
精密複雜結構件的加工(gōng)廣泛采(cǎi)用五坐標數控銑床實現,加工(gōng)用數控程序(xù)采用集成(chéng)化的CAD/CAM軟件利用計算機(jī)交互編程生成。在企業實踐(jiàn)中,UG軟件應用較廣,在UG軟件(jiàn)中生成的前置文件為類APT源(yuán)程序的ASCII文本文件,其結構即與機床的具體(tǐ)結構又(yòu)與數(shù)控係統有關,後置處理是生(shēng)成機床指令直接驅動數控機床運動,對保證數控加工的質量至關重要。
基於UG的(de)後置處理方法有3種:第1種方法是利用UG自帶的Postbuilder模塊進行後置處理,此方法對於三坐(zuò)標銑床等簡(jiǎn)單的結構(gòu)和功能(néng)的機床具有(yǒu)良好的處理效果(guǒ),方便易用。對於複雜的機床和特殊的數控係統,不能夠僅僅通過菜單(dān)交互(hù)定(dìng)義操作選項構建機床(chuáng)後置處理器(qì),必須通過TCL/TK語言構建命令處理函數,由於Postbuilder的核心變(biàn)量和函(hán)數未完全公開,因此,在使用TCL/TK構造的後置處理器不能(néng)夠較好地實現處理功能,且生成程序速度較慢,程序生成後對不完善之處必須進行手工修改,比較費時費力,容易出錯。第2種方(fāng)法是(shì)使用FORTRAN和C++等(děng)計算機程序(xù)設計高級語言編寫處理(lǐ)程序,但對編程人員要求高,程(chéng)序編製和調試的工作量大,需要反複修改程序代碼(mǎ)和進行測試,開發(fā)時間長。第3種方法是使(shǐ)用如IMSPOST等的商品化(huà)通用後置處理軟件(jiàn),通過交互操作,定義專用機床的數據接(jiē)口,方法簡單,容易執行。
本文提出了基於UG的CLSF文件利(lì)用前述(shù)第3種(zhǒng)方法進行後置處理,構建了五坐標數控銑床V1-200.2T的(de)後置處理器並實現了程序轉換,最後通過實例驗證(zhèng)了(le)所提方法的可行性。
1 關鍵技術
1.1 開發(fā)流程
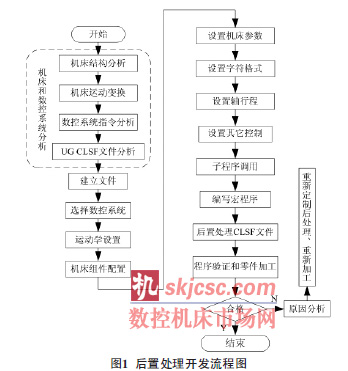
基於IMSPOST的開發流程,如圖1所示。
1.2 運動(dòng)變換算法
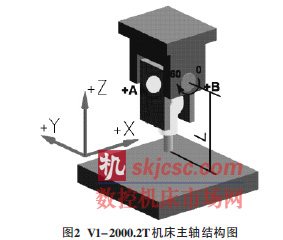
如圖2所示,五(wǔ)坐標數控(kòng)銑床(chuáng)V1-2000.2T為3個移動坐標X、Y、Z和2個(gè)轉動坐標A、B五坐標聯動,從機械結構上(shàng)看,A坐標轉動副安裝在B坐標軸上,因此,將B稱為定軸,A稱為動軸。通常(cháng)也將B軸稱為(wéi)獨立軸,也就是第4軸,既(jì)A軸轉動時不影響B軸的旋轉方(fāng)向和旋轉平麵;同理將A軸稱為依賴軸,也就是第5軸,其旋轉方向和旋轉(zhuǎn)平麵受B軸旋轉(zhuǎn)運(yùn)動的影響。機床A坐標範圍極限為[-30,30], B坐標範圍(wéi)極限為[-100,100]。
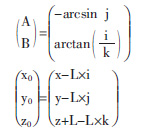
設在後置數(shù)控程序的坐標運動變換過程中加工刀具的刀位參考點(diǎn)位置不變,在機床坐標係中刀位參考(kǎo)點坐標為P0 ( x0,y0,z0),在UG軟件中前置類APT文件中刀位(wèi)參(cān)考點(diǎn)(即刀具轉動(dòng)中心(xīn)點)為P(x,y,z)。|PP0|=L,稱為機(jī)床的轉心距,P點(diǎn)為B軸轉動副中心。則有:
1.3 程序指令開發
分析MACS508數(shù)控係(xì)統的指令,典型的數(shù)控程序如下:
%555 (程序開始,文件名(míng)555)
(L = 350) (注釋語句)
G77H7930L1=350 (Z向自動對刀)
N1T10102(第1把刀,長度和半徑補償地址為01和02)
N2G90G54
N3A0B0N4G01X0Y0Z500000F2000 (移(yí)動指(zhǐ)令(lìng)單位為μm)
N3G01M03S2000
N4X-857501Y-163658
N5Z120
N6X-557498Y-282721A4643 (A角為4.643°)
N30X-879738Y-145703B0001
N31X-783587Y-189559Z180106A-4835B-2161
N32X-899914Y-176776Z230112A-4705B-2421% (程序結束(shù))
基於IMSPOST的後置處(chù)理器需要通過菜單(dān)交互定(dìng)製(zhì)可選項,如圖(tú)3所示,對於複雜的專(zhuān)用(yòng)指令需要(yào)專用的係統腳本語言編製宏程序和子程序(xù)實現功(gōng)能(néng)。
2 應用實例
如圖3所示,選(xuǎn)擇(zé)典型的壁板件(jiàn)進行驗證得到正(zhèng)確的加工結(jié)果。
3 結語
本文提出了針對UG軟件生成的刀位CLSF文(wén)件的IMSPOST後置處理器的構造方法,通過典型的壁板程序編製和加工驗證了方法的可行性(xìng),提高了(le)數控編程能力。
如果您有(yǒu)機床行業、企業相(xiàng)關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








