng)態性能, 工作台的轉動軸( B 軸和C 軸) 用轉(zhuǎn)矩電機驅動, 使得(dé)旋(xuán)轉(zhuǎn)軸的速度也能與高速主軸(zhóu)和(hé)直線(xiàn)軸相匹配, 實現(xiàn)高速五軸加(jiā)工。

部分代表型號的雙(shuāng)旋轉工(gōng)作台高速五軸加工中心主(zhǔ)要規格和性能指標見表1。
雙旋轉工作(zuò)台五軸機床沒(méi)有傾斜擺動主軸頭(tóu), 這就減少了控製係統的迅速複雜運算量( number crunching) 。而且刀具的定位也不必考慮三角關係(xì)引起的變化, 刀具偏置量可以通過調整X、Y、Z 三個軸得到, 使得刀具路徑的計算更加簡單[9]。由於雙旋轉工作台的機構與剛性等(děng)因素不容易實現大型化, 承載能力較低, 適合於中小型機床, 主要應用於中小型模具的加工。
2.2 擺動主軸頭加旋轉工(gōng)作台的高速五軸機床
這種(zhǒng)型式機床的兩個旋轉坐標軸分別在(zài)工作台(tái)( 工件) 一側和主軸( 刀(dāo)具) 一側,即采用帶擺動功能的(de)主軸頭和旋(xuán)轉工作台來實現( 圖4) ,多為中型機床所采用。這種機床的配置都是分別在主軸頭與工作台(tái)各設計一組單軸旋轉軸, 在主軸頭上的旋轉軸繞(rào)X( Y) 軸旋轉的A( B) 軸, 在(zài)工作台上的旋轉軸為繞Z軸(zhóu)旋轉的(de)C 軸(zhóu)。DMG 的DMC 75V Linear( 圖5) 屬於這種配(pèi)置的機床。表2 為部分這種(zhǒng)配置機床的規格參數對照。DMC 75V Linear 的直線軸采用直線電機驅動, 3 個直線(xiàn)軸的工作行程( X/Y/Z) 為885/600/600mm, 進給(gěi)速度達90m/min, 加速度高達2g。主軸一(yī)側和工作(zuò)台一(yī)側的(de)旋(xuán)轉軸均(jun1)采用轉矩電機驅動。主軸頭繞X 軸作A 軸擺動,

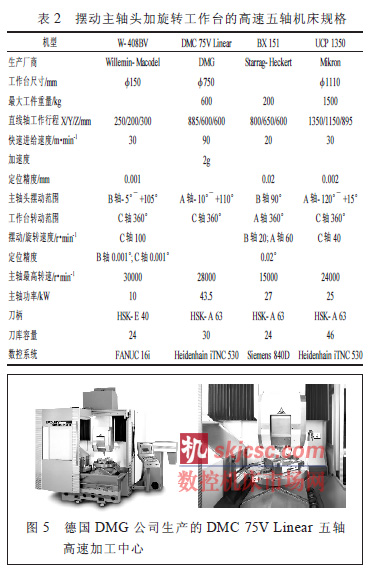
擺動角度為- 10°~+110°, 工作台繞(rào)Z 軸作C 軸轉(zhuǎn)動, 轉動角為360°連續回轉。直接驅動的直線軸與(yǔ)直(zhí)接驅動的回轉軸相組合(hé), 使機床(chuáng)所有的運動軸(zhóu)具有較高的動態性能和調節特性(xìng), 從而為高速度、高精度和高表麵(miàn)質量加工模具自由曲麵提(tí)供了良好的條件。
這種型式(shì)配置的(de)機床把旋轉(zhuǎn)軸分別放(fàng)置於主軸與工(gōng)作台兩側, 與使用雙旋轉工作台的機床相比較, 優點是剛性高, 工作台的承載能力(lì)強。雙旋轉工作台為一個串聯機構, 而且(qiě)空間上受到限製, 無法設計得足夠健壯, 導致整體剛性不足, 若(ruò)將旋(xuán)轉(zhuǎn)軸(zhóu)分開在主軸頭和工作台兩邊, 那麽結構剛性的問題便得到很(hěn)好的解決, 工(gōng)作台的工作台麵積(jī)與承(chéng)載能力也遠大於傳統的雙旋轉(zhuǎn)工作台。
2.3 雙旋轉主軸頭的高速五軸機(jī)床
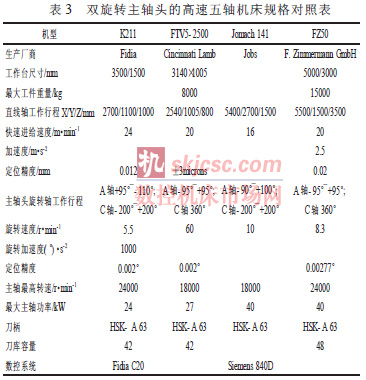
雙旋轉主軸頭五(wǔ)軸機床(chuáng)的兩個旋轉運動均由(yóu)主軸來實現( 圖6) 。根據工作台移(yí)動與(yǔ)否可分為兩種機型, 一種

是工作台移動作X、Y、Z 三個坐標中的一個或多個直線運動, 另一種是工作台固定, X、Y、Z 三個直線運動以及A( B) 、C 軸的轉動由主軸頭實現。後一種型式較為常見, 應用也比(bǐ)較廣泛(fàn), 代表性(xìng)產品有意大利FIDIA 公司的K211 高(gāo)速五軸加工中心( 圖7) 。該加工(gōng)中心配(pèi)置自行生(shēng)產的雙旋(xuán)轉主軸頭M5A/55, 配置了高速主(zhǔ)軸係統, 采用HSK- A 63 高速刀柄。這種機床的特(tè)點(diǎn)是(shì)工件 ( 工作台) 不動, 5 個(gè)坐(zuò)標運(yùn)動都由具有轉動和擺動功能(néng)的(de)主(zhǔ)軸頭(tóu)來完成, 主軸加工非常靈活, 工作台可以設計得非(fēi)常大, 適合於加工具有複雜形麵的汽車覆(fù)蓋件、汽車儀表盤等大型模具。這種機床還有一大優點: 在使用(yòng)球頭銑刀(dāo)加工曲麵時, 當(dāng)刀具中心線垂直於加工麵時, 由於球麵銑刀避開定點切削, 保證有一定的線速度, 可提高表麵加工質量。由於這(zhè)一優點, 這種(zhǒng)結構非常適合於模具高精度曲麵的(de)加工, 比(bǐ)工作台回轉式加工(gōng)中心更有優勢。表3 為雙旋轉主軸頭(tóu)高速五軸加(jiā)工中心部分代表型號的性能規格表。

3 高速五軸加(jiā)工機床的關鍵技術
高速主軸、驅動技術和控製技術(shù)是提高五軸加工中心高速性能(néng)、動(dòng)態特性和加工(gōng)精(jīng)度的關(guān)鍵。
( 1) 電主軸
在模具自由曲麵和複雜輪廓(kuò)的加工中, 常常采用小直徑刀具, 而要實現高的切削速度, 主軸必須具有很高(gāo)的轉速。目前高速加工中心的電主軸轉速(sù)大多在18000~42000r/min。對於模具的微細銑削(銑刀直徑一般(bān)采用0.1~2mm), 則需要更高的轉速(sù)。
( 2) 直線(xiàn)電(diàn)機
由於模具大多數是三維曲麵, 刀(dāo)具(jù)在加工曲麵時, 刀具軸要不斷進行(háng)製動和加速, 隻有通過較高的軸加速度才能在很高的軌跡速度情況(kuàng)下, 在較短的軌跡路徑上確保以恒定的每齒進給量跟蹤給定的輪廓。如果曲麵輪廓的曲率半徑愈小, 進給速度愈高, 那麽要求的軸加(jiā)速度愈(yù)高。因此, 機床的軸加速度在很大程度上影響到模具的加工精度和(hé)刀具的(de)耐用度。目前, 模具加工用的高速加工中心大多還是采用伺服電(diàn)機和滾珠絲杠(gàng)來驅動直線(xiàn)坐標軸, 但部分加(jiā)工(gōng)中心(xīn)已采用直線電(diàn)機, 如(rú)德國DMG 公司的DMC75V Linear 高速五軸(zhóu)加工中心(xīn)。采用直線電機驅動免去了將回轉運動轉換為(wéi)直(zhí)線運動的傳動元件, 從而顯著提高軸的動(dòng)態性能、移動速(sù)度和加工精(jīng)度。
( 3) 轉矩電機(jī)
在高速五軸加工中心上, 回轉工作台和主軸頭的擺動和回(huí)轉運(yùn)動, 已廣泛(fàn)采用轉矩電機來實現。采用(yòng)轉矩電機(jī)直接驅動的回轉工作台如圖8所示。轉矩電機(jī)是一種同步電機, 其轉子直(zhí)接固定在所要驅動的(de)部件上, 所以沒有機械傳動(dòng)元件, 它像直線電機一樣是直接驅動裝置。轉矩電機有(yǒu)著(zhe)大扭(niǔ)矩輸出、高伺服響應、無接觸傳動(無磨耗)、無(wú)傳動背隙(xì)等特(tè)點, 所能達到的角加速度要比傳統的蝸輪蝸杆傳動高6 倍, 在擺動主軸頭上加速度可達到3g。使用轉矩電機替代蝸輪(lún)/蝸杆和齒輪(lún)傳動結構可以將機構簡化, 並提高機構的(de)靜態和動態負載(zǎi)剛性, 這(zhè)大(dà)幅度提高了旋轉工作台和主軸(zhóu)頭的動態性能, 進而提高回轉軸和擺動軸的定位(wèi)精度和(hé)重(chóng)複定位精度。

( 4) 控製係統(tǒng)
五軸機床的運動是5 個坐標(biāo)軸運動的(de)合成, 旋轉坐標的加入使得運動學比三軸機床要複雜得(dé)多, 插補運算量非常大, 而且旋轉坐標的微小誤差就(jiù)會大幅(fú)度降低加工精(jīng)度。因此, 要實現高速五軸加工, 數控係統必須具有良好的伺服性能及高(gāo)速控製能力, 更高(gāo)的運算速度和精度, 而且還需(xū)具備刀具中心點管理控製能力; 實時的刀長(zhǎng)和刀徑自動補償和機床幾何自動補償功(gōng)能; 支持(chí)傾斜工作麵和圓柱麵加工[6]。目前應用在高速五軸加工中心常見的數控(kòng)係統主要有德國Siemens 公司的840D和Heidenhain公司的iTNC530。
4 結束語
高速五軸加工作為一種先進加工技術, 在歐美等工業發達國家(jiā)的汽車、模具、航天航空等領域已經得到了相當普及的應用。隨著人們對(duì)產品質量要求的提高, 模具的(de)結構越來越複雜(zá), 其交(jiāo)貨期越來越(yuè)短, 鑒於五軸加工技的諸多優勢(shì), 以及五軸機床產品的(de)價格逐漸降低, 可以預見高(gāo)速五軸聯動加工(gōng)在我國模具製造領(lǐng)域的應用會越(yuè)來越(yuè)廣泛。
如果您有機床行業、企業(yè)相關新聞稿(gǎo)件發表,或進行資訊合(hé)作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com








